冷连轧机启动张力控制的数学模型探讨
3 带钢冷轧过程控制数学模型

RAL
Hill轧制力矩公式
3.4.5 轧制力矩及功率模型
1 G = ( (km − ξ )WR ( hin − hout ) QG + tinWRhin − toutWRhout ) × + ΔGL 1000
RAL NEU
RAL
k: 变形抗力(N/mm2) kin: 入口变形抗力(N/mm2) kout: 出口变形抗力(N/mm2) km: 平均变形抗力(N/mm2) h: 厚度(mm) h0: 原料厚度(mm) hin: 入口厚度(mm) hout: 出口厚度(mm) hm: 平均厚度(mm) rt: 总压下率(%)
RAL
(2) 动态变规格
动态变规格,就是在轧制过程中动态地进行产品 规格的变换,亦即在不停机的情况下,把一种产 品规格(钢种、厚度、宽度等)变换成另一种产 品规格。 这一技术是全连续轧制成功与否的关键,冷 连轧机组必须采用动态变规格技术。
RAL NEU
RAL
(2) 动态变规格
动态变规格的主要困难和需要解决的问题:时间 要在极短的时间内由一个轧制规程变换到另一个轧制规程, 也就是使辊缝和辊速做大幅度变化。如果不按一定规律进 行,势必引起机架间张力的大幅度变化,严重时可能导致断 带或带钢折叠进入轧机,而使轧制过程不能继续进行。 因此在进行动态变规格之前,要进行动态变规格的设定值计 算,由于时间很短,由人工完成控制计算的任务是无法实现 的,只有依靠计算机才能完成。
Elastic recovery zone
RAL NEU
RAL
3.4 .1 变形抗力模型
(1) 基本公式: 厚度为h时的变形抗力 k
⎛ 2 ⎞ 2 100 k= Ck 0 k 0 ⎜ ln +ε0⎟ 3 ⎝ 3 100 − ζ ⋅ rt ⎠
汽车钢冷连轧轧机张力控制优化
制方向相同称为前张力ꎬ反之称为后张力ꎮ 前、后张 降低ꎬ且后张力对降低轧制力效果较前张力更加明
力对轧制的影响不同ꎬ在变形区内ꎬ带钢从入口至出 显ꎮ 若一味增加后张力ꎬ会导致整个变形区全部成为
口逐渐受到压缩ꎮ 中性面前ꎬ带钢主要受到后张力 后滑区ꎬ使轧机打滑ꎬ破坏轧制的稳定性ꎮ 在连轧机
的影响ꎬ也是主要的变形区ꎻ中性面之后受到前张力 中ꎬ前机架的前张力为下一机架的后张力ꎬ因此一定
OPTIMIZATION OF TENSION CONTROL ON COLD - ROLLED AUTOMOBILE STEEL
Tian WenboꎬLi LantaoꎬWen Geng
( Hanbao cold - rolled plant of HBIS Group Hansteel Companyꎬ Handanꎬ Hebeiꎬ 056015) Abstract: Rolling tension is an important parameter affecting the stability of cold rolling mill. The classificationꎬ function and setting principle of tension are introduced. On the basis of stress - strain curve of automobile steelꎬ Hanbao cold rolling plant continuously optimizes the tension coefficient between stands. Thereforeꎬ the rolling stability of 2 180 mm acid rolling mill is improved obviouslyꎬ and the number of strip misalignment or roll - crack accidents is reduced obviously. Key words:tandem cold rolling millꎻ tensionꎻ stress - strain curveꎻ tension coefficientꎻ optimization
浅谈冷轧机电气控制中的张力控制

浅谈冷轧机电气控制中的张力控制摘要:经济在不断的发展,社会在不断的进步,在卷材卷取与开卷的时候,随着卷径的变化,其张力也将随之发生变化,为冷轧机的正常运行造成不利影响。
本文主要阐述了冷轧机生产过程中张力波动的影响因素,以及张力控制的基本原理和张力的基本概念等,希望通过本文的研究为冷轧机生产过程中的张力控制提供有益的借鉴。
关键词:冷轧机;电气控制;张力控制引言20世纪90年代以后,我国铜加工企业陆续从国外引进了一些现代化铜板带轧机。
在消化、吸收国外先进技术的基础上,我国近年来也自行开发研制了一批新型高精度轧机,大大提升了我国铜板带生产的装备水平。
本文介绍我院为某铜加工厂设计制造的560~可逆铜带冷轧机电气控制系统的原理和系统组成。
1张力在轧制过程中的作用张力是指轧机的前后卷筒给带材拉紧的力,或者机架之间相互作用使带材承受的拉力。
以前张力为例,卷筒的外缘线速度只有大于带材的出辊速度,也就是速度之差大于零,才能建立前张力。
在轧制过程中,张力有如下作用:(1)能降低单位压力,调整主电机的负荷。
张力的作用使变形区的应力状态发生了变化,减少了纵向的压应力,从而使轧制时金属的变形抗力减少,降低了轧制压力,减少轧制时的能耗。
前张力使轧制力矩减少,后张力使轧制力矩增加,当前张力大于后张力时,能减轻主电机的负荷、增大道次的加工率。
(2)调节张力可控制带材厚度。
由弹跳方程H=S+P/K(其中,H为轧出厚度,mm;S为轧辊辊缝,mm;P为轧制压力,kg;K为刚度系数,kg/mm)可知,用改变张力大小的方法来改变轧制压力,可使轧出的厚度发生变化。
(3)调整张力可控制板形。
改变张力能够改变轧制力,压力的变化影响到轧辊的弹性弯曲,从而改变了辊缝的形状。
此外,改变张应力沿带材宽向的分布,使金属沿横向的延伸均匀,从而获得良好的板形。
(4)防止带材跑偏,保证轧制稳定。
在张力作用下,配合对中系统将有效防止带材跑偏。
(5)防止出现断带、堆料等现象。
冷轧过程控制数学模型的内容

冷轧过程控制数学模型的内容冷轧过程控制的数学模型包括:轧制力模型、前滑模型、速度模型、张力模型、机架刚度模型、带钢刚度模型、轧辊梭形计算模型、带钢温度模型、冷却液流量计算模型、辊缝模型、弯辊模型、轧辊温度和磨损模型。
(1)轧制力模型。
在冷轧生产过程中,过程计箅机使用的关于辊缝设定计算的轧制力模型大体有三种。
这三种压力模型是Bland-Ford模型、W.LRoberts简化的摩擦锥模型(称为Roberts模型)和M.D.Stone模型。
通过大量冷轧生产过程可以总结出,这些模型在带钢小压下量的情况下具有一定精度的近似性。
对于三个轧制力模型系数的假定和计算,可总结出以下几点:中国冶金行业网1)对每个模型采用同样的屈服强度计箅公式。
2)对各个模型推导的摩擦方程系数不一样,不同模型中的摩擦系数根据经验公式计算,公式中含有由采集的现场数据回归分析得到的常数,还包括带钢屈服强度、压下率、带钢张力、厚度和给定工作辊及速度等参数。
3)在不同的模型中采用了不同的工作辊压扁半径公式。
可发现,采用Hitchcock压扁半径公式的M.D.Stone模型,在带钢压下率大于3%且小于5%时能给出好的估算值,建议不要将它用于压下率小于3%的情况。
在Roberts模型中,需要根据情况选用不同的压扁半径公式,这取决于带钢的压下率和带钢的厚度。
当带钢厚度大于0.5_和压下率大于3%时,采用Hhchcock压扁半径公式;对于厚度小于0.5_的很薄的带钢和压下率小于3%的情况,建议采用Roberts压扁半径公式。
在带钢入口厚度不大于5.08mm且各机架压下率大于3%的情况下,建议使用Bland-Ford模型的Hill简化公式。
而大部分正在生产的冷连轧机,可满足Bland-Ford模型的Hill简化公式所要求的条件。
(2)前滑模型。
在轧制模型计算中,用前滑模型来描述带钢速度超过轧辊转速的比例。
前滑值可以用理论公式计算,也可以用经验公式计算,还可以取经验值。
连轧时的张力设定计算和张力的自动控制
控制原理框图
五、无张力控制展望—体现在如下方面 在无张力控制方式方面 在张力与尺寸之间的关系方面 自动控制的最优化问题 其他方面还应进一步开展对无张力控 制性能评价等方法的研究
热连轧精轧机组连轧时的张力自动 控制 一、精轧机组连轧的基本过程 1. 咬入阶段:占1~2s时间 (1)特点:轧件在咬入阶段受到轧件冲 击载荷作用后,轧机会产生动态速降; 由于有动态速降导致产生一定的活套 量;并且此活套量在规定的范围内还会 随活套支持器的摆角而变化。
三、双机连轧时控制张力的方法 1.宽带钢粗轧连轧时控制张力的方法 双机连轧时的张力控制最具代表 性的是热连轧带钢粗轧机组的倒数第 一、二机架。控制张力的方法有: 采用重型活套支持器进行控制 采用无张力控制
2. 两种控制方法应用评述 (1)采用重型活套支持器进行控制 ⇒ 重型活套支持器结构笨重庞大,机械 惯性很大,控制起来很不灵敏,易出事 故,且排除事故较麻烦。 (2)采用无张力控制 ⇒从电气控制系统中采取措施,通过检 测轧制压力和轧制力矩,经计算机进行 控制运算,采用电流记忆、力矩记忆或 轧制力矩-轧制压力记忆的方法,来控制 直流传动的机架的速度。应用广泛。
四、双机连札时无张力控制的基本原理
1. 双机连轧时无张力控制的基本思想
以轧件仅在R3机架中轧制时所计 算出来的力臂a作为轧件在R3与R4双 机连轧时的力臂,然后再按双机连轧 时的张力T与轧制力矩MCR的关系, 即张力与R3机架电动机的电枢电流Ia 的关系,通过R3机架电动机电枢电流 的变化,来反映张力的变化,并且通 过控制Ia来实现双机连轧时的无张力 控制。
3. 优缺点 控制系统简单,避免了卷径变化、速 度变化和空载转矩等对张力的影响, 控制精度高。 不易稳定。尤其是用张力计反馈的系 统,在建立张力的过程中,有时容易 出现“反弹”现象而影响控制效果⇒ 采用直接法张力控制系统都要设法先 建立张力,待建立稳定的张力之后, 再将张力闭环系统投人工作。
冷轧连续镀锌机组带钢张力控制算法研究

冷轧连续镀锌机组带钢张力控制算法研究摘要:张力是工业生产过程中的重要参数。
在带钢连续镀锌过程中,带钢张力的波动是造成带钢产品质量下降及制约连续镀锌机组高速运行的重要原因。
关键词:冷轧,张力控制。
Strip Tension Control in Continuous Galvanizing Process Abstract: Tension is the importance parameter for the industrial production. In continuous galvanizing process, strip tension is an important factor that decides whether the continuous galvanizing line works steadily and promptly or not.Key words: cold-rolling, tension control引言连续镀锌机组是生产高质量冷轧带钢的关键设备,带钢在该机组中进行再结晶退火处理,以完善带钢的微观组织,提高带钢的塑性和冲压成形性。
经过镀锌的带钢防腐性能大大提高。
带钢具有合适的张力是带钢高速运行及防止带钢跑偏和热瓢曲,获得良好带钢板形的重要条件之一。
张力的波动不仅会影响带钢产品的质量,严重时会导致带钢断带,造成连续镀锌机组停产。
镀锌机组一旦停产,将会产生废品和协议品。
因此,掌握带钢张力的动态特性,保证带钢在连续镀锌过程中具有合适、稳定的张力,是提高带钢产品质量和产量的重要手段。
连续镀锌机组工艺过程十分复杂,设备众多,自动化控制系统所涉及的范围非常广泛,但控制方法和应用的理论并不像冷连轧机那样复杂。
各个工艺段存在共同的自动化控制功能,分别为:物料跟踪功能,带钢速度控制,带钢张力控制,设备的顺序动作控制,急停连锁控制;数据采集与处理,二级数据库管理,炉区数学模型控制,气刀测厚镀层控制。
基于轧制模型中张力控制系统的计算研究
( 2 )如果在 轧制规范 中定义 了单位 附加 程 与预计算 中是一样 的。不 同点在 于计算 的输 张力,则计算机架 出 口单位 附加 张力计 算初始 入值 中多了实 际张力 的影响 。由于每个机架都
值。
f l a … …)
有 测张 辊,L 2将 以 2 0 0毫秒 的周期 对实 际数
产生新的设定值,并且发送 到 L l 。
( 4 )调用磨擦 系数公式 计算当前机 架的
摩擦 系数。 ( 5 )为轧制模型提供输入值 。 ( 6 )调用轧制 模型对此 张力输入值 进行 校验, 同时给出新 的轧制力和新 的接触弧长度 。 新的轧制力和新的接触弧长 度。
4 结 束语
其中:
0 组 数据后 ,进行测量 ( 3 )如果在轧 制规范 中没有定义单位 附 据 进行采集 ,采集满 3 加张力, 则计算机架单位附加张力近似值;注:
在道次计算中也对单位附加张力进行计算,其 计算结果一般与轧制规范中定义的单位张力相 同或者等于此机架前后张力的极限值减 去 ̄ L @ I J 规范中定义的单位 张力。
( 7 )调用模 型系数修 正,得到修 正后的 是建立在生产工艺经验数据 、轧制规范、数学
( 4 )计算张力修正系数和 轧辊压扁率 。 ( 5 )将单位 附加张力与 张力修正系 数相 乘 ,得到新的单位附加张力。
( 6 )对 于 厚 带头 情 况 下 的单 位 附 加 张 力 ,
在 过程 计算机 中 的张力 计算 主要用 到 了
轧制模 型和 磨擦 系数 计算 以及神经 网络系数修
( 1 + ( we a r _ O / ( 1 一 we a r we a r _ 1 ) 、 ( 1 + l n ( h / f _ O ) f J 1
冷连轧机张力控制
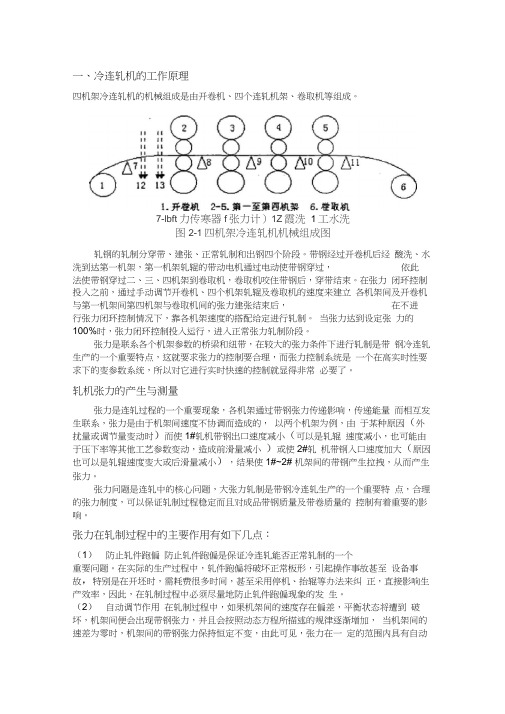
一、冷连轧机的工作原理四机架冷连轧机的机械组成是由开卷机、四个连轧机架、卷取机等组成。
7-lbft力传寒器f张力计)1Z霞洗1工水洗图2-1四机架冷连轧机机械组成图轧钢的轧制分穿带、建张、正常轧制和出钢四个阶段。
带钢经过开卷机后经酸洗、水洗到达第一机架,第一机架轧辊的带动电机通过电动使带钢穿过,依此法使带钢穿过二、三、四机架到卷取机,卷取机咬住带钢后,穿带结束。
在张力闭环控制投入之前,通过手动调节开卷机、四个机架轧辊及卷取机的速度来建立各机架间及开卷机与第一机架间第四机架与卷取机间的张力建张结束后,在不进行张力闭环控制情况下,靠各机架速度的搭配给定进行轧制。
当张力达到设定张力的100%时,张力闭环控制投入运行,进入正常张力轧制阶段。
张力是联系各个机架参数的桥梁和纽带,在较大的张力条件下进行轧制是带钢冷连轧生产的一个重要特点,这就要求张力的控制要合理,而张力控制系统是一个在高实时性要求下的变参数系统,所以对它进行实时快速的控制就显得非常必要了。
轧机张力的产生与测量张力是连轧过程的一个重要现象,各机架通过带钢张力传递影响,传递能量而相互发生联系,张力是由于机架间速度不协调而造成的,以两个机架为例,由于某种原因(外扰量或调节量变动时)而使1#轧机带钢出口速度减小(可以是轧辊速度减小,也可能由于压下率等其他工艺参数变动,造成前滑量减小)或使2#轧机带钢入口速度加大(原因也可以是轧辊速度变大或后滑量减小),结果使1#~2# 机架间的带钢产生拉拽,从而产生张力。
张力问题是连轧中的核心问题,大张力轧制是带钢冷连轧生产的一个重要特点,合理的张力制度,可以保证轧制过程稳定而且对成品带钢质量及带卷质量的控制有着重要的影响。
张力在轧制过程中的主要作用有如下几点:(1)防止轧件跑偏防止轧件跑偏是保证冷连轧能否正常轧制的一个重要问题。
在实际的生产过程中,轧件跑偏将破坏正常板形,引起操作事故甚至设备事故,特别是在开坯时,需耗费很多时间,甚至采用停机、抬辊等办法来纠正,直接影响生产效率,因此,在轧制过程中必须尽量地防止轧件跑偏现象的发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
间带钢将产生拉伸形变 , 带钢拉伸长度与机架 问
长 度 的关 系为 :
力与 i 机架 出 口与 i +1机 架 入 口带 钢 速 度 差 有
关, 因此调 节 i +1机 架 间 的速 度 差 就 可 以调 ~i 节ii ~ +1机架 间 的 张力 。在 实 际生 产 中通 过 调 节i 机架 的速度 来 达 到调 节 i +1机 架 间 张 力 ~i
化之 间关 系公 式如 下 :
当系统 检 测 到 A 。 为 正 时 , 产 生 △ h+ 则 +为 正, 由于 此 时 i 架 出 口的带 钢速 度保 持 不 变 , 机 因 此 i +1机 架 间 的实 际 张 力 将 变 大 , 了 使 系 ~i 为 统重 新过 渡 到稳 定 状 态 , 使 ~ +1机 架 间 的 张 力稳 定 , 需要压 下 系统 执行 正 的 △ : 其 中 △si 5i , J由
由公 式 ( ) ( ) : 1和 2 得 △ 1 V+ ×A i1 K [ + + = i1 S+ X / ( K)×H] ( ) 3 当 +1机 架 辊 缝 变 化 后 , 产 生 一 定 量 的 会
△ 在 i +1机架 问 ,机架 出 口带钢 速度 和 i +, ~i i
范 围 内 , 决 定 启 动 过 程 顺 利 与否 的 主要 因 素 。 是 梅 钢 冷连轧 机组 从 2 0 0 9年投 产 运行 以来 , 在机 组 启动 过程 中 , 别是 当生 产薄料 时 , 特 由于 张力波 动
较大 经常 出现 断带 、 张等事故 , 加 了操作 人员 失 增 的劳 动强 度 、 接影 响 到生产效 率 , 直 造成 原料 的浪 费¨I , 4 因此有 必 要 对 轧 机启 动 的张 力 控 制 进 行
趋 向 0, 到厚 度偏 差 和张力 的稳 定控 制 。 达
2 2 速度 式张 力调 节数 学模 型 .
式 () :h 为 i 1 中 A +1机 架 出 口带 钢 厚 度 变 化
量 ;S 为 i A… +1机架 辊缝 变化 量 ; K为 刚度 系数 ;
为 塑性 系数 。
假设 i 机 架 入 口带 钢 厚 度 和 i +1 +1机 架 出
・
4 6・
梅 山科技
21 0 2年第 4期
冷连 轧 机 启动 张 力控 制 的数 学模 型探讨
陈宗仁 严加根 。 刘 东 ( . 山钢铁 公 司冷轧 厂设 备 室 南京 1梅 2 03 109
2 宝立 自动化 工程 有 限公 司 上 海 2 10 ) . 0 90 摘 要: 由于冷连 轧机 组启动 时 带钢 的厚度 和速度 变化 较 大 , 导致 机 架 间张 力的 波动也较
的 目的 。
对公 式 ( 4 两边 微分可 得 : 1)
a i B X i T d V= EXd / t hX (5 1)
在 酸连轧 机组 带钢启 动 张力数 学模 型的研 究
的理论基 础上 , 以逐 步对 启 动 张 力控 制 程 序 进 可
张 。在 静态 张力 建 立 过 程 中 , 速度 的调 节 量是 实
形段过相邻机架时, 会导致相邻机架出口的厚度偏 差剧烈波动 , 由于厚 差 的波 动 , 机架 的秒 流量 平 各 衡遭到破坏 , 进而 会导 致机 架 间张 力振 荡 , 一旦 张 力达 到带钢 极限屈服值 , 导致断带 。 就会
Dic s i n o a he a i a o lo ar - nso n r lo s u so n M t m tc lM de fSt tup Te i n Co t o f Co d nde li i l Ta m Ro l ng M l l
C e n rn h n Zo g e
理 论 分析 , 为启 动 张力 的优化 奠定 理论技 术基 础 。
1 轧机 启动 阶段 张力 波动大 原 因分析
际张力与给定张力的差值计算所得 , 当偏差值较 大, 产生速度调节量过大 , 易造成超调量过大或失 张 , 旦 张 力 达 到 带 钢 极 限 屈 服 值 , 会 导 致 一 就 断带。 当轧机速 度 大 于穿 带 速 度 时 , 用 速 度 差 不 利 能很 好 地调节 张 力 , 由静 态 张力 切 换 为 动态 张 力 建 立过 程 , 动态 张力 的建 立 过程 依 据 秒 流 量 的平
2 启 动 张力调 节数 学模 型
梅钢 冷连 轧机 启 动 分 为 两种 情 况 : 是 热 带 一
陈 宗仁 严 加根 刘 东 冷 连轧机 启 动 张力控 制 的数 学模型探 讨
・ 7・ 4
启 动 , 热 轧卷 穿 带 到 冷 连 轧 机 卷 取 机 上 , 把 以热 带 形式 直 接 压 下 并 启 动 轧 机 , 启 动 的 过 程 中 , 在 热带 的加 工 硬 化 系 数 会 发 生 改 变 , 度 向 目标 厚 值渐 变 , 时必 须 保 证 出 口速 度 的恒 定 , 架 间 同 机
Ke r y wo ds: od tn e rli g;e in c n r l t n in c nr lb ol rg p;e i n c n r lb c l a d m oln tnso o to ;e so o to y rle a tnso o to y
冷 连轧 机 的启动 轧制 过程是 正 常连轧 生产 的 开 始 , 机组 的产 能 及 产 品 质量 的影 响 很 大 。在 对 启 动轧 制过 程 中 , 钢 张 力 波 动 能否 控 制 在 一 定 带
Y h Ja e L uDo g a ig n i n
( .E up e t e t no C l R ln ln o i a r 1 q im n S c o f o ol gPa t f s nI n& Sel o . aj g2 0 3 . i d i Me h o te C . N ni 10 9 n 2 B o uo t nE g er gC . Ld , h n hi 0 9 0 . a lA t i ni ei o ,t. S ag a 2 1 0 ) i ma o n n
轧机 启动 阶段 张力 的建立 过 程是一 个 动态平 衡过 程 , 动 阶段 当轧 机速度 小 于穿带 速度 时 , 启 是
静 态 张力 建立 过程 。静 态张 力建 立过程 是通 过 主 传动 来建 立 , 即通 过机 架 间的速 度差来 建立 张力 , 各机 组 主传 动 的响 应 特性 不 同 , 难 按 照 给定 速 很 度协 调 一致 地工 作 , 导 致 张 力 超调 量 过 大 或 失 易
衡来 达到张 力 的稳定 。秒流 量 的平衡 是 通过 调 节 辊缝 , 辊缝的调 节量 依据 厚度 偏 差 的变化 , 动 态 在 张力 的建立过程 中 , 机架间带钢存 在 4段楔 形带 钢
段, 1 即 机架后 带钢楔形段 、 2机架后带钢楔 形段 、 3 机架后带钢 楔形段 、 架后带 钢楔 形段 。 当各 楔 4机
式 ( ) : V+ 为 i 2中 Aj +1机 架 入 口带 钢 速 度 变 化
量 ; +为 i 机 架入 口带 钢厚 度 ;i1 日i +1 +为 +1机 架 出 口带 钢速 度 ;h+为 +1 架 出 口带钢厚 度 Ai 机
・
4 8・
梅 山科 技
21 0 2年第 4期
变 带钢 的厚度 , 而影 响到 机架 问张力 。冷 连 轧 i 进
~
i ( 1~ ) +1 4 机架 问张 力控 制 原理 基 本相 同 ,
其辊 缝式 张 力调 节 原 理 A R —G( uo t e. T A t i T n mac
s nR g lt —G u e 见 图 1 i eua r a g ) o o 。
定 性 是 影 响 轧 机 启 动 的 关 键 。 在 薄 板 生 产 线
图 1 辊 缝 式张 力控 制原 理框 图
图 1中 :1 张 力 给 定 值 ; F为 张 力 实 际 7。 R为 T
变化量 。
值 ; 为 张力偏 差值 ;Si i △ A 为 +1机 架 张力 变 化
A C A tm t a g o t 1控 制 的张力部 分 和 G ( uo ai G ueC nr ) c o () 1
△ i1 h+ X( + + =A i1 M )/
非张力 部 分 。当 A : Si 后 , 以消除 △ … 对 系 执行 可 统 的影 响 , A … 变 化趋 向 0 进 而使 △ 使 h , +变化
引起 的辊缝 变化 ; Si i A 为 +1机架 实 际辊缝 变化 ; A R—G为辊 缝式 张力 调节 器 。 T A R—G是 当 i T +1机 架 辊缝 发生 变 化 时 , 为 维持 机 架 出 口速 度 和 i +1机 架 出 口厚 度 的恒 定, 而进 行 +1机 架 辊缝 调 节 的控 制 回路 , 而 从
化 影 响极 大 。 2 1 辊 缝式 张力 调节数 学模 型 . 首先 建立 辊缝 式 张力 调 节 数 学模 型 , 理论 从 上分 析 张力 波动产 生 的原 因 。辊 缝 的调整 能够 改
程 中 的停 机 再 次启 动 , 最 初 的记 忆 轧 制 力 , 从 恒
轧制 力 状 态 迅 速 切 换 到 A C辊 缝 控 制 , 经 轧 G 已 制过 的带 钢 很快 达 到 目标 厚 度 。启 动 张 力 的 稳
大。针 对轧机 启动过 程 中张 力波动 原 因进行 理论 分析 , 立 了启动 张 力控 制 的优化 数 学模 型 , 建
主要 包括 轧机 启 动阶段 采 用辊缝 式 张力调 节模 型和 速度 式张 力调 节模 型 , 而为 启动 张 力控 从
制 的优化 奠 定 了技 术基础 。 关键 词 : 冷连 轧 ; 张力控 制 ; 缝 式张 力调 节 ; 辊 速度 式 张力调 节