刀具切削参数
常用刀具的切削参数

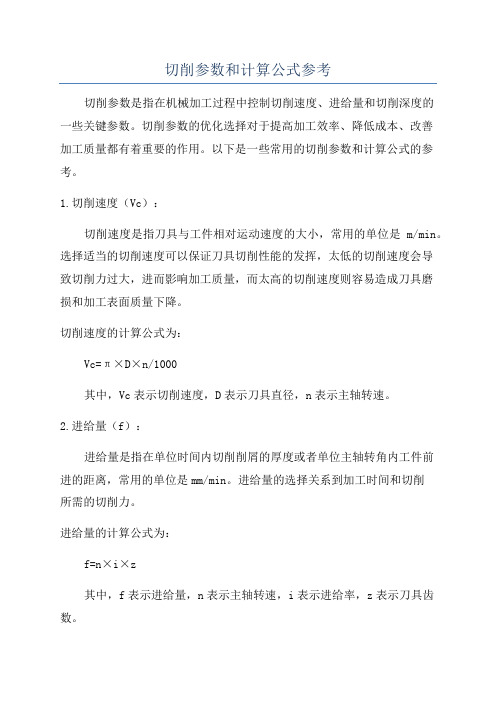
附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
常用刀具的切削参数

常用刀具的切削参数1.钻头:钻头是一种旋转式刀具,通常用于在硬材料上钻孔。
切削速度是指钻头每分钟旋转圈数,一般以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型和钻头直径的影响。
对于大型孔径和脆性材料,较低的切削速度可能更合适。
进给量是指每转刀具在轴向(沿钻孔方向)上移动的距离。
进给量的选择将受到钻头直径和材料类型的影响。
较大直径的钻头可能需要较大的进给量。
切削深度是指钻头在一次进给中的轴向深度。
如果切削深度太大,可能会导致钻头断裂或切削不洁净。
切削深度的选择还将受到材料类型和钻头直径的影响。
2.铣刀:铣刀是一种回转和前进运动刀具,常用于平面加工、开槽和切割。
切削速度是指铣刀每分钟旋转圈数,同样以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、铣刀材料和刀具直径的影响。
进给量是指铣刀在工件表面上移动的距离。
较大的进给量将导致更高的切削速度,但也可能影响切削表面的质量。
切削深度是指铣刀在一次运动中与工件表面的最大距离。
切削深度的选择将受到材料类型和铣刀直径的影响。
3.车刀:车刀是一种在工件上进行旋转切削的刀具,常用于车削和车削加工。
切削速度是指车刀每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、车刀材料和刀具直径的影响。
进给量是指车刀在工件上移动的距离。
较大的进给量可以提高生产效率,但也可能影响切削表面的质量。
切削深度是指车刀与工件表面的最大距离。
切削深度的选择将受到材料类型和车刀直径的影响。
4.锯片:锯片是一种用于切割材料的刀具,常用于金属、木材和塑料加工。
切削速度是指锯片每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、锯片材料和刀具直径的影响。
进给量是指锯片在工件上移动的距离。
较大的进给量可以提高切割速度,但也可能导致切割表面质量的下降。
切削深度是指锯片与工件表面的最大距离。
切削深度的选择通常由锯片的直径和材料类型确定。
切削参数和计算公式参考
切削参数和计算公式参考切削参数是指在机械加工过程中控制切削速度、进给量和切削深度的一些关键参数。
切削参数的优化选择对于提高加工效率、降低成本、改善加工质量都有着重要的作用。
以下是一些常用的切削参数和计算公式的参考。
1.切削速度(Vc):切削速度是指刀具与工件相对运动速度的大小,常用的单位是m/min。
选择适当的切削速度可以保证刀具切削性能的发挥,太低的切削速度会导致切削力过大,进而影响加工质量,而太高的切削速度则容易造成刀具磨损和加工表面质量下降。
切削速度的计算公式为:Vc=π×D×n/1000其中,Vc表示切削速度,D表示刀具直径,n表示主轴转速。
2.进给量(f):进给量是指在单位时间内切削削屑的厚度或者单位主轴转角内工件前进的距离,常用的单位是mm/min。
进给量的选择关系到加工时间和切削所需的切削力。
进给量的计算公式为:f=n×i×z其中,f表示进给量,n表示主轴转速,i表示进给率,z表示刀具齿数。
3. 切削深度(ap):切削深度是指切削层厚度的大小,即刀具和工件之间的垂直距离。
切削深度的选择应根据工件材料和刀具性能来进行合理的安排。
4.切削力(Fc,Fr):切削力是指刀具对工件施加的力,也是切削参数的重要指标之一、切削力的大小与切削材料的性质、切削速度、进给量和切削深度等因素有关。
切削力的计算公式为:Fc = k × ap × f其中,Fc表示切削力,k表示切削力系数。
5.切削功率(P):切削功率是指切削过程中单位时间内切削所需要的能量,常用单位为W。
切削功率的计算可以帮助选取合适的切削参数,保证切削过程的稳定性和高效性。
切削功率的计算公式为:P=Fc×Vc/6000其中,P表示切削功率,Fc表示切削力,Vc表示切削速度。
综上所述,切削参数的选择是一项复杂的任务,需要结合实际加工情况、刀具性能和工件要求等多方面因素进行综合考虑。
切削参数相关计算公式

切削参数相关计算公式切削参数是用于描述切削过程的一些重要参数,包括切削速度、进给速度、切削深度等。
它们是制定切削工艺的基础,对于保证工件质量、提高切削效率和工具寿命等方面都具有重要影响。
以下是切削参数的一些常见计算公式:1.切削速度(Vc):切削速度是切削工具在切削过程中与工件表面产生相对运动的速度。
它可以通过以下公式进行计算:Vc=π×d×n/1000其中,Vc为切削速度(m/min),d为工具直径(mm),n为转速(r/min)。
2.进给速度(f):进给速度是切削工具在工件切削方向上的移动速度。
它可以通过以下公式进行计算:f = n × z × fz其中,f为进给速度(mm/min),n为转速(r/min),z为每齿进给(mm/齿),fz为每齿进给频率(齿/分钟)。
3. 切削深度(ap):切削深度是指切削工具进入工件的深度,即切削刀具与工件接触的长度。
它可以通过以下公式进行计算:ap = f / fz其中,ap为切削深度(mm),f为进给速度(mm/min),fz为每齿进给频率(齿/分钟)。
4.特征角度(α):特征角度是指切削刀具的切削角度。
对于不同形状的刀具,其特征角度的计算公式也不同。
5.切削力(Fc):切削力是指在切削过程中作用于刀具上的力。
它可以通过以下公式进行计算:Fc = kc × Kc × ap × ae其中,Fc为切削力(N),kc为材料切削系数,Kc为刀具切削系数,ap为切削深度(mm),ae为刀具切削宽度(mm)。
切削参数的选择要根据具体的切削过程和材料来确定,可以根据工件的要求和切削工具的性能进行合理选择。
在实际应用中,切削参数的计算需要根据不同的切削条件和机床性能进行调整,并结合经验进行优化。
同时,切削过程中还需考虑刀具和工件的材料、硬度、切削液的使用等因素,以保证切削工艺的稳定性和切削效果的良好。
[推荐]刀具切削参数
![[推荐]刀具切削参数](https://img.taocdn.com/s3/m/10d219830b4c2e3f56276386.png)
[推荐]刀具切削参数
刀具切削参数
切屑量:刀具每个刀槽切去材料的量
进料速率:刀具每个刀刃进入工件的速率——英寸/每分
英寸/每分(IPM):刀具每分钟内进入工件的线形距离,用英寸表示。
切削深度(DOC):端铣刀沿轴向方向进入部件表面后的深度。
使用电脑数控机器铣削时,通常以Z轴方向为标准。
英寸/每转(IPR):刀具每转的进料速率。
以英寸为单位,刀具的进料速率可以用它来计算。
I.P.R.=切削量x刀槽数
毫米/每转(MMPR):刀具每转的进料速率。
以米制为单位,刀具的进料速率可以
用它来计算。
M.M.P.R.=切削量x刀槽数
米/每分(MPM):端铣刀的切削速度,这种米制单位在所有地区均适用。
该单位表示刀具穿过部件的速率。
转/每分(RPM):刀具接轴的运行速率,这个值可用MPM或SFPM单位计算而得。
表面英尺/每分(SFPM):这是美国使用的端铣刀切削速率的单位。
它表示刀具在一个给定位置每分钟转过的周长,用英尺来表示。
使用刀具时要选择合适的切削速度、进料速度以及切削深度
购买者在使用端铣刀时一定要注意以下参数:
SFPM:刀具表面切削速率
切屑量:刀具每个刀槽切去材料的量
切削深度:根据具体的部件选择
注意:切削深度不要超过刀具槽深,切的太深会有损刀具。
如果需要切的更深时,就换一个直径再大一些的刀具,要始终保
持刀具直径和切削深度的比例为1:1
切削宽度:最大不要超过刀具直径的2/3。
切削参数表(车刀)
切削参数表(车刀)
这是一份切削参数表,适用于车刀。
以下是各项切削参数的说明:
1. 切削速度:刀具切削工件表面的速度,通常以米/分钟为单位。
2. 进给速度:刀具在工件上移动的速度,也以米/分钟为单位。
进给速度与切削速度共同决定切削效率。
3. 切削深度:刀具在工件上切削的深度,通常以毫米为单位。
切削深度越大,切削效率越高,但可能会影响工件表面质量。
4. 切削宽度:刀具在工件上切削的宽度,同样以毫米为单位。
切削宽度也是影响切削效果和工件表面质量的重要参数。
5. 冷却液类型:在加工过程中使用的冷却液的类型,根据加工材料和切削条件选择适合的冷却液。
6. 刀具材质:车刀的刀具材质,根据加工材料和切削条件选择合适的刀具材料。
7. 加工材料:要加工的工件材料,根据工件材料选择适当的切削参数。
以上是切削参数表的内容,根据具体的加工需求和条件,调整这些参数可以获得更好的切削效果。
记得根据实际情况进行测试和调整参数,以确保安全和高效的切削操作。
常用刀具的切削参数
常用刀具的切削参数刀具切削参数是指在切削过程中,对刀具进行设置和调整的一系列参数。
这些参数包括切削速度、进给速度、切削深度、切削角度等,它们的选择和调整直接影响到切削效果和刀具寿命。
下面是常用刀具的切削参数的一些介绍:1. 切削速度(Cutting Speed):切削速度是指刀具在切削过程中移动的速度,一般用单位时间内刀具切削的长度来表示。
切削速度的选择取决于工件材料的硬度和切削材料的种类。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料则可以使用较高的切削速度。
2. 进给速度(Feed Rate):进给速度是指刀具在切削过程中每分钟进给到工件上的距离。
进给速度的选择取决于工件的材料和切削操作的要求。
较低的进给速度可以获得更好的切削质量,而较高的进给速度可以提高生产效率。
3. 切削深度(Depth of Cut):切削深度是指刀具切削时每次切削进入工件的深度。
切削深度的选择需要考虑工件材料的硬度和切削工具的强度。
一般来说,较硬的材料需要较小的切削深度,而较软的材料则可以选择较大的切削深度。
4. 切削角度(Cutting Angle):切削角度是指刀具切削刃与工件表面之间的夹角。
切削角度的选择取决于工件材料的硬度和切削操作的要求。
一般来说,较硬的材料需要较大的切削角度,而较软的材料则可以选择较小的切削角度。
5. 切削液(Cutting Fluid):切削液是在切削过程中起冷却、润滑和清洁作用的液体。
切削液的选择取决于切削材料的种类和切削条件的要求。
常见的切削液有切削油、切削液和切削蜡等。
6. 切削力(Cutting Force):切削力是指切削过程中刀具对工件施加的力。
切削力的大小受到切削参数的影响,包括切削速度、进给速度、切削深度和切削角度等。
合理选择切削参数可以降低切削力,提高切削效率和刀具寿命。
7. 切削温度(Cutting Temperature):切削温度是指刀具和工件在切削过程中产生的热量。
切削参数和计算公式
切削参数和计算公式切削参数是决定切削加工过程中各项切削条件的重要参数,包括切削速度、进给量、切削深度等。
正确选择切削参数可以提高工件的加工质量和加工效率,降低刀具的磨损和工时成本。
在进行切削参数的选择时,需要考虑材料的硬度、韧性、切削性能以及刀具的材料、形状和质量等因素,综合考虑才能确定最佳的切削参数。
一、切削参数的影响因素1. 切削速度:切削速度是指工件上切削过程中切削刀具进给的线速度,一般用V表示,单位是m/min。
切削速度的选择直接影响到切削加工的效率和切削表面质量。
通常情况下,切削速度越高,加工效率越高,但是也会导致刀具的磨损增加。
切削速度的选择要根据材料的硬度和切削性能来确定。
2. 进给量:进给量是指每分钟工件沿切削刀具的运动方向移动的距离,一般用f表示,单位是mm/rev。
进给量的选择影响到切削中切屑的形成和工件表面的光洁度。
进给量越大,切屑越容易破碎和排出,工件表面粗糙度越大,但是加工效率越高。
进给量的选择要根据切屑的形成和排出情况以及工件表面要求来确定。
3. 切削深度:切削深度是指切削刀具在一次切削过程中切入工件的深度,一般用a表示,单位是mm。
切削深度的选择直接影响到切削力和切屑的形成。
切削深度越大,切削力越大,切屑的形成和排出也更加困难。
切削深度的选择要根据工件的尺寸和形状以及切削刀具的刃数和形状来确定。
4.切削角度:切削角度是指切削刀具刀尖与工件表面之间的夹角,一般用α表示。
切削角度的选择影响到切削力和切屑的形成。
切削角度越小,切削力越小,但是刀具的强度也会减小。
切削角度的选择要根据工件材料的硬度和切削性能以及切削刀具的刃数和形状来确定。
二、切削参数的计算公式1.切削速度的计算公式:切削速度V=π×D×N/1000其中,V为切削速度,单位是m/min;D为刀具直径,单位是mm;N 为主轴转速,单位是r/min。
2.进给量的计算公式:进给量f=V×n其中,f为进给量,单位是mm/rev;V为切削速度,单位是m/min;n 为主轴转速,单位是r/min。
刀具切削参数
0.05-0.1
可转位硬质合金面铣刀
120
0.1mm/刃
100
0.1mm/刃
800
0.1mm/刃
高速钢立铣刀
30
0.10
15-20
0.15
50
0.20
硬质合金立铣刀
60
0.10
60
0.15
80
0.25
高速钢三面刃圆盘铣刀
40
0.05/刃
30
0.05/刃
高速钢铰刀
3
0.10
3
0.10
8
0.15
硬质合金铰刀
10
0.3100.3源自300.15高速钢钻头
30
0.10-0.25
20
0.15
30
0.15
高速钢机用丝锥
6
螺距
6
螺距
6
螺距
可转位硬质合金粗镗刀
80-100
0.2
150
0.2
可转位合金微调精镗刀
80-100
0.1
150
0.1
金刚石机夹微调精镗刀
300
0.06
高速钢锪钻
30
0.10
30
0.10
中心钻
8-10
0.05-0.1
8-10
0.05-0.1
8-10
0.05-0.1
转速:n=1000•V/(Л•D)转/分钟
编制:
审核:
批准:
0.4
机夹内孔车刀(精加工)
100-150
0.12-0.2
机夹内孔车刀(粗加工)
100-150
0.2-0.3
焊接内孔车刀(精加工)
45钢刀具切削参数
45钢刀具切削参数
45钢刀具切削参数是指在加工45钢(即C45钢)时,所使用的刀具切削参数。
刀具切削参数是指在切削过程中所涉及到的刀具与工件之间的物理量。
通常包括切削速度、进给量、切削深度和切削角等。
这些参数的选取对于加工效率、表面质量和刀具寿命等方面均有重要影响。
对于45钢的切削加工,以下是一些常见的刀具切削参数:
1. 切削速度:通常为30-50米/分钟,具体取决于刀具材料和涂层等因素。
2. 进给量:一般为0.1-0.2毫米/刀齿,若刀具形状不同则进给量也会相应变化。
3. 切削深度:一般为1-2毫米,但实际取决于加工要求、刀具材料和加工精度等因素。
4. 切削角:通常为0度或5度左右,但也可能根据加工要求而进行调整。
在选择刀具切削参数时,需要考虑刀具材料、涂层、刀具形状、加工要求等因素,以使切削过程顺利进行,且达到最佳的加工效果。
同时,也需要注意切削参数的合理性,避免切削参数过高或过低,导致刀具寿命的缩短或加工效率的降低。