各种铣刀直壁加工规格参数表表全
07 各种铣刀直壁加工规格参数表【14表全】
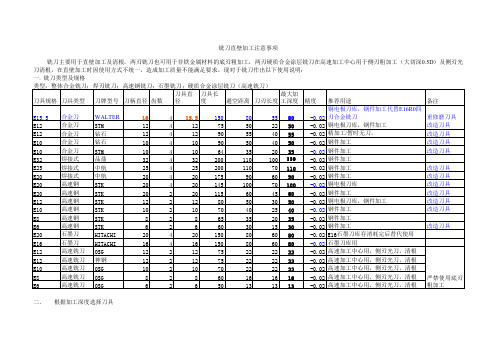
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
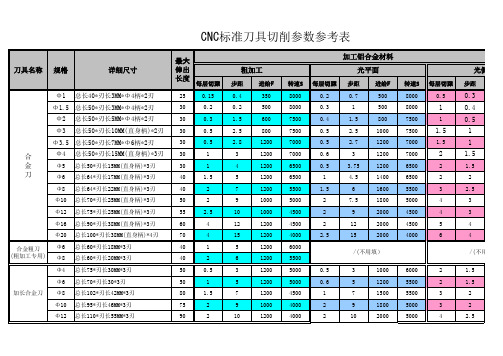
CNC标准刀具切削参数参考表 加工产品
4500 4500 4000 3500 3200 5000 5000 5000 5000
(不用填)
1500 1500 1500
3500 0 3000
(不用填)
4500 2000 2000 2000 2000
4200 3000 3000 2500 2500
0.5
3.75
1200
6500
1
4.5
1400
5500
1.5
6
1600
5000
2
7.5
1800
4500
2
9
2000
4500
2
12
2000
4000
2.5
15
2000
6000 5500
/(不用填)
5000
0.5
3
1000
5000
0.6
5
1200
4500
1
7
1500
4000
2
9
1800
4000
2
10
2000
1200
15
1200
5
1200
6
1200
3
1200
5
1200
7
1200
9
1000
10
1200
加工铝合金材料
光平面
转速S 每层切深 步距
进给F
8000
0.2
0.7
500
8000
0.3
1
500
7500
0.4
1.5
800
7500
0.5
2.5
1000
7000
0.5
加工中心切削参数
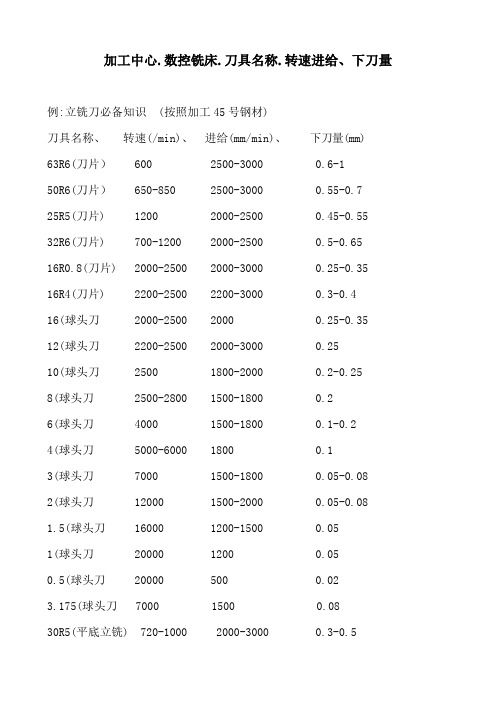
加工中心.数控铣床.刀具名称.转速进给、下刀量例:立铣刀必备知识(按照加工45号钢材)刀具名称、转速(/min)、进给(mm/min)、下刀量(mm)63R6(刀片) 600 2500-3000 0.6-150R6(刀片) 650-850 2500-3000 0.55-0.725R5(刀片) 1200 2000-2500 0.45-0.5532R6(刀片) 700-1200 2000-2500 0.5-0.6516R0.8(刀片) 2000-2500 2000-3000 0.25-0.3516R4(刀片) 2200-2500 2200-3000 0.3-0.416(球头刀 2000-2500 2000 0.25-0.3512(球头刀 2200-2500 2000-3000 0.2510(球头刀 2500 1800-2000 0.2-0.258(球头刀 2500-2800 1500-1800 0.26(球头刀 4000 1500-1800 0.1-0.24(球头刀 5000-6000 1800 0.13(球头刀 7000 1500-1800 0.05-0.082(球头刀 12000 1500-2000 0.05-0.08 1.5(球头刀 16000 1200-1500 0.051(球头刀 20000 1200 0.050.5(球头刀 20000 500 0.023.175(球头刀 7000 1500 0.0830R5(平底立铣) 720-1000 2000-3000 0.3-0.540(平底立铣) 300-600 2000-2500 1.0-2.020(平底立铣) 600-1000 2000-2500 1.0-2.016(平底立铣) 1600 2000-2500 0.3-0.412(平底立铣) 2000-2200 2000-2500 0.25-0.3510(平底立铣) 2200-2500 2000-2500 0.25-0.38(平底立铣) 2500 1500-2000 0.2-0.36(平底立铣) 3000 1500-2000 0.15-0.24(平底立铣) 3500-4000 1500-2000 0.13(平底立铣) 6000 1500-1800 0.08-0.12(平底立铣) 9000 1500 0.05-0.081.5(平底立铣) 12000 1200-1500 0.05-0.081(平底立铣) 18000 1000-1500 0.03-0.05铣刀大体上分为:1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。
铣刀种类及规格(含图)

铣刀种类及其规格种类形状特点晋邇刃使用广泛,应用在槽加工、侧面加工及台阶面加工等。
另 外在粗加工、半拮加工及精加工所有场合均可使用锥形刃用于晋通刃加工后的锥面加工、模具起模斜度加工和凹窝 部分加工粗加工刃-刀刃成波形,切屑细小,诜削力小•适用于粗加工,不宜 精加工。
斋要磨削前面成形刃貝二作为特别订货产品。
左圉为加工圆角R 的刀具,该类刀具 可根据加工客件的形状而改变刃形•多为特殊订货产品(a>mmH(g)咖弧诜刀 <d >换敎诜刀种类 骸状特点直柄I-使用广泛长柄 4 ---- ⅛深部雕刻加工用,由于刀柄长,按使用目的悬伸一定长度即 I 可使用复合柄 -S-®J ⅛Γ 带平面的刀柄,用于立铳刀在加工中心中也能卸脱.立铳刀 直径超过30mm 的用它O可作小直径立铳刀深部雕刻加工用,也可用于锂削 锥颈 ≡?-能对複具斜角的壁面溪雕刻发挥较大的作用 >能在具有倾斜 壁面複具的深部进行IK 刻加工(Cl 爪角徒刀 (0双用洗刀(h)阿團强诜)}刀“√⅜f≡. 汽车. 电子 •件专用刀具 CLOCK.CAR.MOULD e TOOLS 4320立■刀 IK 貝 CARBlDE END MILLSi----- 1SMKtMWI 立候刀-紜Q3I 2刃平刀F*MBCftO QMAlM CAraItoC CNO ・■ I ■ ■ wr ⅜刀Tta ⅛∈9! 2刃平刀MlCftO GCVMM CAM5IOC EMO MtLXB ∙>>M ⅝rw Ty p ⅝>L c ⅜⅝¾ F ∣w ∙* ¾F ⅜w ⅛>>■立■刀-KiOSI 4刃平刀 M ∙Cf ⅜O <MAAM CAMBtOC ENO MuXaTy^∙ ■ LM0 FMM4MMmM ■立■刀七圧02刃≡t 刀S*9ftM ∙l 立G 刀-W¾mit≡ 2刃9∙%MM O‰M0BOV BMO ・m. ■—T»e ⅛a≡⅞r* L>∙f ⅜9 ∙∙HM*A 2 F‰∙MMMtttWOT 立・刀-刃M ∙CΛO OMAm CAABtoe EMO MUX* 6fT>w ∙ f ■«1・较t ⅞■立・刀W4D ⅜∈H 4刃 ------------------------------------MM»O O*⅞AXM CAraitOC EMO MnXB Corner R S A M UOnO m ∙n* < FH J S M■立■刀-»/hei»«ai Zn --------------------------------------------MmtftMWiitvi 刀Ft 小轻sat 23∏MlCMO OAAM CAM ∙IDC KMO MaLl.S>∙4MI TyVW 2 FM‰w -⅜βlar ∙ C ⅝∙■■”4320 *91TJ «>*«d I IaC ⅝r ⅝ ■ 口 τ∙crr*≡t RWMaBis5ioικtamfftt ⅞iR 立惬刀系列β*a*∙ftM ∙ιxzm 刀∙S0WM ∣ 刀MBCROaRAmCAR •«>« oOamxMJeflfc0«MR 刀-48 合金* 用 F 刀2刃 G ∙aLSJbD ⅜∈Bt *MBCAoGRAMCA*⅞MUC EM> MBX^SFerAKtfnAnttfvt BeB TyPe 2 FlMtM S q o τ⅝刀-3 刃S*M≡AjbDt ∈BI”MBCRoG^AJNCARBa B CENOMHXS For Afc*vτ⅛Mjm BOo TVPe 2 FWtw SQUarWMMWttftM*!立 0 刀-WXISl N 刃βfli*9ftt ⅜∙VXttft 刀-存冷Ot 4JTJ« AHttfftMMlXt* 刀T*Sf 2刃<ntt ∣m ∙sM*ι Itm 刀-饰角 ts 合 刀IfiRtAK. 三 Λ∣ΛD 工奇用 •做哀23IBeBg«■立・刀十SROI 2刃IBmtftMIR 立■刀→*OI¾M 2刃铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
切削参数表(铣刀)

铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。
铣铰刀及合金刀具篇

4.后角α:12°±2°。
机用铰刀
• 图片
机用铰刀
• 主要参数及用途:机用铰刀分为直柄(φ3-20)、锥柄 (φ5.5-50)、套式(φ25-100)三种形式,按国家标准 GB1132-84、GB1133-84及GB1135-84生产,该铰刀适用于 铰削一定精度的配合孔,精度等级有H7、H8、H9。 • 前角γ:0°-4°; • 后角α:直柄: φ3.0-4.5 α=14°±2° φ5.0-10 α=12°±2° φ11-18 α=10°±2° φ19-20 α=8°±2° 锥柄: φ5.5-18 α=12°±2° φ19-50 α=8°±2° 套式: 8°±2°
关工牌铣刀类产品介绍
高速钢铣、铰刀 硬质合金铣刀
引
言
根据安排我们利用今天这个时间概要介绍一下我公司
铣、铰刀和合金刀具的分类,刀具的选用,使用注意事项
和常见问题的解决。不妥之处敬请大家指正。
提
纲——铣、铰刀篇
一、铣刀、铰刀产品介绍 二、铣削切削用量 三、铰削切削用量 四、铣削中常见问题的解决 五、铰削中常见问题的解决
往往不能把前道工序的加工痕迹去除。余量
过大,因切削余量大容易破坏铰刀工作的稳
定性,引起振动,将孔扩大,并使刀具耐用
度下降。通常粗铰余量(直径上的)为0.2~
0.6mm,精度余量为0.05~0.2mm。
铰刀的使用及常见问题的解决
一般标准铰刀均未经研磨,影响铰孔的表面粗糙度。因此使用前必 须对铰刀进行研磨。研磨时要注意切削部分、倒锥和圆柱校准部分的交 界处,因为内孔最后在这里成形,刀具的粗糙度在该处被反映到铰孔的 内壁。所以研磨铰刀时,应特别注意用油石将该处轻轻地仔细地研磨, 并使交界成圆滑过渡,要求倒圆处后刀面上的表面粗糙度Ra0.2~0.1, 倒圆半径R的大小没有严格要求,但要求各点上的R值对应均匀一致。以 后注意,倒圆时不允许破坏刃口的锋利性。 铰刀退刀时,常会在孔中产生划痕,破坏内孔粗糙度。故铰削质量 要求高的孔,在孔铰完后,最好将主运动停止,然后把铰刀从孔内沿进 给方向拉出孔外。 铰孔时,正确选用切削锥十分重要。它不但能提高刀具耐用度和改 善表面粗糙度,而且还能起到抑制振动的作用。所以,高速钢铰刀无论 是铰削钢件还是铸铁,一般都使用切削液。铰削钢件时,通常用 10%~ 15%乳化液或硫化油,铰铸铁孔时,常用湿润性较好,粘性较小的煤油。 用煤油作润滑剂铰削铸铁时,与不用煤油相比,嘈声小,振动也小,还 能延长刀具寿命。
加工中心切削参数
加工中心.数控铣床.刀具名称.转速进给、下刀量例:立铣刀必备知识(按照加工45号钢材)刀具名称、转速(/min)、进给(mm/min)、下刀量(mm) 63R6(刀片) 600 2500-3000 0.6-150R6(刀片) 650-850 2500-3000 0.55-0.7 25R5(刀片) 1200 2000-2500 0.45-0.55 32R6(刀片) 700-1200 2000-2500 0.5-0.65 16R0.8(刀片) 2000-2500 2000-3000 0.25-0.35 16R4(刀片) 2200-2500 2200-3000 0.3-0.4 16(球头刀 2000-2500 2000 0.25-0.35 12(球头刀 2200-2500 2000-3000 0.2510(球头刀 2500 1800-2000 0.2-0.25 8(球头刀 2500-2800 1500-1800 0.26(球头刀 4000 1500-1800 0.1-0.2 4(球头刀 5000-6000 1800 0.13(球头刀 7000 1500-1800 0.05-0.08 2(球头刀 12000 1500-2000 0.05-0.08 1.5(球头刀 16000 1200-1500 0.051(球头刀 20000 1200 0.050.5(球头刀 20000 500 0.023.175(球头刀 7000 1500 0.0830R5(平底立铣) 720-1000 2000-3000 0.3-0.540(平底立铣) 300-600 2000-2500 1.0-2.020(平底立铣) 600-1000 2000-2500 1.0-2.016(平底立铣) 1600 2000-2500 0.3-0.412(平底立铣) 2000-2200 2000-2500 0.25-0.3510(平底立铣) 2200-2500 2000-2500 0.25-0.38(平底立铣) 2500 1500-2000 0.2-0.36(平底立铣) 3000 1500-2000 0.15-0.24(平底立铣) 3500-4000 1500-2000 0.13(平底立铣) 6000 1500-1800 0.08-0.12(平底立铣) 9000 1500 0.05-0.081.5(平底立铣) 12000 1200-1500 0.05-0.081(平底立铣) 18000 1000-1500 0.03-0.05铣刀大体上分为:1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。
加工中心新刀具常用切削参数参照表1
8 8
120-150 120-150
20-30 20-25
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
φ68-72/T型刀
8
120-150
20-25 粗铣T型槽
焊刃
铸铁/滑块 φ68-72/T型刀 φ68-72/T型刀
8 8
120-150 120-150
30-45 30-40
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
400-600 300-400
50-70 40-50
16 20
16 20
高速钢
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
320-420
60-100
20
φ32立铣
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
加工中心新刀具常用切削参数参照表
8-15
20-40
0.15-0.20 0.30-0.50
加工材料/ 工件
A105(相当 于25Mn) /MQL导环
加工特殊材料及工件切削参数参照表
刀具名称
切削刃数
转速 (r/min)
进给量 (mm/min)
用途
切削宽度 (mm)
刀具材料
φ5钻头 φ5.8钻头 φ10.3钻头 φ13.5钻头 φ14.5钻头 φ6铰刀 φ15铰刀
35#/45#
刀具名称
0圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
40-50
20
20
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
刀具材料
20-40
0.15-0.20 0.30-0.50
铸钢
<10 10-20 20-40
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35 0.15-0.20 0.30-0.50
07数控加工刀具参数表
10/8/6球刀
4000
1500/4000
单路清根/多路清根
半精镗刀
240
20
半精镗导柱导套孔
精镗刀
360
10
精镗导柱导套孔
导向面倒角刀
500
200
导向面倒角
2000
4000
精加工导板
35R5牛鼻刀
1100
3000
粗加工挡墙粗导柱孔
35R0.8面铣刀
1100
3000
Байду номын сангаас粗加工挡墙
25R5牛鼻刀
1300
3700
铣压板槽等开槽加工
25R0.8键铣刀
1300
3700
键槽加工
21R0.8键铣刀
1400
3700
键槽加工
16R0.8键铣刀
1600
3000
键槽加工
D50硬质合金立铣刀
150
150
轮廓及挡墙半精精加工
D50玉米铣刀
300
300
粗轮廓
D32硬质合金铣刀
300
300
半精精轮廓
D20钨钢刀
500
300
精加工刃口轮廓
D16钨钢刀
600
50
轮廓清角加工
D12/D10/D8/D6立铣刀
1000-2000
20-50
轮廓清加工
D4立铣刀
3000
5
防转销孔加工
50球刀
1000
800-1000
型面粗加工
30半精球刀
2700
1200
单路清根
30半精球刀
4000
4000
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣刀直壁加工注意事项
铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格
类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)
刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加
工深度精度推荐用途备注
E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四
刃合金铣刀
重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工
E12
高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6
高速铣刀
OSG
6
2
6
50
13
13
13
-0.02
高速加工中心用,侧刃光刀,清根
二. 根据加工深度选择刀具
优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损
加工直壁40mm以內深度用D10;
加工直壁40-50mm深度用D12;
加工直壁50-80mm深度用D15.5;
加工直壁60-90mm深度优选用D20;
加工直壁70-100mm深度用D25;
加工直壁100-110mm深度用D32;
三.刀加工直壁注意事项:
1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;
2.程序编制要求刀路顺铣;
3.精加工前,操作工须准确在机测刀并进行补偿;
4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;
5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;
6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
四.更深直壁加工方案
深度大于100mm的直壁加工:a.采用大直径飞刀单向插铣加工,进退刀让开侧壁;
b.使用具有螺旋刃刀片飞刀切深2~3mm等高顺铣。
(试用阶段)
c.考虑更改加工工艺,如换面加工等。
附:E15.5刀具简图。