机械加工 刀具切削参数表
加工中心硬质合金刀具切削参数表经典
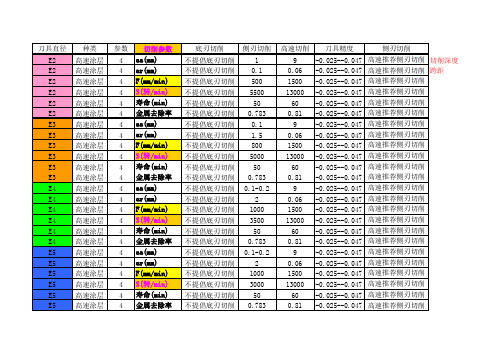
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
常用切削参数表

超过机床最大转速。)(安全距离3mm。)
常用切削参数表
切削刀具/切削类型 粗铣 盘铣刀 精铣 立铣刀 铰刀 粗镗刀(2刃) 粗镗刀(2刃) 精镗刀(1刃) 麻花钻 合金钻头 可转位钻头 扩孔钻 普通丝锥 合金丝锥 螺纹铣刀 粗镗刀 麻花钻 铣 铰 粗镗 半精镗 精镗 切削速度(m/min) 100-120 150-180 80—100 3—8 100-120 120-140 160-180 30 80 80 30 20 4 70-90 160 30 每齿进给(mm/齿) 0.2 0.1 0.2 0.1 0.2 0.15 0.1 0.15 0.15 0.2 0.15 螺距P(mm/r) 螺距P(mm/r) 0.15 0.15 0.15
钻
扩 攻丝 铣螺纹 倒角
切削条件:无内冷,一般材料(如钢、铸离3mm。)
削参数表
备注 总加工长度=加工长度+1个刀具直径+20mm 齿数按实际刀具 注意:退刀时间(齿数按实际刀具) 2齿 2齿 1齿 2齿(注意:加工长度计算考虑刀尖3mm、出孔口3mm) 2齿 1齿 2齿 注意:退刀时间(1齿) 注意:退刀时间(1齿) 齿数按实际刀具 1齿 直径比螺纹孔大6-8mm左右(2齿)
加工中心切削参数表

1450 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 S(转/min) 不提倡底刃切削 1750
7950 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 寿命(min) 不提倡底刃切削
60
60 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 金属去除率 不提倡底刃切削 1.087
1500 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 S(转/min) 不提倡底刃切削 5500
13000 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 寿命(min) 不提倡底刃切削
50
60 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 金属去除率 不提倡底刃切削 0.783
E12
高速涂层 4 S(转/min) 不提倡底刃切削 2000
E12
高速涂层 4 寿命(min) 不提倡底刃切削
60
E12
高速涂层 4 金属去除率 不提倡底刃切削 1.566
1450 6600 60 6.26
-0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削
4.35 -0.025--0.047 高速推荐侧刃切削
E12
高速涂层 4 aa(mm)
不提倡底刃切削 0.25-0.5
18 -0.032--0.059 高速推荐侧刃切削
E12
高速涂层 4 ar(mm)
不提倡底刃切削
各种刀具切削参数表

E26R6 飞刀
E21R0.8 飞刀
E21R0.8 飞刀
E26R2 E21R2 E32R6 E26R2 E21R2
飞刀 飞刀 飞刀 飞刀 飞刀
E21R2 飞刀
普通机床 F(mm/min) S(转/min) 金属去除率
高速机床 Ar(切宽) 高速机床 F(mm/min) 高速机床 F(mm/min) 高速机床 F(mm/min) 高速机床 S(转/min)
刀长在200以下
刀长在200以下
刀长200-350
刀长200-350
刀长200-350
一般构造用钢S55C,45#
刀长200-350
刀长200-350
刀长200-350
刀长200-350
刀长200-350
调质钢(30<HRC<38)
刀长200-350
刀长200-350
刀长350-480
刀长350-480 刀长350-480
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min)
2200 2000
10.5 2500 5000 6000 1800
1 13 4500 2200
0.4 14 2000 2000
0.4 14.7 2400 2600
0.3 14.7 2000 2000
2500 3000
0.8 10.5 4000 2000
一般构造用钢S55C,45#
刀长350-480 刀长350-480
刀长350-480
调质钢(30<HRC<38)
23.5 500 1200
0.2 25.5 500 1200
0.2 25.5 500 1200
0.2 25.5 500 1200
孔加工的切削参数表格(精)
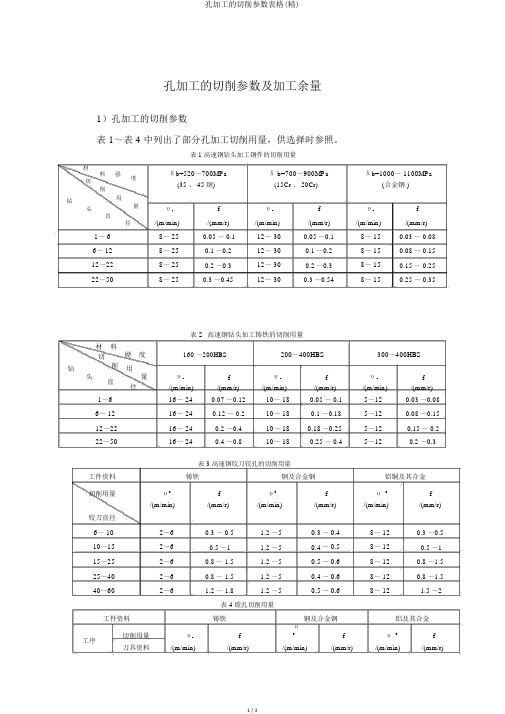
孔加工的切削参数及加工余量1)孔加工的切削参数表 1~表 4 中列出了部分孔加工切削用量,供选择时参照。
表 1 高速钢钻头加工钢件的切削用量材料强δb=520~700MPa δ b=700~900MPa δb=1000~ 1100MPa 切度(35 、 45 钢) (15Cr 、 20Cr) (合金钢 )削钻用量 f f f头υc υ c υc 直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~ 6 8~ 25 0.05 ~ 0.1 12~ 30 0.05 ~0.1 8~ 15 0.03 ~ 0.08 6~ 12 8~ 25 0.1 ~0.2 12~ 30 0.1 ~0.2 8~ 15 0.08 ~ 0.15 12~22 8~ 25 0.2 ~0.3 12~ 30 0.2 ~0.3 8~ 15 0.15 ~ 0.25 22~50 8~ 25 0.3 ~0.45 12~ 30 0.3 ~0.54 8~ 15 0.25 ~ 0.35表 2 高速钢钻头加工铸铁的切削用量材料硬度160 ~200HBS 200~400HBS 300~400HBS 切钻削用量υ c f υ c f υ c f 头直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~6 16~ 24 0.07 ~0.12 10~ 18 0.05 ~ 0.1 5~12 0.03 ~0.08 6~ 12 16~ 24 0.12 ~ 0.2 10~ 18 0.1 ~0.18 5~12 0.08 ~0.15 12~22 16~ 24 0.2 ~0.4 10~ 18 0.18 ~0.25 5~12 0.15 ~ 0.2 22~50 16~ 24 0.4 ~0.8 10~ 18 0.25 ~ 0.4 5~12 0.2 ~0.3表 3 高速钢铰刀铰孔的切削用量工件资料铸铁钢及合金钢铝铜及其合金切削用量υc f υc f υ c f /(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 铰刀直径6~ 10 2~6 0.3 ~ 0.5 1.2 ~5 0.3 ~ 0.4 8~ 12 0.3 ~0.5 10~15 2~6 0.5 ~1 1.2 ~5 0.4 ~ 0.5 8~ 12 0.5 ~1 15~25 2~6 0.8 ~ 1.5 1.2 ~5 0.5 ~ 0.6 8~ 12 0.8 ~1.5 25~40 2~6 0.8 ~ 1.5 1.2 ~5 0.4 ~ 0.6 8~ 12 0.8 ~1.5 40~60 2~6 1.2 ~ 1.8 1.2 ~5 0.5 ~ 0.6 8~ 12 1.5 ~2表 4 镗孔切削用量工件资料铸铁钢及合金钢铝及其合金工序切削用量υc fυc f υ c f刀具资料/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r)高速钢20~2515~300.35 ~0.7100~ 150 0.5 ~ 1.5粗加工35~50 0.4 ~0.45100~ 250 合金 50~70高速钢20~35 15~50 0.15 ~0.45100~ 2000.2 ~ 0.5半精加工50~70 0.15 ~ 0.45 合金 95~135高速钢70~90D1 级<0.08 0.02 ~0.15150~ 4000.06 ~ 0.1精加工100~135合金D 级 0.12 ~0.152)孔加工的加工余量表 5 中列出在实体资料上的孔加工方式及加工余量,供选择时参照。
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
ug刀具切削参数表
半精加工, 流道粗加工
精加工
清角,精加工 精加工 侧刃精加工 粗加工 粗加工 清角、局部精加工 粗加工 粗加工 粗加工 半精,精加工 精加工 半精加工,精加工 精加工
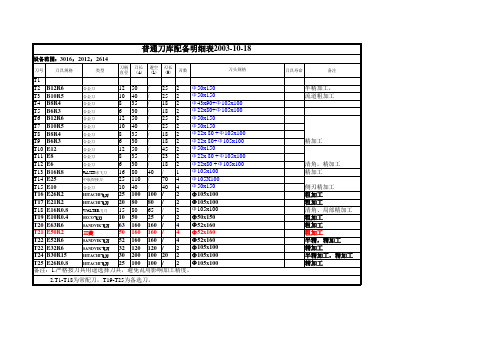
高速刀库配备明细表2003-10-8
刀号 刀具规格 类型 刀柄 直径 刀长 (A) 避空 (L) 刃长 (H) 刃数 刀头型号 HSK63 刀头直径 刀头长度 刀具寿命 备注
32D-105 10N-105 8N-105 8N-105 10N-105 8N-105 8N-105 8N-105 8N-105 20N-105 13N-105 20N-105 8N-105 32D-105 32D-105 20N-105 20N-75 20N-105 20N-105 13N-105 10N-105 32D-105 13N-105
75 30 25 25 30 25 25 25 25 46 35 46 25 75 75 46 46 46 46 35 30 75 35
105 65 65 65 65 65 65 65 65 65 65 65 65 105 105 65 35 65 65 65 65 105 65
120 190 190 110 190 190 110 110 110 240 130 120 90 120 360 300 240 240 180 180 180 90 90
飞刀 高速 高速 高速 高速 高速 高速 高速 高速 黛杰 高速 山高 高速飞刀 飞刀 飞刀 山高 黛杰 山高 高速 高速 合金 高速
20 10 6 3 10 6 6 3 4 20 10 6 6 20 20 20 16 25 16 12 8 16 12
80 40 25 12 45 30 25 15 15 90 45 30 25 100 100 80 55 90 60 60 40 80 50
硬质合金铣刀切削参数表【一览表】

切削速度的选择主要取决于被加工工件的材质;进给速度的选择主要取决于被加工工件的材质及立铣刀的直径。
国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。
但切削参数的选用同时又受机床、刀具系统、被加工工件形状以及装夹方式等多方面因素的影响,应根据实际情况适当调整切削速度和进给速度。
当以刀具寿命为优先考虑因素时,可适当降低切削速度和进给速度;当切屑的离刃状况不好时,则可适当增大切削速度。
高速钢立铣刀的使用范围和使用要求较为宽泛,即使切削条件的选择略有不当,也不至出现太大问题。
而硬质合金立铣刀虽然在高速切削时具有很好的耐磨性,但它的使用范围不及高速钢立铣刀广泛,且切削条件必须严格符合刀具的使用要求。
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000式中D——铣刀直径,mm;N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值2进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:铣刀每转过一个齿,工件沿进.给方向移动的距离, 单位为mm/z。
(1) 每齿进给量af(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.zn三种进给量的关系为: V f=af式中a——每齿进给量,mm/z。
.fz——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
铣刀每齿进给量, a(mm/z.) 推荐值f3铣削层用量铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.(1)铣削宽度ae一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚度,即工件的已加(2)背吃刀量ap工表面和待加工表面间的垂直距离,单位为mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具类型 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀
刀具 长度 170 \ \ \ \ \ \ \ \ 180 215 220 140 200 220 200 200 200 180 130 180 180 140 160 175 160 180 180 120 110 120 120 100 100 95 120 300 250 120 160 160 160 200 140 110 105 105 100 100 95
R角 8 8 8 8 6 0.8 6 2 0.4 6 6 2 2 2 0.8 0.8 0.8 0.8 0.8 2 2 0.8 0.8 1 0.8 0.8 0.8 0.4 0.4 2.5 0.8 0.4 0.4 0.4 0.4 16 15 12.5 12.5 10 8 8 8 8 6 6 5 4 4 3
精度 推荐用途 粗加工 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0 0.1 -0 -0.1 -0.1 -0 -0 -0 -0 -0 -0.1 -0.1 -0 -0 -0 -0.1 -0 -0 0.1 -0 -0 -0 -0.1 -0.1 -0 -0 -0.1 -0 -0 -0.1 -0 粗加工 粗加工 精加工 粗加工 插铣加工,清 根 粗加工 粗加工 精加工 粗加工 精加工 粗加工 只用于粗加工 只用于粗加工 精加工 插铣刀 精加工 只用于精加工 粗加工 只用于粗加工 只用于粗加工 粗加工 精加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工 粗加工 精加工 粗加工 粗加工 精加工 精加工 粗加工 精加工 精加工 粗,半精加工 精加工 精加工 -0 -0 -0 -0 精加工 精加工 精加工 精加工 精加工 精加工 -0 精加工 精加工 精加工
刀牌型号 SANDVIK SANDVIK SANDVIK SANDVIK SANDVIK SANDVIK SANDVIK 三菱 SANDVIK SANDVIK SECO HITACHI
刀具形状 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀
备注 (数量) 消耗用 消耗用 消耗用 消耗用 正常使用 正常使用 正常使用 试用刀 正常使用 正常使用 消耗用 消耗用 短柄 长柄 消耗用 消耗用 试用刀一把 正常使用 消耗用 短柄 长柄 消耗用 试用刀一把 正常使用 消耗用 消耗用 正常使用 消耗用 消耗用 正常使用 消耗用 正常使用 正常使用 消耗用 消耗用 消耗用(眼睛刀 片) 正常使用 正常使用仅有 一把 消耗用(眼睛刀 片) 仅有一把 消耗用 减震刀杆 减震刀杆一把 正常使用 减震刀杆一把 消耗用 消耗用 减震刀杆一把 消耗用 消耗用
2
10
-0
精加工
1 22 18 14 14 12 10 8
2 2 2 2 2 2 2 2
5 60 50 40 40 35 25 25 -0 -0 -0 -0 -0 -0 -0.1 精加工 精加工 精加工 精加工 精加工 精加工 精加工
0 0
Байду номын сангаас
6 4 3 3 4 4 4 4 4 4 4 4 4 4 4 4 3 16 16 12 10
平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 平底刀 平底刀 平底刀 平底刀 球头刀 平底刀 平底刀 平底刀 平底刀
高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 高速刀 沟槽刀 沟槽刀 沟槽刀 沟槽刀 沟槽刀 石墨刀 石墨刀 石墨刀 石墨刀
锥部 刀刃 刀齿 最大 长度 长度 数量 深度 10 10 6 6 6 6 6 \ 6 10 10 10 5 5 10 10 10 10 10 5 5 10 10 6 6 11 6 6 6 4 4 4 4 4 5 3 3 7 2 2 2 2 2 2 3 2 2 2 2 2 2 2 2 2 2 2 2 2 2 10 6 10 8 4 0 25 20 15 20 15 0 0 8 8 8 8 0 0 5 0 0 2 2 2 2 2 2 1 1 2 2 2 1 1 1 1 2 2 1 2 2 175 480 480 480 480 480 480 480 480 120 160 160 100 150 160 120 110 110 130 80 120 100 80 100 100 88 100 100 100 50 58 60 50 30 30 70 230 150 70 90 90 120 120 90 50 49 49 40 32 30
22 22 22 16 13 11
2 2 2 2 2 2
40 40 40 35 30 20
-0 -0 -0 -0
精加工 精加工 精加工 精加工
0.03 精加工 -0 精加工
45 45
0 0 0
6 8
0 0 0
10 8
2 2
20 20
-0 -0
精加工 精加工
60 70
0 0 0
16 25
0 0 0
45 50 40 45 45 40 45 45 40 45 45 40 110 100 100 100 90 50 70
避空 斜 距离 度 170 \ \ \ \ \ \ \ \ 180 220 300 140 200 220 200 200 200 180 130 180 80 140 90 45 88 180 180 30 30 58 35 30 30 26 50 80 150 36 90 90 90 120 40 45 49 49 30 32 30 0 0 0 0 0 0 0 0 0 0 0 0 \ \ \ \ \ \ \ 3 \ 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3
OSG 神钢 OSG OSG OSG OSG JMS COSTA OSG JMS JMS JMS JMS JMS JMS OSG JMS JMS OSG JMS JMS OSG JMS JMS OSG OSG OSG OSG 神钢 OSG COSTA OSG JMS OSG COSTA JMS JMS JMS JMS OSG JMS JMS OSG TTK TTK TTK TTK TTK HITACHI HITACHI HITACHI HITACHI
刀柄 刀柄 直径 类型 \ \ \ \ \ \ \ \ \ 25 25 25 25 25 25 20 20 20 20 20 20 20 16 16 16 25 15 15 16 12 20 12 10 16 16 32 32 32 32 20 25 16 16 16 12 20 20 8 16 16 \ \ \ \ \ \ \ \ \ 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 锥柄 锥柄 锥柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄 直柄
东芝 东芝
HITACHI SECO SANDVIK SANDVIK HITACHI
东芝 东芝
SANDVIK SANDVIK DEJET HITACHI SECO小魔王 WALTER WALTER HITACHI DEJET SECO小魔王 SECO SECO SECO小魔王 SECO小魔王 WALTER HITACHI HITACHI HITACHI SECO小魔王 SECO小魔王 DEJET HITACHI WALTER HITACHI SECO小魔王 SECO小魔王 HITACHI SECO小魔王 SECO小魔王
E12 E12 E10 E8 E6 E4 E4 E3 E3 E3 E3 E3 E2.5 E2.5 E2.5 E2 E2 E2 E1.5 E1.5 E1.5 E1 E1 E1 E0.5 B12R6 B10R5 B8R4 B8R4 B6R3 B5R2.5 B4R2 B4R2 B3R1.5 B2R1 B2R1 B2R1 B1.5R0.75 B1.5R0.75 B1R0.5 B1R0.5 B1R0.5 B0.5R0.25 E3 E2 E1.5 E1 B1R0.5 E20 E16 E12 E10
0 0 0 0 0 0 0 0 0 0 0 0 6 5 4 4 3 2.5 2 2
12 16 6 10 12 4 8 12 2.5 6 8 1 110 100 100 100 90 10 70
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
6
2
15
-0
精加工
4
2
10
-0
精加工
2.5