刀具切削参数表3
加工中心硬质合金刀具切削参数表经典
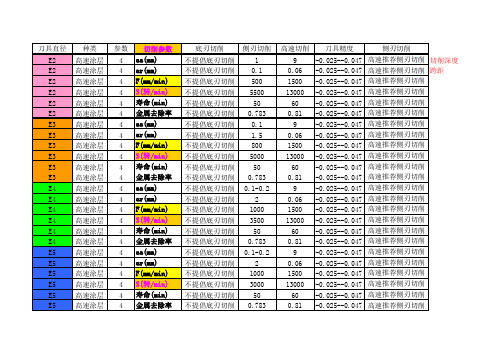
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
切削刀具参数
0.04D
0.08D
切深量
切深量
0.05D
0.1D
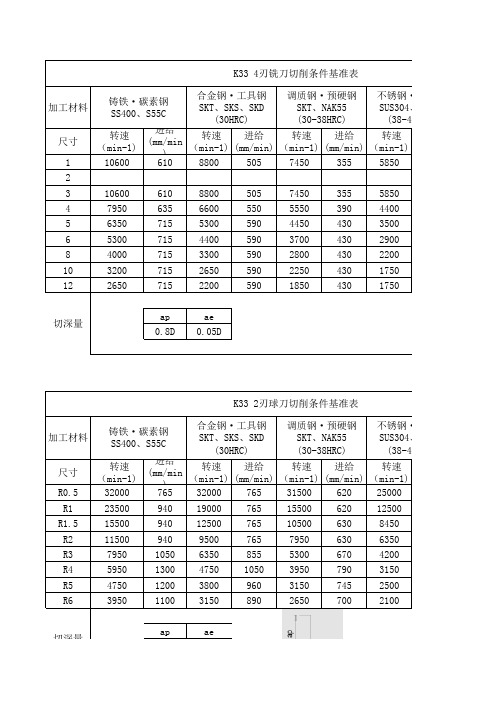
不锈钢·调质钢 SUS3048HRC)
进给 转速 进给 (mm/min) (min-1) (mm/min) 135 3200 65 135 135 140 140 140 140 140 3200 2400 1900 1600 1200 955 795 ap 0.5D 65 65 65 65 65 65 65 ae 0.03D
进给 转速 进给 转速 进给 转速 (mm/min (min-1) (mm/min) (min-1) (mm/min) (min-1) ) 765 32000 765 31500 620 25000 940 940 940 1050 1300 1200 1100 ap 19000 12500 9500 6350 4750 3800 3150 ae 765 765 765 855 1050 960 890 15500 10500 7950 5300 3950 3150 2650 620 630 630 670 790 745 700 12500 8450 6350 4200 3150 2500 2100
常用刀具的切削参数

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
刀具切削进给全参数表
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
文案大全
文案大全
文案大全
文案大全。
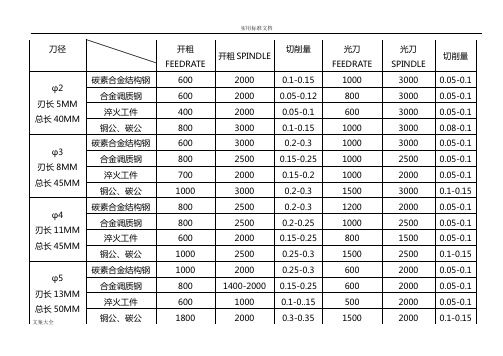
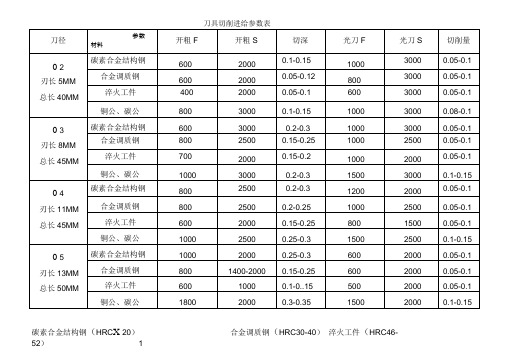
刀具切削进给全参数表格
2500
0.12-0.15
©25R0.8
总长:300、
碳素合金结构钢
2200
1400
0.5-0.8
2000
2400
0.12-0.15
合金调质钢
1800
1300
0.5-0.6
2000
2000
0.12-0.15
淬火工件
1200
1000
0.4-0.6
1500
1500
0.12-0.15
淬火工件
400
4000
0.15
200
4000
0.08
铜公、碳公
800
4000
0.15
500
4000
0.08
©3R1.5刃长8MM总长60MM
碳素合金结构钢
800
3000
0.15
700
3000
0.08
合金调质钢
700
3000
0.15
600
3000
0.08
淬火工件
500
3000
0.15
300
3000
0.08
1800
4000
0.1-0.12
©6R3
刃长10MM
总长90MM
碳素合金结构钢
1000
3000
0.25-0.3
1200
3000
0.1-0.15
合金调质钢
800
3000
0.25-0.3
1000
3000
0.1-0.15
淬火工件
500
3000
0.25-0.3
800
3000
0.1-0.15
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
CNC标准刀具切削参数参考表(加工产品)

转速S 8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
每层切深 0.5
1
1
1.5
1.5
2
2 2 3 4 4 5 6
6000
2
5500
2
5500
3
5000
3
5000
4
光侧面
步距
0.3 0.4 0.5 1 1 1.5
1.5 2
合金粗刀
Φ6 总长60*刃长18MM*3刃
(粗加工专用) Φ8 总长60*刃长20MM*3刃
Φ4 总长75*刃长30MM*3刃
Φ6 总长70*刃长30*3刃
加长合金刀 Φ8 总长102*刃长42MM*3刃
Φ10 总长95*刃长46MM*3刃
Φ12 总长110*刃长55MM*3刃
最大 伸出 长度
每层切深
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
Φ25 总长125*刃长60MM*Φ20柄
Φ16 总长160*刃长100MM
加长白钢平刀 Φ20 总长138*刃长72MM
1200
15
1200
5
1200
6
1200
3
1200
5
1200
7
1200
9
1000
10
1200
加工铝合金材料
光平面
转速S 每层切深 步距
刀具切削参数
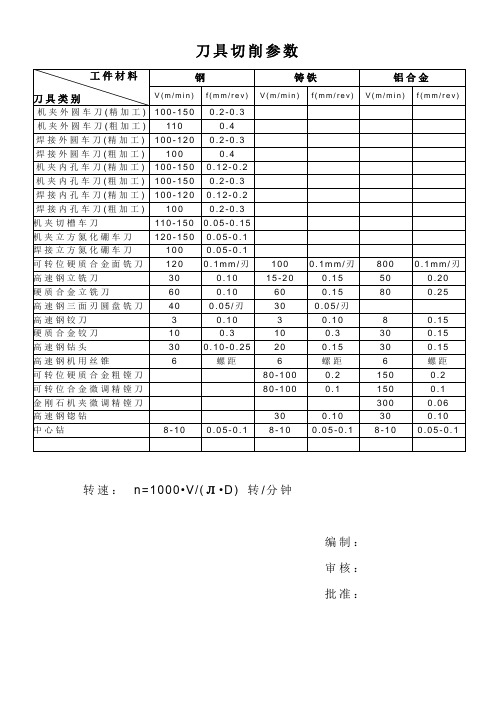
0.05-0.1
可转位硬质合金面铣刀
120
0.1mm/刃
100
0.1mm/刃
800
0.1mm/刃
高速钢立铣刀
30
0.10
15-20
0.15
50
0.20
硬质合金立铣刀
60
0.10
60
0.15
80
0.25
高速钢三面刃圆盘铣刀
40
0.05/刃
30
0.05/刃
高速钢铰刀
3
0.10
3
0.10
8
0.15
硬质合金铰刀
10
0.3100.3源自300.15高速钢钻头
30
0.10-0.25
20
0.15
30
0.15
高速钢机用丝锥
6
螺距
6
螺距
6
螺距
可转位硬质合金粗镗刀
80-100
0.2
150
0.2
可转位合金微调精镗刀
80-100
0.1
150
0.1
金刚石机夹微调精镗刀
300
0.06
高速钢锪钻
30
0.10
30
0.10
中心钻
8-10
0.05-0.1
8-10
0.05-0.1
8-10
0.05-0.1
转速:n=1000•V/(Л•D)转/分钟
编制:
审核:
批准:
0.4
机夹内孔车刀(精加工)
100-150
0.12-0.2
机夹内孔车刀(粗加工)
100-150
0.2-0.3
焊接内孔车刀(精加工)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E20 焊接式铣刀
E20 焊接式铣刀
E20 焊接式铣刀
E20 焊接式铣刀
E10
合金
4
ar(mm)
10
E10
合金
4
F(mm/min)
800
E10
合金
4
S(转/min)
1200
E10
合金
4
寿命(min)
40
E10
合金
4
金属去除率
1.6
E10
高速涂层
4
aa(mm)
不提倡底刃切削
E10
高速涂层
4
ar(mm)
不提倡底刃切削
F(mm/min)
E10
高速涂层
4
不提倡底刃切削
E10
高速涂层
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削 不提倡底刃切削
0.2 12
平面光刀
E12
合金
2
F(mm/min)
金属去除率
E8
高速涂层
4
不提倡底刃切削
E6
合金
2
aa(mm)
0.15
E6
合金
2
ar(mm)
6
E6
合金
2
F(mm/min)
1000
E6
合金
2
S(转/min)
1500
E6
合金
2
寿命(min)
40
E6
合金
2
金属去除率
0.9
E6
高速涂层
2
aa(mm)
0.2
0.05
E6
高速涂层
2
ar(mm)
5
3
E6
高速涂层
2
寿命(min)
50
E10
合金
2
金属去除率
2
E10 高速涂层
2
aa(mm)
0.2
E10 高速涂层
2
ar(mm)
8
E10 高速涂层
2
F(mm/min)
1400
E10 高速涂层
2
S(转/min)
2000
E10 高速涂层
2
寿命(min)
60
E10 高速涂层
2
金属去除率
2.24
E10
合金
4
aa(mm)
0.2
600
E8
合金
4
S(转/min)
1200
E8
合金
4
寿命(min)
30
E8
合金
4
金属去除率
0.72
E8
高速涂层
4
aa(mm)
不提倡底刃切削
E8
高速涂层
4
ar(mm)
不提倡底刃切削
F(mm/min)
E8
高速涂层
4
不提倡底刃切削
E8
高速涂层
4
S(转/min)
不提倡底刃切削
E8
高速涂层
4
寿命(min)
不提倡底刃切削
4
S(转/min)
不提倡底刃切削
寿命(min)
E10
高速涂层
4
不提倡底刃切削
金属去除率
E10
高速涂层
4
不提倡底刃切削
E8
合金
2
aa(mm)
0.15
E8
合金
2
ar(mm)
8
E8
合金
2
F(mm/min)
900
E8
合金
2
S(转/min)
1500
E8
合金
2
寿命(min)
40
E8
合金
2
金属去除率
1.008
E8
高速涂层
2
aa(mm)
0.2
0.05
E8
高速涂层
2
ar(mm)
5
4
E8
高速涂层
2
F(mm/min)
1200
200
E8
高速涂层
2
S(转/min)
2200
1500
E8
高速涂层
2
寿命(min)
60
E8
高速涂层
2
金属去除率
1.2
E8
合金
4
aa(mm)
0.15
E8
合金
4
ar(mm)
8
E8
合金
4
F(mm/min)
aa(mm)
ar(mm)
F(mm/min)
S(转/min)
寿命(min)
金属去除率
aa(mm)
ar(mm)
F(mm/min)
S(转/min)
寿命(min)
金属去除率
aa(mm)
ar(mm)
F(mm/min)
S(转/min)
寿命(min)
金属去除率
aa(mm) ar(mm)
底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削
50
E5
高速涂层
2
E4
4
金属去除率
0.54
E6
高速涂层
4
aa(mm)
不提倡底刃切削
E6
削
F(mm/min)
E6
高速涂层
4
不提倡底刃切削
S(转/min)
E6
高速涂层
4
不提倡底刃切削
寿命(min)
E6
高速涂层
4
不提倡底刃切削
金属去除率
E6
高速涂层
4
不提倡底刃切削
E5
合金
2
aa(mm)
0.15
2
F(mm/min)
1200
200
E6
高速涂层
2
S(转/min)
2200
1800
E6
高速涂层
2
寿命(min)
60
E6
高速涂层
2
金属去除率
1.2
E6
合金
4
aa(mm)
0.15
E6
合金
4
ar(mm)
6
E6
合金
4
F(mm/min)
600
E6
合金
4
S(转/min)
1500
E6
合金
4
寿命(min)
30
E6
合金
2
金属去除率
4.4
E12
合金
4
aa(mm)
0.2
E12
合金
4
ar(mm)
8.4
E12
合金
4
F(mm/min)
1400
E12
合金
4
S(转/min)
1400
E12
合金
4
寿命(min)
40
E12
合金
4
金属去除率
2.016
E12
高速涂层
4
aa(mm)
不提倡底刃切削
E12
高速涂层
4
ar(mm)
不提倡底刃切削
F(mm/min)
E20 焊接式铣刀
E20 焊接式铣刀
E15.5
合金
E15.5
合金
E15.5
合金
E15.5
合金
E15.5 E15.5
E12 E12
合金 合金 合金 合金
参数 4 4 4 4 4 4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4 4 2 2
切削参数 aa(mm) ar(mm)
F(mm/min) S(转/min) 寿命(min) 金属去除率
E5
合金
2
ar(mm)
5
E5
合金
2
F(mm/min)
800
E5
合金
2
S(转/min)
1600
E5
合金
2
寿命(min)
40
E5
合金
2
金属去除率
0.6
E5
高速涂层
2
aa(mm)
0.2
E5
高速涂层
2
ar(mm)
4
E5
高速涂层
2
F(mm/min)
1000
E5
高速涂层
2
S(转/min)
2500
E5
高速涂层
2
寿命(min)
1200
E12
合金
2
S(转/min)
1500
E12
合金
2
寿命(min)
50
E12
合金