治具示意图片
治具专业知识培训

2、 ICT测试治具 :元器件开短路在线测试
3、FCT:PCBA功能测试 4、工装夹具(治具)
手动 自动
5、 载具
三、治具成品图片分享
治具专业知识培训
什么是治具 ?
一、治具常用原材料介绍
治具常用原材料-非金属1
电木:
颜色:黑色、橘红色 材质:不防静电、防静电
玻纤板/FR4
颜色:黑色、浅绿色、黄色 材质:不防静电、表防、全防
治具常用原材料-非金属2
亚克力:
颜色:透明 材质:不防静电、防静电
合成石:
颜色:黑色、浅绿色、黄色 材质:不防静电、防静电
治具常用原材料-非金属3
赛钢/POM:
颜色:黑色、白色 材质:不防静电、防静电
铁氟龙:
颜色:白色、黑色 材质:不防静电、防静电
治具常用原材料-非金属3
PEEK:
颜色:黑色、白色 材质:防静电
特龙:
颜色:黑色、白色 材质:防静电
治具常用原材料-金属
铝板: 钢板:
二、治具分类介绍
治具分类
1、 ATE测试治具:元器件开短路在线真空测试
ESP-WROVER模组治具制作规范说明书

机台型号
ESP-WROOM-02
ESP-WROOM-02D
ESP-WROOM-02/02D-V1
ESP-WROOM-02DC
ESP-WROOM-02U
ESP-WROOM-02UC
Espressif
ESP-WROOM-02U-V3*
! /18
5
2019.01
2. 模组治具的主要结构
!
模组类型
V1.1
更更新表 2-1,增加新模组信息。
文文档变更更通知
用用户可通过乐鑫官网网订阅⻚页面面 https:///zh-hans/subscribe 订阅技术文文
档变更更的电子子邮件通知。
证书下载
用用户可通过乐鑫官网网证书下载⻚页面面 https:///zh-hans/certificates 下载产
Espressif
! /18
4
2019.01
2. 模组治具的主要结构
!
此串串口口板包括两颗串串口口芯片片,其在底箱的放置方方式如图 2-5 所示。根据夹具的类型放置对
应数目目的串串口口板(如“一一拖四”治具则需要放置 4 块串串口口板)。
!
图 2-6. 底板放置示意图
要求底板须固定在底箱里里里,防止止串串口口板位置不不固定导致管脚触碰短路路现象。固定时采用用螺
!
图 2-4. 活动台与模组台之间的距离示意
2.2. 底箱制作规范
2.2.1. 串串口口板
底箱内放有串串口口板,使用用的串串口口板的版本号为:ESP_Factory Test Board V1.3,如图 2-5
所示:
!
图 2-5. 串串口口板示意 (ESP_Factory Test Board V1.3)
治具设计
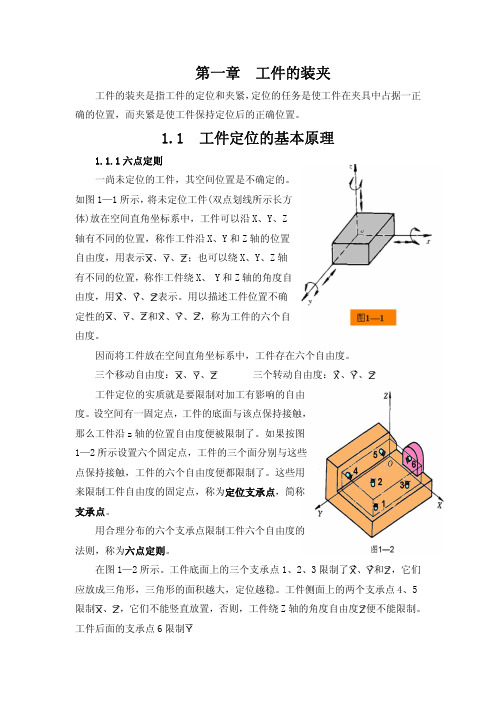
图 1—15 图 l—15a、b 是两点式自位支承,图 l 一 15c 为三点式自位支承。这类支承 的工作特点是: 支承点的位置能随着工件定位基面的不阿而自动调节,定位基面 压下其中一点,其余点便上升,直至各点都与工件接触,接触点数的增加;提高 了工件的装夹刚度和稳定性,但其作用仍相当于一个支承点的作用。 浮动支承适用于工件以毛坯面定位或刚性不足的情况。 2、辅助支承: 不起定位作用的支承,只用来提高工件的装夹刚度和稳定性。 如图 1-16 所示,工件以内孔及 端面定位,钻右端小孔。若右端不设 支承, 右端为悬臂受力结构, 刚性差。 若在 A 处设置固定支承则出现重复定 位,有可能破坏左端的定位。在这种 图 1-16
六点定则是工件定位的基本法则,用于实际生产时,起支承点作用的是一定 形状的几何体,这些用来限制工件自由度的几何体就是定位元件。 表 1-1 是常用定位元件限制的工件自由度
表 1-1 是常用定位元件限制的工件自由度
1.1.2 限制工件自由度与加工要求的关系 工件定位时, 应该限制的自由度数目, 主要由工件加工要求确定, 一般地讲, 工件定位所需限制自由度的数目≤6 个。各定位元件限制的自由度原则上不允许 重复或干涉。 如图 1—3 所示在工件上铣通槽,为保证槽底面与 A 面的平行度和尺寸两项 加工要求,必须限制 、 、 三个自由度;这保证槽侧面与 B 面的平行度和尺 寸两项加工要求,必须限制 、 两个自由度,共计五个自由度。
图 1—8
图 1—9
图 1—10 1.2.3 对定位元件的基本要求 1、足够的精度 由于工件的定位是通过定位副的接触(或配合)实现的, 定位元件上的限位基 面的精度直接影响工件的定位精度。因而,限位基面应该有足够的精度,以保证 工件的加工精度。 2、足够的强度和刚度 定位元件不仅有限制工件的睁由度,还有支承工件、承受夹紧力和切削力的 作用,因此,应有足够的强度和刚度,以免使用中变形或损坏。 3、耐磨性好 工件的装卸会磨损定位元件的限位基面,导致定位精度下降。定位精度下降 到一定程度时,定位元件必须更换,否则;|夹具不能继续使用。为了延长定位 元件的更换周期,提高夹具的使用寿命,定位元件应有较好的耐磨性。 4、工艺性好 定位元件的结构应力求简单,一合理,便于加工、装配和更换。
灌胶治具操作说明书设备操作说明书

四﹑制作过程﹕
1.将导模置于工作台上﹐依次把规格为180×8×6mm之短木条20根平行放置在导模的小槽内﹐短木条的一端靠齐模具档板。
核准
审核
制作
日期
治具制作说明书
第 2 页 共 2 页
治具名称
灌胶模具
治具功能
灌 胶
文件编号
治具型号
--------
--------
版 本
2.把规格为350×12×8mm的2根木条分别横置在20根短木条上﹐且靠短木条两端放置。然后用502胶水将长木条与短木条粘合紧密。
10.需灌S料片时﹐将料片第2孔及第14孔置于销钉上即可。
核准
审核
制作
日期
治具制作说明书
第 1 页 共 2 页
治具名称
灌胶治具
治具功能
灌 胶
文件编号
治具型号
--------
--------
版 本
一﹑材料明细表﹕
序号
名称
规格
数量
单位
1
长木条
350 x 12 x 8(mm)
4
条
2
短木条
180 x 8 x 6(mm)
20
条
3
铁钉
Ø1.0 x20(mm)
66
根
4
接着剂
502
1
瓶பைடு நூலகம்
二﹑导模治具示意图﹔
6.选一标准40ST料片﹐将第一孔置于销钉上﹐并把料片放正﹐用笔在料片的最后一孔内画线﹐与短木条中心线相交﹐每一个短木条依次画相交线。在交点处分别钉上铁钉﹐与木条平面垂直﹐且铁钉需露3~4mm在外﹐然后用斜口钳剪断铁钉头。
7.将待制治具置于另一面﹐用直尺在每一个短木条上﹐距离长木条约40mm处画一直线﹐通过这条直线画每根短木条的中心线。两线相交处按上述要求钉好铁钉﹐且铁钉需露3~4mm在外﹐然后用斜口钳剪断铁钉头。
治具设计前准备工作步骤图解

1激活底座零件,如下图:
2将产品组件3D图,用“几何连接器”加载到 底座3D图中,以辅助设计。
3将底座3D图打开。
进行结构设计。
4键盘上按“X”快捷键,将图纸中所有3D特征移除参数。
命令步骤如下:
5键盘上按“U”快捷键,对产品组件的水口部分进行求和。
命令步骤如下:
UG 求和有个特点:只有与“目标”挨着的“工具”才能求和,旁边那些跟“目标”没挨着的求所以,这个水口求和,要求好几次才能全部连接完。
6水口料全部求和连在一起后,移除参数。
7左键 点选 水口、面壳、五金件,然后键盘按快捷键“Ctrl+B”,将他们隐藏。
8按快捷键“1”,创建方块。
再跟底座求差,快捷键“i”(洋码子“爱”)。
完了,再移除参数。
9按快捷键“U”,显示所有3D。
再把底座隐藏。
10按快捷键“E”,拉伸。
11按快捷键“U”,显示所有3D。
再把底座隐藏。
标”没挨着的求不了。
,再移除参数。
治具是什么[整理版]
![治具是什么[整理版]](https://img.taocdn.com/s3/m/c19cbd243868011ca300a6c30c2259010202f395.png)
关于夹治具的确切定义,没有找到(也没必要追究,知道是什么就足够了),我认为是:为解决实际问题或实现某个功能而针对性制作的辅助性装置。
特点是:结构简单,应用广泛,种类繁多,可以是一块铁片,也可以是一台设备。
比如,磨床用挡块,可以叫它夹治具;比如,Hi-pot测试机,可以叫它治具。
(注:名词来源日本,我们叫工具)电子行业的夹治具,大致有压入、折弯、切断、铆合、熔接、测试、固定等分类,当然,也可以分为普通和特殊两类,看个人喜好或等专业书记去整理规定了。
基本上,除了电测和熔接,一般工厂都有自己的设计部门或干脆自己制作。
可以断言,有电子厂的地方,就会有夹治具;没有电子厂的地方,夹治具也比比皆是。
相应地,这类工作需求是比较大的,由于入门相对容易,也比较适合学历层次不够高(工厂一般要求不高)或者作为转机械行业的一个突破口。
从某种意义上讲,夹治具设计更能锻炼一个人的异常分析和问题解决的能力,而设计能力相对比较复杂设备如自动机之类而言,会比较淡薄和次要些。
为什么这么说呢?理由有二治具在设计上以简单、好用和安全为原则,体现在结构上也体现在工件上。
所以,知道怎么做了,从画图到组装到调试成功,几乎不用费多大劲。
然而,治具服务的对象,往往有些是不能实现自动化而手工作业困难的棘手产品,这时,会经常头痛,如果有问题不是机械本身问题,但如缺乏异常分析和甄别解决问题的能力,就会被混淆欺骗,就会被搞到寝食不安,每天头发像刺猬:)大多数工厂(尤其大陆)生产基本工序大都仍是人在主导,治具发挥的是辅助性作用。
由于结构相对简单,有时要实现某个“复杂”功能或解决某些疑难问题,确实很伤脑筋,而主管或别部门的人才不管这些,他们通常会说,某某,产线XX产品不良多,你弄个治具或把已有治具改善下。
简单解决简单,当然没问题了,遇到麻烦的,可能就要考验下分析和解决问题的能力了,而一旦你找到原因和对策,设计个夹治具要不了两三天,因为简单。
有时,产线会拿一大堆不良品来找你算帐,如果你不能找出“反证据”,那么你要么可能稀里糊涂做了替罪羊,要么可能费老大一番工夫才找到原因2.通常设计夹治具,考虑最多的,往往不是机械本身,而是产品或制程方面,无论怎么做,每套治具的成本差别不大(专案费用也限死了),就算多花个三五万,企业也能接受;如具备丰富的产品和制程经验,往往能洞悉先机,在未生产时就对产品可能问题提出改进,同时拟出一套合理高效的生产方案,然后再细化到各工站夹治具制作,也就长远性地保障成本控制和效率提升,这部分是企业最在乎的。
HP弯曲治具培训

例如:HS7128 HP T5182CJN0RS 来料尺寸:厚度3.5宽度6.07.HP弯曲槽设计3.6*6.02
弯管机重要部件的重要尺寸
定块
1 在弯管机的定块、压块和动块的标注中,要遵循如下图所 ※1 在弯管机的定块、压块和动块的标注中,要遵循如下图 示的原则进行标注。必须标注公差值,追加“FAI”。此重要 所示的原则进行标注。必须标注公差值,追加“FAI”。此重要 部件需按照图面要求倒(R或C)角。 2 与HP接触的凹槽表面需光滑,防止HP刮伤。表面粗糙度 ※2 与HP接触的凹槽表面需光滑,防止HP刮伤。表面粗糙度 值≤1.6um。
A
Max值要求
宽度
厚度
三:设计重点管控
设计标准: 1.槽宽尺寸依据“HP压扁宽度计算公式”。 一般尺寸单边0.1。在禁止区域范围内的单边0.150.2mm。 2.Max值尺寸依据图面的要求进行管控 3.段差尺寸:上下限公差均要计算在内。 例如图面要求:段差0.6± 0.1mm 厚1.4±0.05mm 检具设计要求如下: 1.首先确认HP的段差基准:图示在A端。 2.0.6mm±0.1mm段差尺寸:B端下面到基准面得尺 寸0.6-0.1=0.5mm。滑块到基准面的尺寸为 0.6+1.4+0.1+0.05=2.15mm。
一次弯曲 二次弯曲
B.HP弯曲R角处凹痕处理对策: 1.检查弯曲治具的动块,定块闭合是否有间 隙。 2.确认HP 动块定块的高度是否错位。
动块,定块之 间不可以有间 隙,否则HP弯 曲凹痕,角度 不良 间隙 凹痕
动块,定块错位, HP也会产生凹痕 褶皱不良
C.HP弯曲后划伤: a.圆管弯曲类型: 1.确认动块,定块的弯曲面是否有错位.错位对策:动块比定块 高,动块底面磨削加工。动块比定块低,动块底面进行加高。 2.在动块,定块无错位的情况下,检查弯曲块上是否有毛刺, 异物附着。有的话进行处理。 B.扁管弯曲类型: 1.首先确认HP的厚度是否在要求尺寸之内。 2.如同圆管弯曲,确认动块,定块是否有错位现象,处理方法 类同。 3.确认动块,定块之间是否有毛刺及异物附着。处理方法与圆 管类同。
工装治具选型标准

转弯型治具 转弯-01
图片
用于主干线束90度转弯 主干
适用线径 通用
定位型治具 定位-01 定位-02
图片
用于卡钉、橡胶件尺寸定位 卡钉、橡胶件尺寸指示杆 安装卡钉
适用线径 通用
备具选型标准
固定型治具 固定-04 固定-06 固定-08 固定-10 固定-12 固定-14 固定-16 固定-18 固定-20 固定-22 固定-24 三叉型治具 三叉-12 三叉-14 三叉-18 三叉-20 三叉-24 三叉-26 三叉-28 三叉-30 图片 图片 用于护套 1-4芯 5-8芯 9-12芯 13-16芯 17-20芯 21-24芯 25-30芯 30-35芯 35-40芯 40-50芯 用于保险盒及大护套50芯及以上 用于主干上分支大于三个分支以上 主干 主干 主干 主干 主干 主干 主干 主干 适用线径 无4.0及总线径不超过4.0 无6.0及总线径不超过6.0 无10.0及总线径不超过10.0 无12.0及总线径不超过12.0 无14.0及总线径不超过14.0 无16.0及总线径不超过16.0 无18.0及总线径不超过18.0 无20.0及总线径不超过20.0 无22.0及总线径不超过22.0 无24.0及总线径不超过24.0 无30.0及总线径不超过30.0 适用线径 用于不超过直径12MM主干 用于不超过直径14MM主干 用于不超过直径18MM主干 用于不超过直径20MM主干 用于不超过直径24MM主干 用于不超过直径26MM主干 用于不超过直径28MM主干 用于不超过直径30MM主干 四叉型治具 四叉-14 四叉-16 四叉-18 四叉-20 四叉-24 四叉-28 四叉-30 图片 用于主干分支出现四种不同方向 的地方 主干 主干 主干 主干 主干 主干 主干 适用线径 用于不超过直径14MM主干 用于不超过直径16MM主干 用于不超过直径18MM主干 用于不超过直径20MM主干 用于不超过直径24MM主干 用于不超过直径28MM主干 用于不超过直径30MM主干 活动型治具 活动-12 活动-14 活动-16 活动-18 活动-20 活动-22 活动-24 活动-28 活动-30 图片 用于主干 主干 主干 主干 主干 主干 主干 主干 主干 主干 适用线径 用于不超过直径12MM主干 用于不超过直径14MM主干 用于不超过直径16MM主干 用于不超过直径18MM主干 用于不超过直径20MM主干 用于不超过直径22MM主干 用于不超过直径24MM主干 用于不超过直径28MM主干 用于不超过直径30MM主干