型钢轧机智能化微张力控制系统
型钢往复连轧中微张力控制的基本原理简介

1 4 MT . C的应用 效 果
图 4为 在 轧 钢 过 程 中 MT C控 制 下 U 的 调 整 R
图2 U EU R、 、 F架 机 之 间 的微 张 力 通 讯 逻 辑
t2 M C的 实现 . T
在控制系统 中, 微张力控制被整合进入到其主轧机 的控制系统——sM D N D传动控制系统。三架 IA Y
轧 机之 间 的数据 交换 如 图 2所 示 , 间 的通 讯 是 通 其
过 SE E S公司的 S5 IM N S2通讯板来实现 的, 中在 其
三架 轧 机 的 硬 件组 态 中设 置 U R轧 机 的 S 5 S 2为 主
的变 化 ( 钢 温 、轧 辊 的 车 削 情 况 、钢 坯 表 面 的 如 粗 糙 情 况 等 ) 而 变 化 的。 在 轧 钢 过 程 中 M C T ( nmm tninc 1 Mi i s t )微 张 力 控制 系 统 的 目的就 是 e o r
,
叫 ——L — 虬+
U R E D U F
vH /
I t
vH /
图 1 U 、 D、 F轧 机 之 间 的 轧 制 过 程 RE U
时 时地 通过 调整 轧机 之 间 的附加 速度 给定来 保持 各
轧 机 中钢表 面 的张力 恒定 。
轧 机能 被 测量 的变 量有 电机 电流 、 电机速 度 、 电
机 的转 矩 、 轧制 力还 有 出 口速度 , 载转距 能 由负载 负 观测 器来 计 算 。各 轧 机 之 间 是 相 对 独立 的 , 轧 机 各 的 压下 量 即 辊 链 是 不 一 样 的 。为 了保 持 张 力 的恒 定, 引入 了 M / r 于恒定 的方法 , 中 M 为 负 F等 其 载转 矩 ,r 轧 机 的轧 制 力 , 值 可 以用 轧 机 的水 F为 其 平 辊 和立 辊 轧制力 的均方 根值来 代 替 。如 果轧制 力
连轧时的张力设定计算和张力的自动控制

(3)双机连轧时的无张力控制系统 首先,当轧件在R3机架中进行轧
制,而尚未进人R4机架之前,R3机架 的压头(LC)测出其轧制压力,经乘法 器和求和放大器将力臂值a计算出来, 并在采样保持器中记忆保持,作为轧
件在R3和R4机架中进行双机连轧时计 算轧制力矩之用。
然后,当轧件在R3和R4机架只进
转矩原则进行张力恒定的控制。
7
2. 方法一的讨论 (1)控制系统的组成——二部分构成 电枢电流控制部分:它是通过调节电
动机电枢电压来维持 Ia恒定。 磁场控制部分:它是通过调节电动机
的励磁电流,使磁通Φ随着钢卷直径D 成正比例变化,从而使Φ/D的比值保 持恒定。
8
(2)控制系统的调节
∵
,而 Ia较小,U或E的微小
18
由此可见:热轧时所谓的“无张力自动 控
制”,其实质为微张力控制,
以达到轧件尺寸、形状准
确,轧制过程稳定的目的。
应用:无张力自动控制技术主要应用于
难以形成活套的场合,如:热轧
带钢的粗轧连轧机、大中型型钢
轧机、线材棒材的粗轧和中间轧
机,得到广泛地采用
19
二、无张力自动控制的方式
1. 方式——通常有三种 电流记忆方式 (简称为AMTC) 力矩记忆方式 轧制力矩-轧制压力记忆方式(简称为
36
(2)动态速降:
= (2%~3%)nmax
或
(3)活套量的形成 :因动态速降造成 vH(i+1) <vhi,而动态速降的恢复时间约 为 03s~0.5s,因而在 i 和 i 十 1 机架之 间便形成了一定的活套量Δld, Δld值较 小,一般为30~50mm ⇒ 微套量小张力 连轧是当代宽带钢热连轧的一个重要 特点。
智能制造环境下轧钢过程的机理及控制

智能制造环境下轧钢过程的机理及控制
智能制造是一种基于信息技术和智能化制造技术的新型制造模式,其
目标是实现高效、智能、灵活和可持续的生产方式。
在智能制造环境下,轧钢过程是一个重要的生产环节,其机理及控制对于保证生产质
量和提高工作效率至关重要。
轧钢过程是将钢坯通过辊道进行多次压制变形,使其形成所需的形状
和尺寸。
这个过程中主要存在三种力:挤压力、剪切力和弯曲力。
挤
压力是指辊道对钢坯的垂直挤压作用,剪切力是指辊道对钢坯的横向
切割作用,而弯曲力则是指辊道对钢坯的曲面变形作用。
这三种力相
互作用,共同促使钢坯发生塑性变形,并逐渐达到所需的尺寸和形状。
在智能制造环境下,轧钢过程可以通过多种控制手段实现优化控制。
首先,可以通过传感器获取轧机各个部位的运行状态数据,并将其实
时反馈给控制系统进行分析处理。
同时,可以通过模型预测技术对轧
钢过程进行建模和仿真,以实现精确的控制。
此外,还可以采用自适
应控制、模糊控制和神经网络控制等方法进行轧钢过程的优化调节。
总之,在智能制造环境下,轧钢过程的机理及控制是一个复杂而重要
的问题。
通过有效的数据采集、建模仿真和智能化控制手段,可以实
现对轧钢过程的精确掌控,提高生产效率和产品质量。
微张力轧制的控制与研究
微张力轧制的控制与研究赵逸云(宝武股份武钢有限湖北武汉430000)摘要:微张力轧制是不用活套支撑器,而用主电机的传动力矩随张力变化直接控制轧件在机架间张力的一种轧制方法。
关键字:棒材、微张力、转矩、速降补偿1.前言微张力轧制是基于在轧制过程中利用软件自动测量、分析电机转矩变化及相邻轧机间张力,适时修正以实现轧机间的张力控制最佳化。
微张力轧制对高速棒材生产线安全稳定运行极其重要,常用在粗、中轧区域,可以大减少轧制过程中两机架间堆拉关系不匹配造成的产品质量问题以及导卫件损坏、堵钢等生产事故,有利于提高生产率,降低成本消耗。
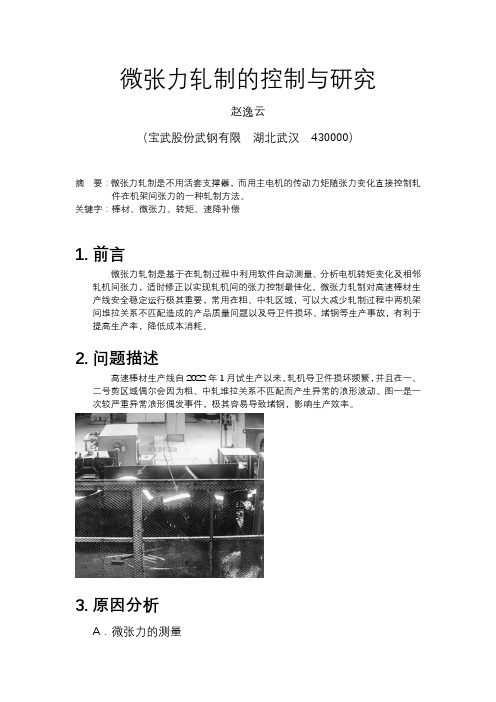
2.问题描述高速棒材生产线自2022年1月试生产以来,轧机导卫件损坏频繁,并且在一、二号剪区域偶尔会因为粗、中轧堆拉关系不匹配而产生异常的浪形波动。
图一是一次较严重异常浪形偶发事件,极其容易导致堵钢,影响生产效率。
3.原因分析A.微张力的测量图二是微张力的测量示意图,当轧件通过N架轧机时,N架轧机咬钢时,计算机对N架轧机的电机转矩进行检测和储存,作为无张力转矩值;当N+1架轧机咬钢后,再检测和储存N架轧机的电机转矩。
B.微张力轧制的实现高速棒材生产线粗、中轧的各组机架间一般都由微张力控制来完成轧件的轧制,其大多是通过主传动电机转矩比较法来实现的。
具体实现原理如下:在轧件进入相邻下一个轧机之前和之后,在轧机主传动电机达到稳定运行状态的前提下,分别对本架电机的转矩值进行测量并储存,并通过比较的差值来反映堆钢、拉钢以及堆拉钢的程度,然后再由对本机架速度的调整来使转矩的差值达到允许范围以内,这个调节过程只能在轧件于各机架间的穿料过程中才能进行。
调节过程中还要对原速度设定值进行修正,然后将修正后的值储存起来,作为下一根轧件的初始设定。
C.微张力的影响因素微张力的计算容易受到电机转矩波动影响,导致其计算不准确。
轧机在轧件咬入瞬间会受到冲击使得电机的转速有一个动态降低过程,此过程会导致轧件头部产生不规则形变,轧件头部粗细不均又会导致电机转矩不合理波动。
微张力控制介绍
2 工艺设备介绍2.1 工艺设备承钢棒材厂生产线轧机为全连续式大型轧钢机,共18架,呈平立交替式布置。
主轧线的主要设备有:冷坯上料设备、步进梁式加热炉、高压水除磷系统、轧机、切头及事故飞剪、控温水冷系统、水冷淬火装置、在线测径仪、组合式分段飞剪、步进齿条式冷床、摆动式冷剪、计数、打捆、称重和收集装置、液压润滑系统。
上述所述设备的主要部分引进世界上著名的冶金设备设计制造公司—达涅利公司,其余部分为国外设计国内制造。
在这条生产线上还预留了钢坯无头焊接机、减定径机组、大盘卷等设备的空间。
加热炉为步进式加热炉,冷料的额定小时产量为150t/h,装出料方式为侧进侧出,可单排和双排装料,燃料为高炉煤气,加热炉采用气化冷却、煤气空气双蓄热燃烧技术。
全生产线18架轧机分为粗、中、精轧三个机组,粗轧机组6架轧机,中轧机组8架轧机,精轧机组为4架轧机。
其中,在第13~14架轧机具备快速换辊功能,16#、18#架轧机为平、立可转换轧机,全线轧机为短应力线轧机。
轧线上设有两台切头和事故碎段剪,一台倍尺飞剪。
在中精轧机组间的两组和精轧机后的一组水箱用于某些需控温轧制的产品的生产,需控温的规格为Φ18~40mm。
在精轧机组后设置淬火加回火处理(QTB)装置,用来对Φ12~40mm的螺纹钢进行控制冷却。
该装置由四条水冷线加一条辊道运输线组成,其中有三条水冷线是用于2~3线切分的螺纹钢的冷却,有一条水冷线是用于线轧制螺纹钢时的冷却,辊道运输线是用来运送不需QTB处理的规格。
冷床为步进齿条式,宽120m,长14m。
冷床在输入侧设有矫直板,在输出侧设有齐头辊道、编组链和平移装置。
定尺摆剪位于冷床输出辊道之后用于下冷床之后的轧件的定尺剪切。
在冷剪之后设有加速辊道和双辊道,用来将切成定尺的钢材移送到链式运输机上。
在链式运输机后部设有钢材的计数装置,自动完成成品钢材的定支包装。
在链式运输机后为钢材的堆垛装置,自动打捆机,称重装置等。
车间电气传动采用了当今较流行的变频调速技术以及先进的自动化控制系统。
复杂断面型钢连轧机微张力控制系统的研究
复杂断面型钢连轧机微张力控制系统的研究赵宪明吴迪佟玉鹏白光润邹杰张贵杰摘要:为提高型钢尤其是复杂断面型钢连轧时机架间张力的控制精度,研究了一种智能化微张力控制系统。
通过对预张力变化值的直接数据采集,该系统在计算机控制下调整主电机转速,以保持秒流量相等,实现轧制过程中轧件尺寸稳定。
该系统还可以根据数学模型及轧件尺寸自行确定控制张力的大小。
关键词:型钢连轧;张力控制Study on the micro-tension control system of complicated sectiontandem millZHAO Xian-ming,WU Di,TONG Yu-peng,BAI Guang-run,ZOU Jie,ZHANG Gui-jie (State Key Lab.of Rolling Automation,Northeastern University,Shenyang110006,China)Abstract:A kind of intelligence micro-tension control system has been studied to especially improve the control precision of tension between stands for complicated section continuous rolling.It can ensure the piece dimension stability.At the same time,it can automatically determined the tension according to the mathematical model and the piece dimension. Key words:continuous rolling of section;tension control1 前言自70年代以来,型钢轧机计算机控制系统和控制技术逐步完善,从而推动了型钢连轧的技术进步,型钢生产向连续化、高速化方向发展。
连轧时的张力设定计算和张力的自动控制
以平均单位张力σTm 乘以所作用的横截 面积A就是作用在轧件上的张力T,即:
而σTm < σs 时,张力作用使 轧件产生弹性变 形。
五、连轧时活套支持器的自动控制系统
为实现活套支持器的功能,活套支 持器的自动控制应完成两方面的任务: 活套高度的自动控制,其目的在于吸收 因带钢的速度偏差而引起的活套 张力的自动控制,其目的是保持作用于 带钢上的张力恒定
⇒
(2)公式分析: 要维持张力T恒定(即使 =C)有 两种方法: 方法一:维持 =C1和 =C2:用得 较多 方法二:使 ∝ 而变化,即按最 大转矩原则进行张力恒定的控制。
2. 方法一的讨论 (1)控制系统的组成——二部分构成 电枢电流控制部分:它是通过调节电 动机电枢电压来维持 Ia恒定。 磁场控制部分:它是通过调节电动机 的励磁电流,使磁通Φ随着钢卷直径D 成正比例变化,从而使Φ/D的比值保 持恒定。
(3)双机连轧时的无张力控制系统 首先,当轧件在R3机架中进行轧 制,而尚未进人R4机架之前,R3机架 的压头(LC)测出其轧制压力,经乘法 器和求和放大器将力臂值a计算出来, 并在采样保持器中记忆保持,作为轧 件在R3和R4机架中进行双机连轧时计 算轧制力矩之用。 然后,当轧件在R3和R4机架只进
由此可见:热轧时所谓的“无张力自动 控 制”,其实质为微张力控制, 以达到轧件尺寸、形状准 确,轧制过程稳定的目的。 应用:无张力自动控制技术主要应用于 难以形成活套的场合,如:热轧 带钢的粗轧连轧机、大中型型钢 轧机、线材棒材的粗轧和中间轧 机,得到广泛地采用
棒材连轧机组自动化系统构成及微张力控制

p to h h o y u n t et e r ,m es rme t ac lt n i a u e n ,c lua i n AC/ o DC t ra dr aiaino h nmu tn inc n r 1 moo n e l t ft emii m e so o to. z o
年产 6 0万 t 材 , 2 0 棒 于 0 0年 建 成 投 产 , 品 覆 盖 产 从 螺 纹 钢 1 X3的 三 线 切 分 到 q6 0 3 5mm 圆钢 。
化使 用 SEME I D 数 据 采 集 系统 使 用 I A 公 司 的 PA B P DA软 件作 为数 据采 集应 用软 件 平 台 , 来 系统 原
维普资讯
棒 材 连 轧 机 组 自动 化 系统 构 成 及 微 张 力控 制
电 气传 动 2 0 年 第 3 07 7卷 第 3 期
棒 材 连 轧机 组 自动 化 系统 构 成 及 微 张 力 控 制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
型钢轧机智能化微张力控制系统
吴迪赵宪明白光润邹杰张贵杰
(东北大学)
摘要为提高型钢、尤其是复杂断面型钢连轧时机架间张力的控制精度,研究了一种智能化微张力控制系统。
当机架间张力或推力大于150 N 时,该系统即可在计算机控制下开始调控主电机的转数以保持秒流量相等,可保证轧件尺寸不受张力的影响。
该系统还可根据程序自行确定控制张力的大小。
关键词连轧张力控制型钢连轧
INTELLIGENT MICROTENSION CONTROL SYSTEM OF
THE
CONTINUOUS SECTION STEEL ROLLING MILL
WU Di ZHAO Xianming BAI Guangrun ZOU Jie ZHANG
Guijie
(Northeastern University)
ABSTRACT In order to control accurately the tension between stands on the continuous section mill during beam rolling,especially for sections of complex patterns,an intellegent microtension control system has been developed.While the tension between stands is above 150 Newton,the system with the computer modulates the r.p.m of the mill motor to keep the cubic meter per second constant,and the influence of variation in the tension on the dimension of the rolled section is eliminated.In addition,the system with computer program automatically sets up the tension of continuous section mill.
KEY WORDS tension control of the continuous rolling,continuous section rolli
1 前言
大、中型型钢连轧,尤其是复杂断面型钢连轧,由于轧件难于或不能形成活套,故机架间的微张力控制是一个难题。
为此,人们已开发了一些型钢连轧的微张力控制手段,控制对象一般是轧机主电机的传动力矩或电机电流(以下简称力矩或电流)。
为保持机架间张力,令力矩或电流保持恒定。
但是在轧制过程中,张力往往并不是影响力矩或电流的主要因素。
例如,轧件尺寸波动和轧件温度波动对力矩或电流的影响常常要大于张力的影响。
因此,在无活套的型钢连轧机上,寻求更可靠、更迅速地控制机架间张力的方法还需要作更进一步的研究和探索。
为提高型钢连轧机的张力控制精度,笔者进行了预张力式智能化微张力控制系
统的研究。
2 实验装置
2.1 张力测量装置
预张力式智能化微张力控制系统的原理和硬件组成见图1。
以往型钢连轧机张力控制系统中没有解决的一个主要难题是机架间张力难于准确测量。
为此,笔者采用了一种特殊的预张力测量装置。
在轧制开始之前,张力传感器处于受力状态。
在这种状态下,轧制时机架间张力的微小变化即可造成预先施加于张力传感器的张力值产生明显变化。
张力信号经微型计算机采集并进行处理。
根据张力信号的变化,计算机可以算出前后机架的秒流量差和转数差,并以此为据发出控制信号给主电机,调节电机转数。
并可同时在显示器上显示,在存储器上存储。
按照程序,计算机可以根据轧件尺寸,自行确定控制张力的大小。
图 1 张力控制系统的原理和硬件组成
Fig.1 Hardware and principle of microtension
control system
1—轧机;2—张力测量装置;3—齿轮机座;4—扭矩仪和
转数表;5—驱动电机;6—微型计算机
2.2 实验用轧机参数
形式为四辊万能式,UD机架,中机架可装卸,可施加预应力。
万能孔型—两辊孔型可转换式。
轧辊尺寸:水平辊 φ320~360 mm,最大辊身宽220 mm;立辊 φ220~260 mm,最大辊身高110 mm。
压下行程:水平辊80 mm,立辊120 mm。
压下速度:水平辊0.5 mm/s,立辊0.5 mm/s。
轧辊平衡为弹簧式。
驱动轴形式为万向接轴。
水平辊轴承是铜瓦;立辊轴承为滚动轴承。
驱动主电机为直流调速式,供电方式用可控硅。
功率54 kW两台,转数为0~590 r/min;100 kW一台,转数0~980 r/min。
减速机为直齿三轴减速机,一级减速,减速比15.75。
最大允许轧制力:水平辊300 kN;立辊300 kN。
主要附属设备:
(1) 数字式扭矩仪,测量范围0~1 000 N*m,作用是测量高速轴扭矩;
(2) 扭矩仪附属磁—电式数字转数仪,测量范围0~16 000 r/min;
(3) 压力传感器,测量力能参数,测量范围单侧200 kN,记录方式为486个人计算机。
2.3 施加张力的装置
为了确定系统的控制精度,采用如图2所示的实验装置进行实验,以确定该系统对机架间张力或推力的反映精度和速度。
3 实验结果
根据以上条件,用铅试样进行了H200×100 mmH型轧件的模拟轧制,研究了张力或推力值、电机转数变化值、轧件变形和轧制力能参数。
3.1 可控制的最小张力或推力值
该张力控制系统对机架间张力或推力的反映都很敏感,很小的张力或推力值即可以使预张力值出现较明显的变化并使主电机转数产生变化,由图3知,张力或推力大于150 N,系统原设定的预张力值即出现明显的变化。
计算机迅速作出相应反映并将控制信号传给主电机,使预张力值恢复到设定值。
3.2 主电机转数的控制范围
实验结果表明,在该系统的控制下,主电机转数可以根据计算机的指令在较大的范围内迅速调整,以适应秒流量相等的关系,使预张力值恢复到设定值。
即使在转数设定值明显不匹配的条件下,也能保证稳定轧制。
在后一架轧机的主电机转数明显不匹配的条件下开始轧制,该电机转数变化的实验结果见图4,可见,电机转数在1 s的时间内即可调整到平衡值并保持稳定。
3.3张力对轧件变形和轧制力能参数的影响
在实验范围内,张力对轧件变形参数影响的结果见图5,对轧制力能参数影响的结果见图6,可见,在所实验的张力范围内,张力对轧件变形参数和轧制力无影响,仅对轧制力矩有轻微的影响。
图 2 施加张力或推力的实验装置原理图
Fig.2 Principle of experiment to exert tension or thrust on
the stands
(a)张力;(b)推力
1—轧辊;2—拉力或压力计;3—弹簧;4—垫板
图 3 改变张力或推力时预张力的变化量
Fig.3 Pretension difference during the tension and thrust
was changed
(a)张力;(b)推力
图 4 前、后机架的转数变化
Fig.4 r.p.m change of the back and forward stand
1—后机架;2—前机架
4 结论
(1) 笔者研究的智能化张力控制系统的控制精度很高,机架间张力大于150 N,控制系统即可以感知并开始调控。
(2) 借助本控制系统可以实现复杂断面型钢的微张力连轧,在其控制下,机架间张力不会对轧件尺寸和轧制力能参数产生明显影响。
(3) 采用微型计算机,可以实现机架间张力的智能化控制,控制系统本身可根据张力信号的变化确定前后机架的主电机转数,以保持秒流
量相等。
图 5 张力对件厚的影响
Fig.5 Influence of tension on thickness
of rolled beam
1—凸缘;2—腹板
图 6 张力对轧制力能的影响
Fig.6 Influence of tension on load
and torque of mill
1—轧制力;2—轧制力矩
参考文献
1Katao,Migano.On the Heat Treatment,Microstructure and Mechanical Properties of Heavy Gauge Steels for Nuclear Reactor Pressure Vessel.The Tapan Steel Workes Technical Review,1967,29:623.
2 中尾仁二.材料面から见た原子炉压力容器の安全性について压力技术,1977,15(5):13.
3Iroine K J,Pickering F B.Continuous-cooled Bainites.London:J Iron and Steel Inst.,1963.201,518.。