CNC加工铣刀加工工艺参考表
CNC加工编程参数
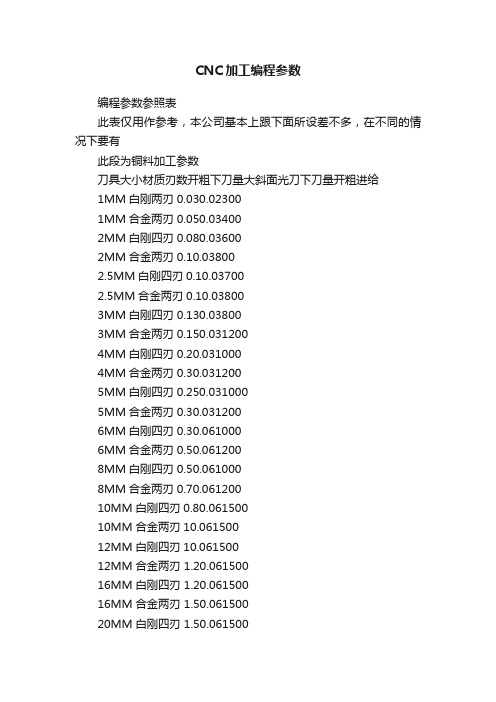
CNC加工编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数40040035004500 70060035004000 110090035004000 120080035004000 1500120025003000 1500130025003000 1700130022002800 1800150022002800 1800150020002600 1800150018002300。
铣床工时制订表

螺栓压板 组合夹具
零件安装方法
虎钳、三爪卡盘 顶尖、专用夹具 V型铁、三角铁
分度头 螺栓压板 组合夹具
A B
复杂程度
A B A B A B
0.66 1.62
8
1.9 3.9 2.02 4.45 2.63 6.47
0.93 2.29 零件装卸时间表 零件质量(Kg) 12 时间T装卸(min) 2.33 4.83 2.48 5.45 3.22 7.93
12
80
沿圆周进给铣削:
T基=(π *D+L1+L2)/Vf
T基3 4.25
T基4 4.25
铣削平面(纵横): 沿圆周进给铣削:
铣切齿轮:
结果T基: T基5 4.25
S—对边长度(mm) 常量部分Tf1(min) 0.15 0.15
铣销加工步辅助时间表
Tf1—与行程无关的辅助时间
Tf2—与行程有关的辅助时间
500 480 480 480 450 400 300 铣刀转速n(r/min) 400
20 25 25 30 30 80 100 每分进给量Vf(mm) 80
齿全高h
.
基本作业时间T基 4.25 3.40 2.02
T基6 4.25
的辅助时间
80 0.1
T基合: 25.50
110 0.12
140 0.14
1.61 3.96
16
2.69 5.58 2.86 6.29 3.72 9.15
注:A—简单,指工件形状规则,不需找正; B—复杂,指工件形状复杂,用联动压板或5个以上压板装夹,或需2个以上千斤顶支撑,用划针、角尺、千分表等较正。
第六步 计算作业时间
T作业 T作业 30.00
CNC标准刀具切削参数参考表(加工产品)

3
140
3
2
2
2
2
8
1000
4000
2
10
1000
4000
2
12
1200
3500
2
15
1200
3000
2.5
19
1200
2500
3
2
800
5000
0.3
3
800
5000
0.5
4
800
4800
0.6
5
800
4800
0.8
7.5
1000
4000
9
1200
3800
12
1300
3500
15
1500
3000
19
型号2:TAP400R 63*25.4
型号1:BAP400R-80-27-6T Φ80R0.8
型号2:BGP-800-FMB27
50
1
65
1.5
70
2
95
3
100
4
40
0.4
40
0.5
40
0.6
40
1
55
3
60
4
70
4
85
4
100
1
135
2
110
2
130
2
60
0.5
70
1
85
1
95
2
115
2.5
130
(不用填)
400 600 800 1000 1200
转速S 8000 8000 7500 7500 7000 7000 6500 6000 5500 4500 4500 4000 4000
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
铣刀加工参数计算表

刀具侧刃为主切削刃,底刃为副切削刃,加工型腔或曲面 主轴转速计算公式 刀具侧刃切削,加工直身侧面 侧铣或周铣 吃刀量 背吃刀量 侧吃刀量 切深,刀具轴向吃刀量 切宽,刀具径向吃刀量 进给率计算公式
S=1000据设定之参数得到的机床信息 机床类型 立铣 主轴工作转速 最高 最低 刀具直径 最大 推荐 100 63 6000 300
进给率F 2693 进给率F 2693 进给率F 2693
进刀速率 150 进刀速率 150 进刀速率 150
参数说明和计算公式 进刀路径和工作平面(一般为XY平面)的夹角 主轴工作转速 主轴切削加工时的最高和最低转速,而不是主轴可以旋转的最高和最低转速
(完整版)加工中心新刀具常用切削参数参照表1
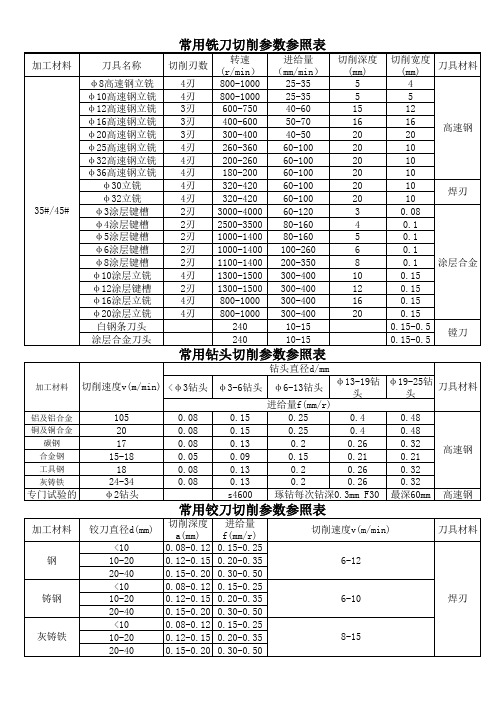
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
加工中心新刀具常用切削参数参照表1

8 8
120-150 120-150
20-30 20-25
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
φ68-72/T型刀
8
120-150
20-25 粗铣T型槽
焊刃
铸铁/滑块 φ68-72/T型刀 φ68-72/T型刀
8 8
120-150 120-150
30-45 30-40
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
400-600 300-400
50-70 40-50
16 20
16 20
高速钢
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
320-420
60-100
20
φ32立铣
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
铣刀编程切削参数表

刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数1MM白刚两刃0.030.023001503005000 1MM合金两刃0.050.034001504005500 2MM白刚四刃0.080.036002005004000 2MM合金两刃0.10.038002005004200 2.5MM白刚四刃0.10.037002006003500 2.5MM合金两刃0.10.038002006004000 3MM白刚四刃0.130.038002006003500 3MM合金两刃0.150.0312002006504000 4MM白刚四刃0.20.0310002506003000 4MM合金两刃0.30.0312002506503500 5MM白刚四刃0.250.0310002506003000 5MM合金两刃0.30.0312003006503500 6MM白刚四刃0.30.0610002506002800 6MM合金两刃0.50.0612003007003000 8MM白刚四刃0.50.0610002506002200 8MM合金两刃0.70.0612003008002200 10MM白刚四刃0.80.0615003006002200 10MM合金两刃10.0615004008002200 12MM白刚四刃10.0615003006002200 12MM合金两刃 1.20.0615004008002200 16MM白刚四刃 1.20.0615004008001200 16MM合金两刃 1.50.06150045010001200 20MM白刚四刃 1.50.0615004008001000 20MM合金两刃 1.50.06150045010001200 25MM白刚四刃 1.50.061500400800800-100 25MM合金两刃 1.50.06150045010001000飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数R6合金刀粒两刃0.450.15150015002500 R8合金刀粒两刃0.50.2150015002100 R10合金刀粒两刃0.60.2150015002000 12R0.4合金刀粒一刃0.70.1120050011002200 16R0.4合金刀粒两刃0.70.1150060012001800 20R0.4合金刀粒两刃0.70.1150060012001800 25R0.8合金刀粒两刃10.1150060013001800 30R5合金刀粒两刃0.60.3160070012001600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量开粗进给光斜面进给开粗转数R0.51MM合金两刃0.020.023********* R11MM合金两刃0.040.056005004500 R1.53MM合金两刃0.060.0770******** R24MM合金两刃0.150.111009004000 R2.55MM合金两刃0.20.112008004000 R36MM合金两刃0.30.12150012003000 R48MM合金两刃0.30.12150013003000 R510MM合金两刃0.50.15170015002600 R612MM合金两刃0.50.15180015002500 R816MM合金两刃0.60.2180015002500 R1020MM合金两刃0.60.2180015002500光刀转数6000600045005000400045004000450035004000350040003200400025003000250030002500300012001500100012008001000光刀转数30002500250030003000300028002000光刀转数60004500450045004200380035003000300030002800。