刀具切削参数表
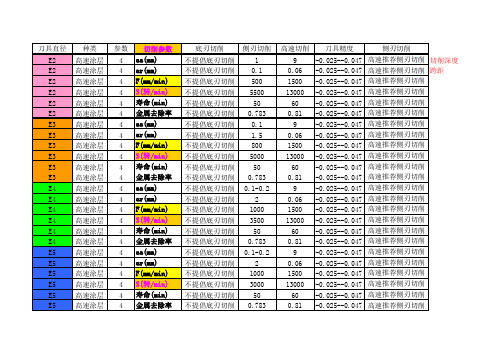
加工中心硬质合金刀具切削参数表经典
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
刀具切削参数表

枪钻加工注意事项:
1.枪钻加工前必须先加工导向孔,导向孔深度为钻头直径的2~3倍.
2.将枪钻对入导向孔,注意枪钻在进入导向孔前不能旋转.
3.进入导向孔后,枪钻旋转,中心冷却开启开始加工,先调低进给,钻入10~20mm后进给正常,注意加工声音.
4.钻头旋转不能直接退到孔外边,停转后方可整个钻头退出.
5.枪钻加工采用单个孔加工.
6.加工深孔时,先选用短钻头加工,逐渐加长,悬伸在外无支撑长度应小于30D.
7.加工中注意排屑、切削液压力,有异常情况停机检查,枪钻主要用于卧式机床。
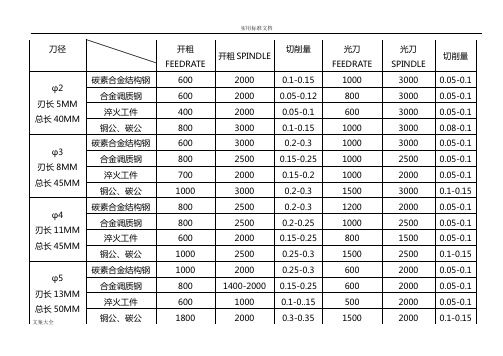
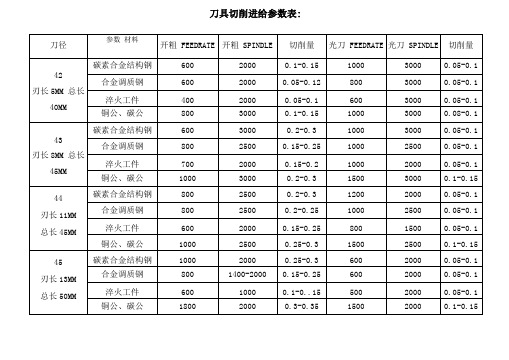
刀具切削进给全参数表
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
文案大全
文案大全
文案大全
文案大全。
刀具切削进给参数表
1500
2000
0.6-0.8
2000
2800
0.12-0.15
432R0.8
总长:300、
250、200、150
碳素合金结构钢
2000
1600
0.5-0.8
2000
2400
0.12-0.15
合金调质钢
1800
合金调质钢
2800
1500
0.6-0.8
2500
2000-2400
0.15-0.2
淬火工件
2000
1000
0.4-0.6
2000
1800-2200
0.15-0.2
铜公、碳公
2500
2000
0.6-1.
2500
3000
0.15-0.2
“25R5
总长:83、
132、 207
碳素合金结构钢
2000
1500
0.6-1.
2200
2800
0.15-0.2
合金调质钢
2000
1500
0.6-0.8
1800
2400
0.15-0.2
淬火工件
1500
1000
0.4-0.6
1500
1800
0.15-0.2
铜公、碳公
2800
1500
0.6-1.
2000
2500
0.15-0.2
刀径
参数 材料
开粗FEEDRATE
开粗SPINDLE
800
3600
0.2
1000
3800
0.1
合金调质钢
600
3400
0.2
切削参数表(车刀)
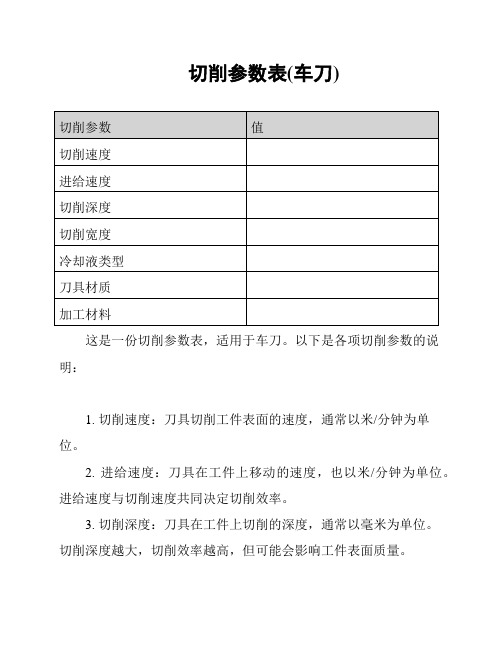
切削参数表(车刀)
这是一份切削参数表,适用于车刀。
以下是各项切削参数的说明:
1. 切削速度:刀具切削工件表面的速度,通常以米/分钟为单位。
2. 进给速度:刀具在工件上移动的速度,也以米/分钟为单位。
进给速度与切削速度共同决定切削效率。
3. 切削深度:刀具在工件上切削的深度,通常以毫米为单位。
切削深度越大,切削效率越高,但可能会影响工件表面质量。
4. 切削宽度:刀具在工件上切削的宽度,同样以毫米为单位。
切削宽度也是影响切削效果和工件表面质量的重要参数。
5. 冷却液类型:在加工过程中使用的冷却液的类型,根据加工材料和切削条件选择适合的冷却液。
6. 刀具材质:车刀的刀具材质,根据加工材料和切削条件选择合适的刀具材料。
7. 加工材料:要加工的工件材料,根据工件材料选择适当的切削参数。
以上是切削参数表的内容,根据具体的加工需求和条件,调整这些参数可以获得更好的切削效果。
记得根据实际情况进行测试和调整参数,以确保安全和高效的切削操作。
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
各种刀具切削参数表
1 35 3500 1300 0.8 35 2500 1000 0.8 35 2500 1300 0.5 35 2000 1000
1 \
16 3000 1800
0.4
\ 2400 2000 \
0.6 0.5 16 13
0.5 18.2 2400 2400
\ 0.3 0.3 2000 2200 0.3 0.3
2200 2000 10.5 2500 5000 6000 1800 1 13 4500 2200 0.4 14 2000 2000 0.4 14.7 2400 2600 0.3 14.7 2000 2000 2500 3000
2000 2200
\
\
0.25 0.3 2000 2200 0.3 0.3 1800 2200 0.3 0.3 1800 2200
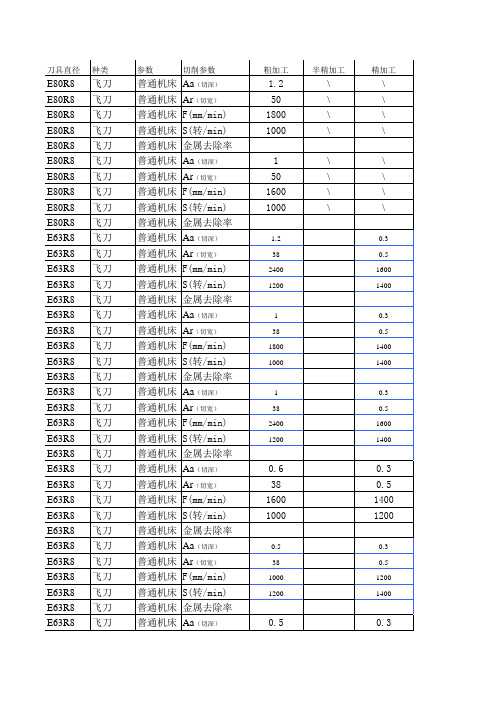
飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀
普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 高速机床 Aa(切深) 高速机床 Aa(切深) 高速机床 Aa(切深) 高速机床 Ar(切宽) 高速机床 Ar(切宽) 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽)
(完整版)加工中心新刀具常用切削参数参照表1
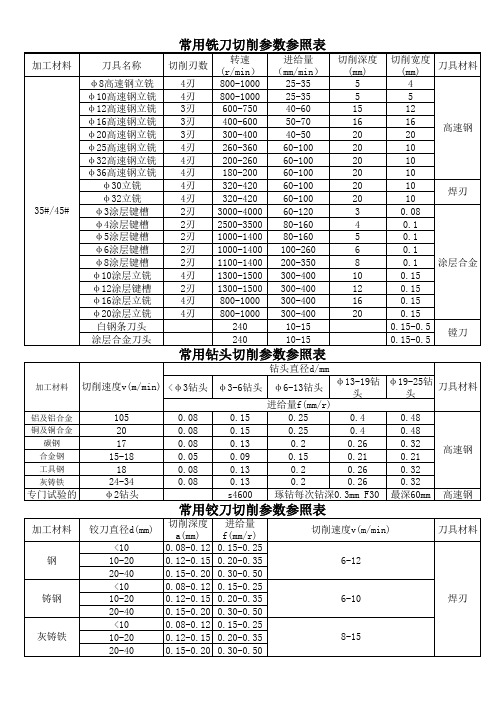
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.8
145
2200
50
\
-0.01--0.05
\
-0.01--0.05
\
-0.01--0.05
高速推荐 / -0.025--0.047 侧刃切削
高速推荐
/ -0.025--0.047 侧刃切削 高速推荐
/ -0.025--0.047 侧刃切削 高速推荐
/ -0.025--0.047 侧刃切削 高速推荐
合金
2
寿命(min)
\
E2
合金
2
金属去除率
\
E2
涂层沟槽
2
aa(mm)
0.05
E2
涂层沟槽
2
ar(mm)
2
E2
涂层沟槽
2
F(mm/min)
450
E2
涂层沟槽
2
S(转/min)
8900
E2
涂层沟槽
2
寿命(min)
40
E2
涂层沟槽
2
金属去除率
E1.5
涂层沟槽
2
aa(mm)
0.04
E1.5
涂层沟槽
2
ar(mm)
2
S(转/min)
2200
E6
高速涂层
2
寿命(min)
60
E6
高速涂层
2
金属去除率
1.2
E6
合金
4
aa(mm)
0.15
E6
合金
4
ar(mm)
6
E6
合金
4
F(mm/min)
600
E6
合金
4
S(转/min)
1500
E6
合金
4
寿命(min)
30
E6
合金
4
金属去除率
0.54
aa(mm)
E6
高速涂层
4
不提倡底刃切削
E12
高速涂层
4
不提倡底刃切削
S(转/min)
E12
高速涂层
4
不提倡底刃切削
寿命(min)
E12
高速涂层
4
不提倡底刃切削
金属去除率
E12
高速涂层
4
不提倡底刃切削
E10
合金
2
aa(mm)
0.2
E10
合金
2
ar(mm)
10
E10
合金
2
F(mm/min)
1000
E10
合金
2
S(转/min)
1400
E10
合金
ar(mm)
E6
高速涂层
4
不提倡底刃切削
F(mm/min)
E6
高速涂层
4
不提倡底刃切削
S(转/min)
E6
高速涂层
4
不提倡底刃切削
寿命(min)
E6
高速涂层
4
不提倡底刃切削
金属去除率
E6
高速涂层
4
不提倡底刃切削
E5
合金
2
aa(mm)
0.15
E5
合金
2
ar(mm)
5
E5
合金
2
F(mm/min)
800
E5
2
aa(mm)
0.2
E8
高速涂层
2
ar(mm)
5
E8
高速涂层
2
F(mm/min)
1200
E8
高速涂层
2
S(转/min)
2200
E8
高速涂层
2
寿命(min)
60
E8
高速涂层
2
金属去除率
1.2
E8
合金
4
aa(mm)
0.15
E8
合金
4
ar(mm)
8
E8
合金
4
F(mm/min)
600
E8
合金
4
S(转/min)
/ -0.025--0.047
/ -0.025--0.047
/
-0.01--0.03
/
-0.01--0.03
/
-0.01--0.03
/
E1
涂层沟槽
2
寿命(min)
30
E1
涂层沟槽
2
金属去除率
0.06
平面光刀
侧刃切削 高速切削 50 0.2 180 400 \ \
50
50
0.2
0.2
180
220
400
1200
\
\
\
\
40
/
0.2
/
180
/
400
/
\
\
\
\
36
/
0.15
/
180
/
600
/
\
\
\
\
18
\
0.2
\
刀具精度
-0.005 -0.005 -0.005 -0.005 -0.005 -0.005 -0.005 -0.005 -0.005 -0.005 -0.005 -0.005 -0.05 -0.05 -0.05 -0.05 -0.05 -0.05 0--0.051 0--0.051
2
寿命(min)
50
E4
高速涂层
2
金属去除率
0.48
E4
合金
4
aa(mm)
0.1
E4
合金
4
ar(mm)
4
E4
合金
4
F(mm/min)
550
E4
合金
4
S(转/min)
2000
E4
合金
4
寿命(min)
20
E4
合金
4
金属去除率
0.22
E3
合金
2
aa(mm)
0.1
E3
合金
2
ar(mm)
3
E3
合金
2
F(mm/min)
1
E1.5
涂层沟槽
2
F(mm/min)
600
E1.5
涂层沟槽
2
S(转/min)
11500
E1.5
涂层沟槽
2
寿命(min)
30
E1.5
涂层沟槽
2
金属去除率
0.028
E1
涂层沟槽
2
aa(mm)
0.04
E1
涂层沟槽
2
ar(mm)
0.5
E1
涂层沟槽
2
F(mm/min)
400
E1
涂层沟槽
2
S(转/min)
15000
高速涂层
4
不提倡底刃切削
寿命(min)
E10
高速涂层
4
不提倡底刃切削
金属去除率
E10
高速涂层
4
不提倡底刃切削
E8
合金
2
aa(mm)
0.15
E8
合金
2
ar(mm)
8
E8
合金
2
F(mm/min)
900
E8
合金
2
S(转/min)
1500
E8
合金
2
寿命(min)
40
E8
合金
2
金属去除率
1.008
E8
高速涂层
400 800 60 1.44
18 0.24 1200 5000 120 5.184 18 0.2 300 800 60 1.08
18
0.6
145
1450
60
1.566 15 0.2 450 950 60 0.9
15 0.2 1200 5500 150 3.6 15 0.2 400
\
0--0.051
600
E3
合金
2
S(转/min)
2600
E3
合金
2
寿命(min)
30
E3
合金
2
金属去除率
0.18
E3
高速涂层
2
aa(mm)
0.15
E3
高速涂层
2
ar(mm)
3
E3
高速涂层
2
F(mm/min)
650
E3
高速涂层
2
S(转/min)
5500
E3
高速涂层
2
寿命(min)
40
E3
高速涂层
2
金属去除率
0.29
E3
2
寿命(min)
50
E10
合金
2
金属去除率
2
E10
高速涂层
2
aa(mm)
0.2
E10
高速涂层
2
ar(mm)
8
E10
高速涂层
2
F(mm/min)
1400
E10
高速涂层
2
S(转/min)
2000
E10
高速涂层
2
寿命(min)
60
E10
高速涂层
2
金属去除率
2.24
E10
合金
4
aa(mm)
0.2
E10
合金
4
E12
合金
2
S(转/min)