铣刀加工参数表
各种铣刀直壁加工规格参数表表全
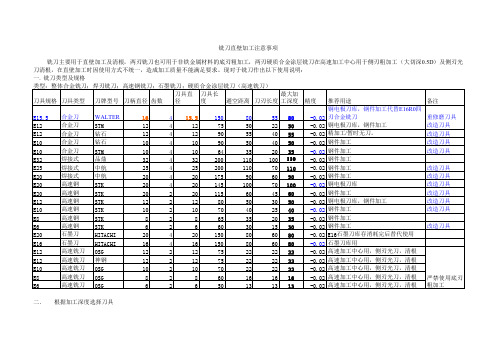
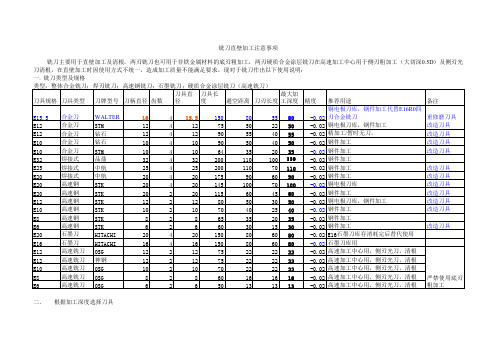
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
普通加工中心钨钢平铣刀的切削参数

0.02
3
4500-5000
600
0.03
4
4000-4500
800
0.05
5
3500-4000
1000
0.05
6
3000-3500
1000
0.1
8
2500-3000
1000
0.1-0.2
10
2000-2500
1200
0.2-0.3
12
1500-2000
1300
0.3-0.5
14
1500-2000
1500
普通加工中心钨钢平铣刀的切削参数
切削材料 刃径(d)
0.5 1 1.5 2 2.5 3 4 5 6 8 10 12 14 16
转速(S) 6000-8000 6000-8000 6000-8000 6000-8000 6000-8000 3500-4500 2500-3500 2500-3000 1800-2500 1500-2000 1200-1800 1000-1500 1000-125
16
1200-1500
1600
0.5
注解:
1 以上参数是以普通加工中心(主轴转速最高 8000)的钨钢铣刀为准,它的表面硬度一般是
HRC45-55(洛氏硬度)左右
2 以上参数是以挖槽(又名等高铣,Cavity_Mill)为准,若是铣外形,则可以多点切削量,
如¢12 的铣铜,切削量可以给 0.8-1MM
模具钢料(30≤硬度 HRC≤40) 进刀(F) 250 300 300 350 350 500 600 800 1000 1000 1100 1200 1200 1200
切削量(H) 0.005 0.01 0.015 0.02 0.02 0.03 0.05 0.05 0.08
07 各种铣刀直壁加工规格参数表【14表全】
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
高速加工中钨钢铣刀切削全参数参考

高速加工中钨钢铣刀的切削参数参考
切削材料模具钢料(30≤硬度HRC≤40)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 500 0.02
2 13000 1500-1800 0.04
4 12000 2500-2800 0.06
6 9000-10000 3000 0.08
8 8000 3000 0.1
10 6000 3000 0.1
12 5000 3500 0.12-0.15
切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 800-1000 0.03-0.05
2 14000 1800-2000 0.07-0.08
4 13000 2500 0.1-0.15
6 12000 2800-3000 0.3
8 8000 3000-3500 0.3
10 7000 3500 0.4
12 6500-7000 3500 0.4
注解:
1、以上参数是以高速加工中(主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
硬质合金铣刀加工铝工艺参数表
硬质合金铣刀加工铝工艺参数表摘要:一、硬质合金铣刀简介二、硬质合金铣刀加工铝的工艺参数三、工艺参数对铣刀加工效果的影响四、总结正文:硬质合金铣刀加工铝工艺参数表硬质合金铣刀是一种用于铣削加工的高性能刀具,由于其具有较高的硬度和耐磨性,因此在加工铝等有色金属材料时表现出色。
为了获得最佳的加工效果,需要根据具体的加工条件选择合适的硬质合金铣刀,并设置合适的工艺参数。
一、硬质合金铣刀简介硬质合金铣刀是由钨钴等金属粉末与钴粉末混合后,通过压制、烧结等工艺制成的一种刀具。
它具有较高的硬度、耐磨性和红硬性,适用于高速切削和铣削加工。
二、硬质合金铣刀加工铝的工艺参数1.铣刀的选择根据铝材料的性质,选择合适的硬质合金铣刀,如球头铣刀、圆鼻铣刀等。
2.铣削速度铣削速度是影响加工效果的重要参数,一般情况下,铣削速度越高,加工效率越高,但同时容易产生刀具磨损和工件表面粗糙度较大。
因此,需要根据实际加工条件选择合适的铣削速度。
3.进给速度进给速度是指刀具在加工过程中的移动速度,它影响着加工表面的质量和刀具的磨损情况。
进给速度过快容易导致刀具磨损加剧,进给速度过慢则会影响加工效率。
4.切削深度切削深度是指每次铣削时刀具切削的深度,它影响着加工的效率和刀具的磨损情况。
切削深度过大容易导致刀具磨损加剧,切削深度过小则会影响加工效率。
5.刀具的磨损和更换在加工过程中,刀具会逐渐磨损,当磨损达到一定程度时,需要及时更换刀具,以保证加工效果和加工效率。
三、工艺参数对铣刀加工效果的影响合适的工艺参数能够提高硬质合金铣刀加工铝的效果,降低刀具磨损,提高加工效率。
例如,选择适当的铣刀类型、合理设置铣削速度和进给速度,可以有效降低工件表面粗糙度,提高加工质量。
铣刀加工参数计算表

刀具侧刃为主切削刃,底刃为副切削刃,加工型腔或曲面 主轴转速计算公式 刀具侧刃切削,加工直身侧面 侧铣或周铣 吃刀量 背吃刀量 侧吃刀量 切深,刀具轴向吃刀量 切宽,刀具径向吃刀量 进给率计算公式
S=1000据设定之参数得到的机床信息 机床类型 立铣 主轴工作转速 最高 最低 刀具直径 最大 推荐 100 63 6000 300
进给率F 2693 进给率F 2693 进给率F 2693
进刀速率 150 进刀速率 150 进刀速率 150
参数说明和计算公式 进刀路径和工作平面(一般为XY平面)的夹角 主轴工作转速 主轴切削加工时的最高和最低转速,而不是主轴可以旋转的最高和最低转速
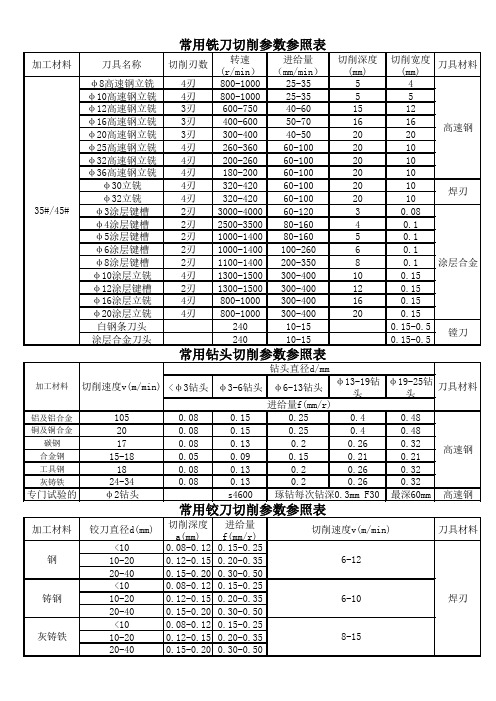
(完整版)加工中心新刀具常用切削参数参照表1
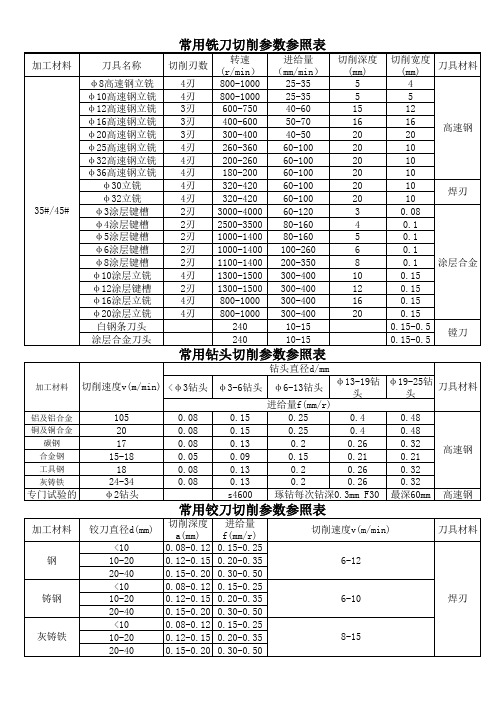
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
加工中心新刀具常用切削参数参照表
8-15
20-40
0.15-0.20 0.30-0.50
加工材料/ 工件
A105(相当 于25Mn) /MQL导环
加工特殊材料及工件切削参数参照表
刀具名称
切削刃数
转速 (r/min)
进给量 (mm/min)
用途
切削宽度 (mm)
刀具材料
φ5钻头 φ5.8钻头 φ10.3钻头 φ13.5钻头 φ14.5钻头 φ6铰刀 φ15铰刀
35#/45#
刀具名称
0圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
40-50
20
20
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
刀具材料
20-40
0.15-0.20 0.30-0.50
铸钢
<10 10-20 20-40
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35 0.15-0.20 0.30-0.50