07 各种铣刀直壁加工规格参数表【14表全】
各种铣刀直壁加工规格参数表表全
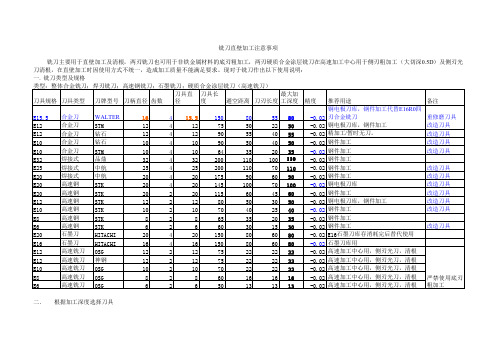
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
硬质合金铣刀切削参数表【一览表】

切削速度的选择主要取决于被加工工件的材质;进给速度的选择主要取决于被加工工件的材质及立铣刀的直径。
国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。
但切削参数的选用同时又受机床、刀具系统、被加工工件形状以及装夹方式等多方面因素的影响,应根据实际情况适当调整切削速度和进给速度。
当以刀具寿命为优先考虑因素时,可适当降低切削速度和进给速度;当切屑的离刃状况不好时,则可适当增大切削速度。
高速钢立铣刀的使用范围和使用要求较为宽泛,即使切削条件的选择略有不当,也不至出现太大问题。
而硬质合金立铣刀虽然在高速切削时具有很好的耐磨性,但它的使用范围不及高速钢立铣刀广泛,且切削条件必须严格符合刀具的使用要求。
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000式中D——铣刀直径,mm;N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值2进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:铣刀每转过一个齿,工件沿进.给方向移动的距离, 单位为mm/z。
(1) 每齿进给量af(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.zn三种进给量的关系为: V f=af式中a——每齿进给量,mm/z。
.fz——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
铣刀每齿进给量, a(mm/z.) 推荐值f3铣削层用量铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.(1)铣削宽度ae一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚度,即工件的已加(2)背吃刀量ap工表面和待加工表面间的垂直距离,单位为mm。
切削参数表(铣刀)

铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。
常用刀具加工参数
常用刀具加工参数
常用的数控铣刀按形状分为平底刀、圆鼻刀(球鼻刀)和球刀
1、平底刀
平底刀也叫端铣刀或平刀,周围有主切削刃,可以用于开粗及清角、精加工侧平面及水平面,常用的有ED20、ED19.5(3/4英寸)、ED16、ED15.875(5/8英寸)、ED12、ED10、ED8、ED6、ED4 、ED3、ED2、ED1.5、ED1、ED0.8及ED0.5等。
E是End Mill的的一个字母;D表示切削刃直径。
一般情况下,开粗时尽量选取较大直径的刀,装刀时尽可能短,以保证足够的刚度,避免弹刀。
在选取小刀时,要结合被加工区域,确定最短的刀锋长及直身部分长。
如果侧面带斜度叫斜度刀,可以精加工斜面。
2、圆鼻刀
圆鼻刀也叫平底R刀,可以开粗、平面光刀和曲面外形光刀,一般半径为R0.1-R8。
一般有整体式和镶刀粒式的刀把刀。
镶刀粒的圆鼻刀也叫“飞刀”,主要用于大面积的开粗及水平面的光刀。
常用的有ED30R5、ED25R5、ED16R0.8、ED12R0.8及ED12R0.4、等。
飞刀开粗尽量选大刀,加工较深区域时,装刀长度先装短加工较浅区域,再装长加工区域较深区域,以提高效率且不过切。
3、球刀
球刀也叫R刀,主要用于曲面中光刀及光刀。
常用的球刀有BD16R8、BD12R6、BD10R5、BD8R4、BD6R3、BD5R2.5(常用于加工流道)、BD4R2、BD3R1.5、BD2R1、BD1.5R0.75、BD1R0.5、B是Ball Mill的第一个字母。
一般情况下,要通过测量被加工图形的内圆半径来确定精加工所用的刀具,尽量选用大刀光刀,小刀补刀加工。
铣刀规格
全磨制锯片铣刀 Solid Ground Metal Slitting Saws
全磨制锯片铣刀切口铣刀,其齿形在热处理后,最后 用CBN砂轮在CNC机床上磨削而成。前刃面与槽底圆弧连 接光滑,齿形表面粗糙度值低,无脱碳层。切削刃锋利。 使用全磨制铣刀,铣削轻快切屑流畅,能消除毛刺,铣刀 使用寿命长。细齿铣刀特别适用于加工薄壁零件。
内孔 Diameter of Hole
(mm) 27 32 32 32 32
25.4 32
25.4 31.75 32
齿数 Teeth No.
115
180 600
160
220 240 260 300
64 80 100 160 180 220
无齿
31.75 32 31.75 32
80 1柄立铣刀
1/8”-1” φ3-25mm
直柄键槽铣刀 1/8”-1” φ63-200mm锯片铣刀 φ40-75mm螺钉槽铣刀 超薄型大、小直径锯片 铣刀、螺钉槽铣刀 含铝高速钢立铣刀 含钴高速钢立铣刀 硬质合金材料的: 锯片铣刀、螺钉槽铣刀、 模具铣刀、旋锉铣刀。 还可根据用户的特殊需要或来图 来样生产。 公制立铣刀、键槽铣刀按ISO生 产。 英制立铣刀、键槽铣刀按美国标 准ANSI.B94.19生产。 还可按西德标准DIN844/327或日 本标准JISB4211生产。
Slotting milling cutters and solid ground metal slitting saws, after the ground to form by CBN grinding wheel on CNC grinding machine. The highly finished top face was connected smoothly to the are in bottom of flute, there's no decarbonised lager, cutting edge is sharp. Solidground end mill cuts quickly with flurent swarf without burr and the life of end mill is long. The fine teeth mill is particularly suitable for machine thin wall parts.
直柄立铣刀、键槽铣刀、锥柄立铣刀规格表

直柄立铣刀规格表直柄键槽铣刀规格表6 10 45 22 38 140 3 22 36 125 2 8 14 50 25 45 147 3 24 40 145 3 10 18 60 28 45 147 3 25 40 145 3 12 22 65 30 45 147 3 28 45 150 3 14 24 70 32 53 178 4 32 50 155 3 16 28 75 35 53 178 4 36 55 185 4 18 32 80 36 53 178 4 40 60 190 4 20 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4锥柄铣刀规格表“莫氏錐柄立銑刀”加长铣刀 山東工具製造有限公司/gongying/sdgjhgj-IepxLzgoYcrC.html刃徑尺寸 d總長L 切削刃長度 l 莫氏錐柄號齒 數 Z 標準型 長型 標準型 長型 IIII II粗齒中齒細齒6 83 -94 - 13 24 134-7 86 100 16 30 8 8910819389 510 92 115 22 4511 12 96 123 26 5314 111 138 216 117 148 32 63 618 20 123 160 38 7522 140 177 325 147 192 45 90 28 4 6 832155 208 53 106178 201 231 254 4 36155 - 208 - 3 178 201 231 254 4 40188 211 250 273 63 125221 249 283 311 5 45188 211 250 273 4 221 249 283 311 5 50200 223 275 298 75 1504233 261 308 336 5 56 200 223 275 298 4 6810233 261 308 336 563248276 338 36690 180直柄立銑刀加长铣刀/product-detail/100499814159.html(一)产品名称:整体硬质合金涂层立铣刀。
直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
直柄立铣刀规格表直柄键槽铣刀规格表610452238140322361252 814502545147324401453 1018602845147325401453 1222653045147328451503 1424703253178432501553 1628753553178436551854 1832803653178440601904 2036854063188445651954456318845065195450752004锥柄铣刀规格表“莫氏錐柄立銑刀”加长铣刀 山東工具製造有限公司刃徑尺寸 d總長 L切削刃長度 l 莫氏錐柄號齒 數 Z 標準型 長型 標準型 長型 IIII II粗齒中齒細齒6 83 - 94 - 13 24 134-7 86 100 16 30 8 8910819389 510 92 115 22 4511 12 96 123 26 5314 111 138 216 117 148 32 63 618 20 123 160 38 7522 140 177 325 147 192 45 90 28 4 6 83215520853 106178 201 231 254 4 36155 -208 -3 178 201 231 254 4 40188 211 250 273 63125221 249 283 311 5 45188 211 250 273 4 221 249 283 311 5 50200 223 275 298 751504233 261 308 336 5 56 200 223 275 298 4 6810233 261 308 336 563248 276 338 366 90180直柄立銑刀加长铣刀(一)产品名称:整体硬质合金涂层立铣刀。
(二)适合加工材质:压铸钢、钢件、铸件、磨具钢、铝合金、钛合金、镍合金、铜合金、不锈钢模具、45#钢等。
(三)主要用途:适用于工件槽切屑、侧切屑、粗加工等WC :88 CO :10 抗弯强度:3600 硬度: 粒度: 建议切削30°—45°之间的材料 刃径 柄径 刃长 全长 单价 备注 3 4 12 75 25无 税 价4 4 15 75 25 56 20 75 36 6 6 24 75 36 8 8 28 75 56 3 4 12 100 29 441610029562010040 662410040 883210061 10104010089 121240100116 664515061 885015089 101055150134 121260150174 161665150285 202075150410。
常用数控刀具参数表
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
100
1000
D10钻头
60
650
D16钻头
50
350
D25钻头
40
200
25白钢刀
400
350
12铰刀
40
150
侧向步距的算法和垂直步进
侧向步距的算法:
”一般为0.72*D(刀具直径)-R(刀具R角),球刀除外
比如50R6的牛鼻刀0.72*50-6=30,那么在开粗的时候,50R6的侧向步长就为30.再比如16R0.8的牛鼻刀0.72*16-0.8=10.72,若是平刀就直接刀具直径D*0.72无需再减R角,若用到球刀开粗,一般垂直下刀量为0.1,侧向步长为“1”,因为球刀不适合开粗,所以只能下刀量小(0.1),球刀是点接触,所以0.72*D-R的公式不适合,只能是“1”最小切削宽度是D-R。
20RO.8
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
加工中心新刀具常用切削参数参照表1
8 8
120-150 120-150
20-30 20-25
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
φ68-72/T型刀
8
120-150
20-25 粗铣T型槽
焊刃
铸铁/滑块 φ68-72/T型刀 φ68-72/T型刀
8 8
120-150 120-150
30-45 30-40
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
400-600 300-400
50-70 40-50
16 20
16 20
高速钢
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
320-420
60-100
20
φ32立铣
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
刀具切削进给参数表
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 材料
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8 刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣刀直壁加工注意事项
铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格
类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)
刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加
工深度精度推荐用途备注
E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四
刃合金铣刀
重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工
E12
高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6
高速铣刀
OSG
6
2
6
50
13
13
13
-0.02
高速加工中心用,侧刃光刀,清根
二. 根据加工深度选择刀具
优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损
加工直壁40mm以內深度用D10;
加工直壁40-50mm深度用D12;
加工直壁50-80mm深度用D15.5;
加工直壁60-90mm深度优选用D20;
加工直壁70-100mm深度用D25;
加工直壁100-110mm深度用D32;
三.刀加工直壁注意事项:
1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;
2.程序编制要求刀路顺铣;
3.精加工前,操作工须准确在机测刀并进行补偿;
4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;
5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;
6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
四.更深直壁加工方案
深度大于100mm的直壁加工:a.采用大直径飞刀单向插铣加工,进退刀让开侧壁;
b.使用具有螺旋刃刀片飞刀切深2~3mm等高顺铣。
(试用阶段)
c.考虑更改加工工艺,如换面加工等。
附:E15.5刀具简图。