精雕机金属加工工艺参数表
CNC加工中心-精加工切削参数计算表

以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的
支持)。
雕刻机全全参数设置说明书
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI 指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
金属加工参数推荐_1
回火图
回火曲线试样尺寸为 15 x 15 x 40 mm 奥氏体化温度为850°C, 保温30分,然后空冷。然后回火 2+2小时。
硬度 HRC HB 55 600
550
50 500 450
45 40 400 35 350 30 300
250
200
100 200 300 400 500 600 700°C 回火温度
60 - 90
给进量 (f) mm/r
0.03-0.122 0.05-0.202
1 钻头内有冷却管道的钎焊硬质合金钻头 2 根据钻头直径大小调整
0.10-0.202
4
铣床加工
面铣和直角台阶铣
加工参数
硬质合金刀具
粗铣
细铣
铣削速度 m/min
(vc)
100 - 140
140 - 170
进m给m量/to(ofzt)h 铣m削m深度(ap) 硬质合金 国际标准 ISO
1.2738 1.2738 1.2738 Mod. 1.2738 1.2738
420 Mod. 420 Mod.
420 F Mod. 420 F Mod.
1.2083 ESR
SUS 420J2
H13 H13 Premium
1.2714 1.2344 1.2344 ESR
SKT 4 SKD 61 SKD 61
525°C气体氮化
20
650
0.30
30
650
0.35
480°C等离子氮化
24 48
700
0.30
700
0.40
570°C氮碳共渗
2
700
0.10
硬铬镀层
雕铣机加工参数参考

高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65
注:以上加工参数仅供参考,切削加工时需要根据机床实际情况、材 料硬度、刀具磨损状况等进行调整。
东莞市巨冈机械工业有限公司
CTS-540 加工参数表
刀具规格 加工深 度 加工方式 铜、铝粗加工 ¢10 50mm 普通钢粗加工 精加工 铜、铝粗加工 ¢8 38mm 普通钢粗加工 精加工 铜、铝粗加工 ¢6 30mm 普通钢粗加工 精加工 铜、铝粗加工 ¢4 20mm 普通钢粗加工 精加工 铜、铝粗加工 ¢2 8mm 普通钢粗加工 精加工 铜、铝粗加工 普通钢粗加工 参考转速 S8000 S3800 S15000 S8500 S4500 S15000 S9000 S5000 S18000 S10000 S6500 S18000 S15000 S9500 S18000 S15000 S12000 参考进给 F5000 F2200 F2800 F4800 F2000 F2300 F4100 F1900 F2200 F3000 F1500 F1800 F1500 F1300 F1500 F1200 F950 参考 Z 下刀量 0.20-0.30 0.08-0.12 0.05-0.12 0.20-0.30 0.08-0.12 0.05-0.12 0.10-0.20 0.05-0.12 0.03-0.12 0.10-0.18 0.04-0.10 0.03-0.10 0.05-0.13 0.03-0.08 0.02-0.08 0.03-0.08 0.02-0.05 刀具备注 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65 高速钢铣刀 HRc65
CNC加工中心-精加工切削参数计算表 (2)
以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
??Vc=(π*D*S)/1000
??Vc:线速度(m/min)? ?π:圆周率(3.14159)? ???D:刀具直径(mm)? ?? ???
??S:转速(rpm)
??例题. 使用Φ25的铣刀Vc为(m/min)25??求S=rpm
? ?? ?? ???Vc=πds/1000
? ?? ?? ???25=π*25*S/1000
? ?? ?? ???S=1000*25/ π*25
? ?? ?? ???S=320rpm
三、进给量(F值)的计算
? ?F=S*Z*Fz
? ?F:进给量(mm/min)? ???S:转速(rpm)? ?? ???Z:刃数
? ?Fz:(实际每刃进给)
? ?例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
? ?值)为多少?(Fz=0.25mm)
? ?F=S*Z*Fz
? ?F=2000*2*0.25
? ?F=1000(mm/min)。
精雕机机械性能参数指标(精)
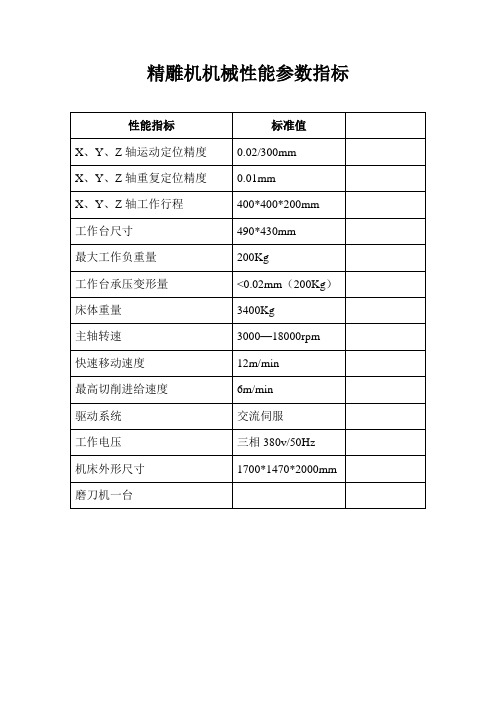
性能指标
标准值
X、Y、Z轴运动定位精度
0.02/300mm
X、Y、Z轴重复定位精度
0.01mm
X、Y、Z轴工作行程
400*400*200mm
工作台尺寸
490*430mm
最大工作负重量
200Kg
工作台承压变形量
<0.02mm(200Kg)
床体重量
3400Kg
主轴转速
3000—18000rpm
标准配件
1.机械防震脚垫2.备用零件3.润滑脂
其它配件
1.干燥料斗2.自动上料机3.磁力架4.模具压板5.液压旋转脱模6.冷水机7.模温控制机8.自动加色计量器9.油温控制器10.旁路滤油器
说明
理论注射容量=(注塑机)料筒截面积×螺杆行程注射重量为PS理论注射容量的91%塑化能力、注射速率为PS值
合模力
KN
≥1200
模板行程
mm
≥340
模具厚度
mm
min>150max>380
导柱内距
mm
≥390*350
顶出行程
mm
≥80
其他
电机功率
KW
≥10
加热功率
KW
≥10
油汞压力
Mpa
≥16
模具定位直径
mm
¢125
喷嘴圆球半径
mm
SR10
1.双缸平衡式注射系统2.多级压力,多级速度射胶调整3.背压调节装置4.倒索5.高速闭模6.低压模保7.多种液压顶出方式8.润滑系统9.油压安全比例控制10.全电脑控制11.模具记忆系统
快速移动速度
12m/min
最高切削进给速度
精雕机金属加工工艺参数表
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
20°
1
3
20°
1
4
20°
1
4
20°
3
20°
3
20°
5
20°
1
20°锥刀紫铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
20°
1
5
20°
切割速度
(进给速度)
主轴转速
落刀延迟
落刀速度
安全高度
慢速下刀
开启冷却液
根据参数表填入数值
24000
刀越小速度越小。
-1
-1
ok
注:“操作设置”中的主轴转速、进给速度(切割速度)在加工时有效,落刀速度和落刀延迟需要在加工界面中设置才有效。
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
30°
5
30°
5
30°
5
30°
1
30°
1
30°
1
30°
1
10°锥刀59铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
10°
1
2
10°
2
雕刻机技术参数
数控雕刻机设备技术要求和特点1.加工铝板雕铣机实际工作面积为:2000×6000mm2.加工精度为:4米内精度误差0.1mm3.最大运行速度大于26m/min,允许在加工过程中动态调整加工速度和落刀速度。
4.软件可兼容Type3/Artcam/castmate/文泰等多种CAD/CAM设计制作软件。
5.智能化3D电脑数控功能,实现三轴线性联动,能够进行快速,平滑的三维立体加工,钻孔或异形切割,异形下料,镂空雕花等各种工艺。
6.拥有断点,断电恢复,加工时间预测等功能。
7.配置自动对刀功能,配置点动/步进数控功能,可以精确的调整刀尖的位置。
8.设备提供方应提供无偿技术操作培训。
设备系统及软件应即时提供终身免费技术升级和新功能免费培训。
9.设备结构强度和刚性应能满足长时间连续工作的要求。
10.设备钢结构件制造质量应达到国家机床设备标准要求,外观精美无缺陷。
11.铝板直线异型下料,可实现角码孔,开缺一次性成型。
12.拉装夹具,可以前后移动,可以有效的避开角码孔和开缺位的切割。
13.可以实现两张3MM的铝板切割叠切功能,且切割光滑无痕。
14.采取水雾冷却系统。
(一)基本配置M M 8 D数控铝板切割机主要外购件以及配置清单明细表(二)设备验收标准1.设备外表面质量:无变形、掉漆、漏漆等现象;2.设备台面要求PC多功能台面;有效雕刻行程必须达到2000M*6000MM(MK2060)3.验收期限:设备安装、调试结束,并连续1个工作日生产出合格的产品后,双方共同协商在三天内完成设备的验收培训工作。
(三)资料交付1.设备使用说明书一份2.PLC软件备份光盘或直接拷贝客户公司D盘内一份3.装箱清单一份。
精雕技术
(3)MSK材料种类以及特性
MSK材料种类以及特性:
MSK材料的组成和种类 MSK是材料厂商定义的一个品牌,MSK旗下包括PMMA、 PMMA+PS( MSAS) 、
PMMA +PS +AG (GL)等材料;
A、 PMMA也就是纯亚克力材料,根据需要可进行硬化处理; B、PMMA+PS (MSAS)两种材料融合在一起,然后经过双面硬化处理后形成的一种 特殊材料;MSAS材料不仅有具有PMMA材料的各项性能,而且具有防静电功能;此材料的
四.加工路径编辑
五.加工材料类型
目前精雕机加工的材料主要是针对铭板类而言,如:PC、PMMA、ABS、PC+ABS 、
ACRYL 等非金属材料。每种材料之间的特性也存在很大的差异,如: PMMA表面正常需硬化,
相对的脆性较高,而PC材料相对脆性较小等。
主要材料介绍: 1.PMMA材料简介 2.MR200材料物性 3.MSK材料种类以及特性 4.MR58材料介绍 5.材料对比表
工作界面管管理理f1文件f2观察f3选择f4编辑f5加工f9关于f10返回f1新建f2打开f3合并f4保存f5历史f6属性f7设臵f10返回f1窗口f2全部f3选择f4放大f5缩小f6动态f7视窗f10返回cf1视图平视cf2视图放缩cf3视图旋转f10返回cf1顶视图cf2前视图cf3右视图cf4底视图cf5后视图cf6左视图cf7斜视图f10返回f1删除f2旋转f3平移f4镜像f5放缩f6刀具f10返回3轴双z雕刻4轴双z雕刻3轴雕刻3轴转轴雕刻4轴雕刻45轴雕刻45轴双z雕刻5轴雕刻f1全部选择f2取消选择f3加选f4减选f5反选f6按序号选择f7按刀具选择f9属性f10返回cf1双工位全部加工cf2双工位选择加工cf3双工序全部加工cf4双工序选择加工f10返回cf1全部加工cf2选择加工f10返回10en3d70en3d7033轴雕刻控制轴雕刻控制进入进入en3d70en3d70雕刻控制功能界面可以实现对精雕机的控制包括手工控制机床运动按路径文件进雕刻控制功能界面可以实现对精雕机的控制包括手工控制机床运动按路径文件进行加工铣平面及其特殊功能
精雕工艺(建工)
. 路径文件: 路径文件是指可供控制系统识别的,用来控制精雕机自动运行的加工文件。目前
可识别、和三种格式的路径文件。
. 多原点加工: 在中允许调入多个文件,并且支持每个文件按照各自的“工件原点”进行加工。 (). 在机床“设置”中打开“支持多个原点”选项。 (). 在打开文件时为其指定原点序号 (). 进入加工界面后,设置不同序号原点的原点值。
主轴开启模式:在双工序加工模式中,主轴打的开文开件启夹模式有种,即“开启”和 “开启” 。
精雕机加工步骤:
选择加工路径 可以通过“观察”功能,调整路径的角度和大小, 使其便于选中路径。也可以通过“编辑”功能,对 选择的路径进行“平移” “删除” “旋转”等操作。
进入加工界面,设置加工参数,选择程控模式 启动加工
. 双工位加工: 两个工位同时加工,即两个机头同时加工。双工位加工的应用范围:可以在一次
装卡后,同时加工出两个零件。
主轴开启模式:在双工位加工模式中,主轴的开启模式有种,即“开启”、 “开启” 和“开启” 。 . 双工序加工:
两个机头先后加工各自工序,完成零件进的入图两形道管工理功序能加工。双工序加工的应用范围: 可以在不换刀的情况下完成需要两把刀具的加工过程。
性是现有刀具材料中最高的。高速钢的制造工艺简单,容易刃磨成锋利的切削刃。锻造、热处理变形小,目前 在复杂的刀具,如麻花钻、丝锥、拉刀、齿轮刀具和成形刀具制造中,仍占有主要地位。 高速钢可分为普通高速钢和高性能高速钢。 普通高速钢,如广泛用于制造各种复杂刀具。其切削速度一般不太高,切削普通钢料时为—/。 高性能高速钢,如是在普通高速钢中再增加一些含碳量、含钒量及添加钴、 铝等元素冶炼而成的。它的耐用度为普通高速钢的.—倍。 粉末冶金高速钢是年代投入市场的一种高速钢,其强度与韧性分别提高%一%和%一%.耐用度可提高—倍。 目前我国尚处于试验研究阶段,生产和使用尚少。 )硬质合金
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
走刀速度
切割速度
开槽速度
(m/s)
30°
1
2
30°
1
2
30°
1
2
30°
1
3
30°
1
5
30°
1
5
30°
1
30°锥刀 紫 铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
30°
1
3
30°
1
3
30°
1
3
30°
5
30°
5
30°
5
30°
1
30°锥刀 铬 钢
-1
-1
ok
铬钢 “操作设置”参数
切割速度
(进给速度)
主轴转速
落刀延迟
落刀速度
安全高度
慢速下刀
开启冷却液
根据参数表填入数值
24000
刀越小速度越小。
-1
-1
ok
注:“操作设置”中的主轴转速、进给速度(切割速度)在加工时有效,落刀速度和落刀延迟需要在加工界面中设置才有效。
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
30°
5
30°
5
30°
5
30°
1
30°
1
30°
1
30°
1
10°锥刀59铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
10°
1
2
10°
2
10°
2
10°
5
10°
1
10°
1
10°2Leabharlann 2MM螺纹铣刀的加工工艺参数
材 料
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
59铜
3
6
铬钢
5
5
59铜、紫铜 “操作设置”参数
切割速度
(进给速度)
主轴转速
落刀延迟
落刀速度
安全高度
慢速下刀
开启冷却液
根据参数表填入数值
24000
20°锥刀59铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
20°
1
3
20°
1
4
20°
1
4
20°
3
20°
3
20°
5
20°
1
20°锥刀 紫 铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
20°
1
5
20°
1
5
20°
1
5
20°
5
20°
5
20°
10
20°
1
20°锥刀 铬 钢
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)
开槽次数
走刀速度
切割速度
开槽速度
(m/s)
20°
5
20°
5
20°
5
20°
1
20°
1
20°
1
20°
1
30°锥刀59铜
刀具
吃刀深度(mm)
路径间距
(mm)
一次开槽深度(mm)