尿素合成塔特性参数及其选材
CO2汽提法工艺中最详细最全面尿素合成塔的相关知识
CO2汽提法工艺中最详细最全面尿素合成塔的相关知识尿素合成塔是CO2汽提法尿素生产装置中最重要的设备之一,不论采用射线源测量液位的传统型CO2汽提工艺日产1070吨尿素的尿素合成塔;还是采用雷达测量液位的改进型CO2汽提工艺(带池式冷凝器)日产2860吨尿素的尿素合成塔,它们都是一台结构型式基本相同、立式安装在高框架内带不锈钢衬里的尿素高压反应器。
来自高压冷凝器或池式冷凝器的尿素熔融物分别由尿素合成塔底部的两根接管(N1和N3)进入,在温度170~183度、压力14.2MPa操作条件下在塔内完成尿素合成反应后,由塔内的上部液层内设置带有出液漏斗的内管流下,通过底部接管(N4)引出送至CO2汽提塔上管箱完成等压汽提操作。
尿素合成反应后残留的不凝性气体(含未反应的氨和CO2气体)聚集在液层上方的塔顶空间,由设在顶封头上的接管(N2)送至高压洗涤器完成氨和CO2气体的洗涤吸收操作。
本设备的设计压力为16MPa,设计温度为190度,操作容积根据装置生产能力和采用的工艺方法而定。
一丶尿素合成塔内完成的反应与其它尿素生产方法一样,CO2汽提法尿素合成塔在尿素装置中的作用主要是完成尿素合成反应,由于高压循环系统采用的是CO2汽提工艺并设置了高压冷凝器或池式冷凝器,CO2气体是由汽提塔底部加入,从汽提塔顶部出来的汽提气和新鲜液氨以及循环回来的甲铵液从高压冷凝器顶部管箱(或池式冷凝器壳程)加入,CO2和液氨生成甲铵的反应首先在高压冷凝器管内(或池式冷凝器壳程内)进行,通过对壳程(或管程)副产蒸汽压力及其温度的控制,约有60%的甲铵生成反应已经完成,而甲铵脱水生成尿素的反应较慢,且为吸热反应,受高压冷凝器底部管箱(或池式冷凝器壳程)提供的容积空间限制,停留时间有限,其甲铵脱水生成尿素的反应将绝大部分(或部分)将移至尿素合成塔内完成,其维持反应所需要的热量依靠余下的CO2和液氨在尿素合成塔内进行的甲铵反应生成的热量来提供,其所需的时间(即停留时间)将通过设计时(采用工艺方法)确定的尿素合成塔的尺寸和容积来保证。
尿素造粒塔结构-概述说明以及解释
尿素造粒塔结构-概述说明以及解释1.引言1.1 概述在尿素生产过程中,尿素造粒塔是一个关键的设备,其设计和构造对生产效率和质量起着至关重要的作用。
本文旨在探讨尿素造粒塔结构设计的要点、材料选择和优化方案,以帮助读者更好地了解该设备并提高生产效率。
通过对尿素造粒塔结构的深入分析,希望为相关领域的工程师和研究人员提供有价值的参考和启发。
1.2 文章结构:本文主要分为引言、正文和结论三个部分。
在引言部分,会从概述、文章结构和目的三个方面介绍尿素造粒塔结构的相关内容,为读者提供一个整体的了解。
在正文部分,将重点讨论尿素造粒塔结构设计要点、材料选择和优化方案,通过具体的分析和讨论,深入探讨尿素造粒塔结构的关键问题。
最后在结论部分,将对整个文章进行总结,展望未来研究方向,并给出一些结束语,为读者留下深刻的印象。
整篇文章将以逻辑清晰,内容丰富的方式展现尿素造粒塔结构的实质和重要性。
1.3 目的尿素是一种重要的化肥,其生产过程中需要通过尿素造粒塔进行成品颗粒的制备。
本文旨在探讨尿素造粒塔结构的设计要点、材料选择以及优化方案,以提高生产效率、降低能耗和成本,从而增强企业的竞争力和可持续发展能力。
通过深入研究和分析尿素造粒塔结构相关问题,为实践生产提供技术支持和指导,促进尿素生产工艺的进步和创新,为行业发展做出贡献。
2.正文2.1 尿素造粒塔结构设计要点尿素造粒塔是化肥生产过程中的重要设备,其结构设计要点对于设备的性能和运行稳定性起着至关重要的作用。
以下是尿素造粒塔结构设计要点的几个关键方面:1. 结构强度:尿素造粒塔在生产过程中承受着较大的压力和震动,因此其结构必须具有足够的强度和稳定性。
设计时需要考虑材料的强度参数,结构的受力情况以及工作环境对结构的影响。
2. 散热性能:尿素造粒过程中会产生大量的热量,为了保证设备的正常运行,需要考虑其散热性能。
设计时应该充分考虑散热器的布置和材质选择,确保设备能够有效地散热。
16MnR钢制尿素合成塔的焊接工艺设计
16MnR钢制尿素合成塔的焊接工艺设计一、产品简介1、服役条件尿素合成塔的用途是使生产原料在塔体内进行合成反应,获得尿素的半成品。
净化后的气体二氧化碳经二氧化碳压缩机加压至一定压力送入合成塔底部,合成氨车间送来的液氨经过滤器除去油泥、铁屑、触媒等杂质后经液氨泵加压至一定压力送入尿素合成塔底部。
氨与二氧化碳进入合成塔后,在高温高压作用下自塔底部向上流动,同时进行尿素的合成反应,此过程中尿素的合成油两个反应过程完成,此反应在温度160~230℃、压力在10~25MPa的条件下进行,经过一定的停留时间,反应后生成一种熔融物,由合成塔的顶部排除,经减压阀降至一定压力,再送入下一步处理。
尿素的生成时一个复杂的反应过程,受压力、温度、组分等多种因素的影响,所以尿素合成塔的工作环境十分复杂、工作条件十分苛刻,必须根据设备生产能力及相应的生产系统选择具体适宜的工艺条件。
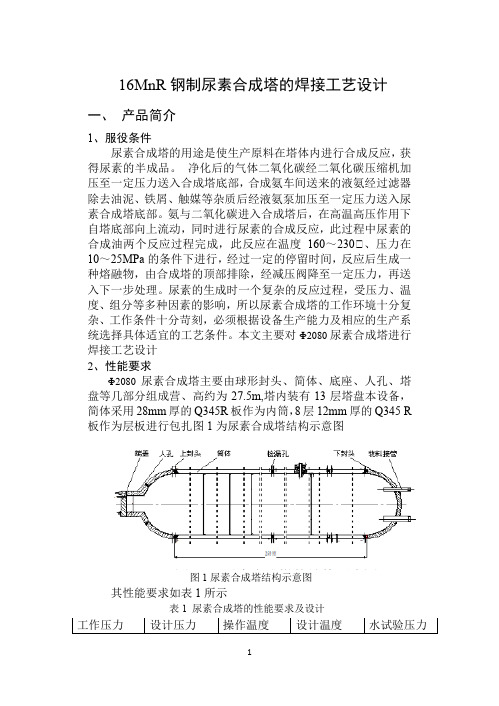
本文主要对Φ2080尿素合成塔进行焊接工艺设计2、性能要求Φ2080尿素合成塔主要由球形封头、简体、底座、人孔、塔盘等几部分组成营、高约为27.5m,塔内装有13层塔盘本设备,简体采用28mm厚的Q345R板作为内筒,8层12mm厚的Q345 R 板作为层板进行包扎图1为尿素合成塔结构示意图图1尿素合成塔结构示意图其性能要求如表1所示表1 尿素合成塔的性能要求及设计二、制作材料分析1、成分16MnR:16MnR是普通低合金钢,是锅炉压力容器专用钢,锅炉压力容器的常用材料。
它的强度较高、塑性韧性良好。
常见交货状态为热轧或正火。
属低合金高强度钢,含Mn量较低。
性能与20G(412-540)近似,抗拉强度为(450-655)稍强,伸长率为19-21%,比20G的大于24%差。
标准来源GB6654,2010年该钢号逐渐被Q345R所取代。
其化学成分如表2所示表2 16MnR化学成分表增加,屈服点和抗拉强度升高,但塑性和冲击性降低。
由于韧性、焊接和冷成型性能要求高这类钢的含C量不超过0.20%。
尿素合成塔结构
尿素合成塔结构
尿素合成塔是一种用于制造化肥的重要设备,其结构主要由塔体、塔盖、塔底、进出料口以及内部填料等组成。
塔体一般采用不锈钢材质制造,以保证其耐腐蚀性能和使用寿命。
塔盖和塔底则采用钢板或玻璃钢材质制造,以保证其密封性和强度。
进出料口则通常设在塔体的顶部和底部,方便料液的进出。
填料则是尿素合成过程中的重要组成部分,其主要作用是提高反应的效率和产率。
常用的填料材料有金属网、陶瓷环、塑料泡沫球等。
此外,还需要配备压力表、温度计、流量计等辅助设备,以便监测和控制反应过程中的参数。
- 1 -。
合成塔检漏孔漏检修方案

尿素合成塔检修方案一、尿素合成塔的结构简介尿素合成塔设计内径为2206mm,塔高40000mm,容积158.2m3。
该尿素合成塔(图一)主要由上下封头、16个筒节、塔盘、出料管和进料管组成。
筒节采用多层包扎结构,由内向外分别为7mm的耐蚀层衬里,6mm的不锈钢盲层和8mm×12的碳钢层板。
筒体采用KTEN-62M衬316L-MOD板材;上下封头由19Mn5堆焊00Gr25Ni22Mo2材料而成。
因筒节间环焊缝是耐腐蚀的薄弱地带,又特别增设了环焊缝盖板,盖板与衬里采用角焊连接,为了及时发现角焊缝泄露,在环形盖板外侧用检漏管引至筒体之外,每层环焊缝有4个检漏管,且是相通的,一旦角焊缝或盖板出现泄露便能及时发现。
二、事情经过及检修过程3月26日工艺班组对尿素合成塔R101进行每月一次例行检漏,当检漏至合成塔第十、十一筒节(从下往上)时,发现西侧检漏口有少量甲胺结晶,当时判断为检漏孔漏,立即向上级部门汇报,其它检漏孔未发现异常。
工程技术人员和分厂领导用不锈钢焊条将结晶体捅开,检漏管内无结晶体,联系中化用测爆仪测量,氨含量为50,目前尿素厂要求每班2小时爬上去检查一次,并用空气确认检漏孔是否畅通,要求每班对分析数据有详细记录,发现异常及时汇报,经过几天的观察,4月2号有尿液结晶增大迹象,在此情形下尿素厂制定检修方案如下:尿素合成塔检漏系统如上图所示:根据检漏系统图,判断为盖板环、纵焊缝有针孔或小裂纹引起的泄漏,热态下泄漏不大,针孔处于膨胀状态,停车时随着合成塔温度下降,针孔会有数收缩,用常规的检漏方法(PT、氨渗透)能检测漏点,对其进行补焊只用2小时就能完成。
如果检测不出来,那只能对这两筒节的环、纵焊缝进行打磨补焊处理,焊接时间需要1天,焊接完成后对其着色检查,确保万无一失,具体步奏如下:⑴工艺处理合格、拆人孔大盖⑵罐内分析合格将塔盘拆至第八层⑶利用PT、氨渗透对十、十一层筒节衬里进行查漏⑷发现漏点对其进行补焊、焊接完后进行PT、氨渗透查漏⑸不能发现漏点,对十、十一层筒节衬里盖板环、纵焊缝打磨处理,再进行补焊,焊接完成后对其进行PT、氨渗透查漏,并检查铁素体含量⑹焊接过程中严格控制电流,并用氩弧焊进行焊接⑺人孔大盖回装的过程中注意密封垫的方向及油压⑻开车时进行热紧⑼开车正常后对该检漏孔进行检查附录A 尿素高压设备氨渗漏试验方法A1 当设备衬里焊缝盖板或盖板焊缝存在缺陷引起泄漏,用一般检查方法查不出泄漏点时,应采用氨渗漏方法进行检漏。
Φ1000层板包扎式尿素合成塔
Φ1000层板包扎式尿素合成塔设计(平板封头)学生:学号:专业:班级:指导教师:年月毕业设计(论文)任务书设计(论文)题目:φ1000层板包扎式尿素合成塔设计(平板封头)院:专业:班级:学号:学生:指导教师:接受任务时间系主任(签名)院长(签名)1.毕业设计(论文)的主要内容及基本要求设计(论文)的原始数据年产8万吨尿素,塔体为层板包扎式,工艺采用水溶液全循环法。
2.指定查阅的主要参考文献及说明①《机械设计手册》,机械工业出版社②GB150-98《钢制压力容器》以及《相关标准》③《机械制图》,清华大学出版社④《材料与零部件》,《化工设计手册》编写组,上海人民出版社⑤《高压容器设计》上海人民出版社⑥《尿素生产工艺》期刊主要有:《中氮肥》、《化工设计通讯》、《化工机械》、《化肥工业》3.进度安排摘要尿素合成塔是合成尿素生产过程中的主要关键设备,因此尿素合成塔的设计和制造显得尤为重要。
本设计工艺采用水溶液全循环法,设计中对整个塔设备进行了详细的工艺计算和热量衡算。
依据国家标准对尿素合成塔进行了结构设计和强度分析。
关键词:尿素合成塔;工艺计算;结构设计;强度计算ABSTRACTUrea synthesis reactor is the key equipment in the production of urea synthetic, Thus urea reactor design and manufacture appears to be particularly important. The design of the traditional design of the succession model,the design of the entire urea reactor carried out a detailed calculation of the technics and the heat balance. The design basis for national standards for urea synthesis tower of strength for the design and structure. Meanwhile, through the use of the large-scale CNC tube bender can increase the length of the section, thereby reduce the cylinder for the girth weld, and increase security of the tower .Keywords:Urea synthesis reactor;strength calculation;Structure design;Process Calculation;national standards.目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章绪论 (1)1.1 尿素及其生产概况 (1)1.2 尿素的性质 (2)1.2.1 尿素的物理性质 (2)1.2.2尿素的化学性质 (2)1.3尿素的用途 (2)1.4 尿素生产方法 (3)1.4.1 尿素生产原料 (3)1.4.2水溶液全循环法 (3)第二章工艺计算 (5)2.1物料衡算计算条件的确定 (5)2.2水溶液全循环法物料衡算 (8)2.2.1 压缩系统 (8)2.2.2 合成系统 (10)2.3合成塔的热量衡算 (13)第三章尿素合成塔的结构选型及论证 (18)3.1 尿素合成塔总体结构基本要求 (18)3.2 合成塔的总体结构型式 (18)3.3尿素合成塔的筒体结构型式及其论证 (18)3.3.1 单层式 (18)3.3.2 组合式 (19)3.3.2.1多层包扎式 (19)3.3.2.2热套式 (20)3.3.2.3绕板式 (20)3.3.2.4整体多层包扎式 (21)3.3.2.5绕带式 (22)第四章尿素合成塔设备和内件材料的选择及论证 (24)4.1 材料选择的原则 (24)4.2 筒体外筒材料的选择及论证 (24)4.3 衬里、接管和内件材料的选择 (24)第五章尿素合成塔的结构设计计算 (26)5.1 尿素合成塔的有效容积 (26)5.1.1 设计条件 (26)5.1.2 设计程序 (26)5.1.3 计算 (26)5.2 筒体设计计算 (27)5.2.1 设计条件 (27)5.2.2 强度设计计算 (27)5.3 密封件的设计计算 (28)5.3.1 密封结构的选型及其论证 (28)5.3.1.1 (28)5.3.1.2 (28)5.3.2 密封件材料选择及结构尺寸的确定 (30)5.3.3 主螺栓载荷计算 (31)5.3.4 主螺栓及主螺母的设计计算 (31)5.4 筒体端部法兰设计计算 (33)5.4.1 法兰结构型式 (33)5.4.2法兰常用材料 (34)5.4.3 法兰的结构尺寸 (34)5.4.4 法兰的强度校核 (35)5.5 筒体端部平盖的设计计算 (38)5.5.1 常用材料 (38)5.5.2 结构尺寸 (38)5.5.3 设计计算 (38)5.6 底封头的设计计算 (41)5.6.1封头材料 (41)5.6.2设计计算 (41)5.7 裙座 (42)5.7.1 裙座的选材 (42)5.7.2 裙座的结构选型 (42)5.7.3 裙座尺寸的确定 (42)5.8 塔板 (42)5.8.1 塔板材料 (42)5.8.2 塔板数的确定 (43)5.8.3 塔板结构 (43)第六章开孔及开孔补强 (44)6.1 接管 (44)6.1.1 接管材料 (44)6.1.2 接管内经计算 (44)6.1.3 接管壁厚 (44)6.2 开孔 (45)6.3 开孔补强 (46)6.3.1 补强的形式 (46)6.3.2 补强的计算 (46)第七章塔设备强度设计和稳定性校核 (51)7.1 塔体的载荷计算 (51)7.1.1 塔体的质量载荷 (51)7.1.2 自振周期计算 (51)7.1.3 风载荷 (52)7.1.4 地震载荷 (54)7.1.5 最大弯矩 (55)7.2 强度及稳定性校核 (55)7.2.1各种载荷引起的轴向应力 (55)7.2.2塔体和裙座危险截面的强度与稳定校核 (56)第八章专题讨论 (58)第九章结论 (60)参考文献 (61)致谢 (62)第一章绪论1.1 尿素及其生产概况(qq1596125885)在化学肥料中,以氮肥需求量最大,应用最广。
2024年尿素合成塔安全运行管(三篇)

2024年尿素合成塔安全运行管xx年3月21日晚21时,鲁西化工集团第三化肥厂尿素合成塔又出现恶性事故,虽然事故原因有待调查,但事故发生之后,各尿素生产企业引起了高度重视,强化了尿素塔的安全运行管理,以期避免类似事故的再度发生。
笔者结合临泉化工股份有限公司6万t/a尿素合成装置谈一下尿素合成塔安全运行管理。
一、设备结构与参数1.水溶液全循环法尿素合成工艺中尿素合成塔是6万t/a尿素的关键设备,经过改造已突破15万t,该设备内衬是由公称尺寸8mm厚的316L尿素级不锈钢材料制成,外壁是一高压筒体保护承压,其内有3块旋流板及多孔板或球帽型塔盘若干分成反应区,原料液氨、二氧化碳和氨基甲酸铵从塔底进入,由于它在高温、高压和强腐蚀介质的条件下使用,如使用不当,极易损坏衬里,造成泄漏。
2主要技术参数设计压力:21.56MPa工作压力:19.6MPa试验压力:26.95MPa容器类别:Ⅲ设计温度:190℃工作温度:188±2℃容积:23m3公称尺寸:φ1200mm×21565mm二、安全运行管理小氮肥行业尿素装置大都在“七五”前后建设起来的,尿素合成塔运行周期在xx年左右,有的已经运行xx年,在安全运行管理方面也积累摸索了一些经验(也可以说有些是教训),合成塔的操作维护检修规程必须严格执行!否则就会降低的使用寿命,造成较快的腐蚀损坏。
1.开停车管理塔内的升温升压、降温降压速度要缓慢。
在开车时,塔内温度小于100℃时,升温速率应为6~8℃/h,塔内温度大于100℃时,升温速率应不大于12℃/h,外壁温度由常温突升时每小时不得超过50℃;在停车时,塔内温度大于100℃时,降温速率不大于30℃/h,塔内温度小于100℃时,降温速率应在8~10℃/h,短停封塔时间不得超过24h,如果超过24h或塔内压力低于12MPa时应作排塔处理。
2.定期监测管理(1)对合成塔检漏蒸汽的监测是发现衬里是否损坏的重要手段,每班应对各检漏管内的冷凝液进行酚酞滴定测试,如发现红或微红,应及时查找原因,其氨含量应小于0.01%(m/m),当大于0.1%时,应停车排放。
尿素合成塔特性参数及其选材
一整体结构分析1、尿素合成塔筒体由碳素钢外层和不锈钢内层组成。
其组合形式可以是多种多样的,主要有以下几种类型:①单层外壳,松衬不锈钢衬里层;②单层外壳,爆炸衬里不锈钢层;③热套多层壳体,热套内层不锈钢或松衬不锈钢衬里层;④多层包扎焊接壳体,松衬不锈钢衬里层;⑤以不锈钢作为内筒外层直接包扎焊接碳钢多层层板;但经过比较,目前用的最多的,最可靠的结构形式是以不锈钢作为内筒外层直接包扎焊接碳钢多层层板。
以不锈钢衬里作为内筒的多层包扎焊接式筒体的优点是:①制造工艺简单②衬里层与外壳碳钢层得贴紧度高③在操作压力下不锈钢内筒由多层包扎产生的压应力与内压引起的拉应力相互抵消,使内筒应力大大降低,甚至为压应力,降低了应力腐蚀的可能性。
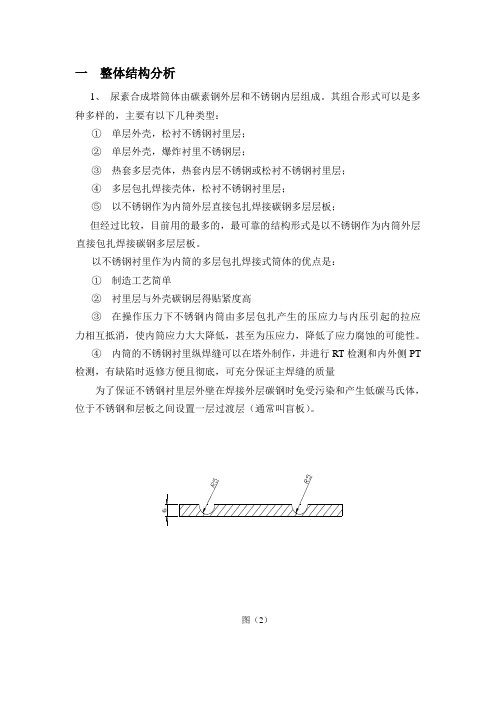
④内筒的不锈钢衬里纵焊缝可以在塔外制作,并进行RT检测和内外侧PT 检测,有缺陷时返修方便且彻底,可充分保证主焊缝的质量为了保证不锈钢衬里层外壁在焊接外层碳钢时免受污染和产生低碳马氏体,位于不锈钢和层板之间设置一层过渡层(通常叫盲板)。
图(2)盲板层得纵焊缝不全焊透,只间断焊,且根部有一窄垫板,使焊缝可与内筒隔离。
焊道表面不高于盲板外圆,以便作为将来的检漏通道。
在盲板层得内壁也开出纵横交错的沟槽,作为检漏通道。
2、上、下封头结构尿素合成塔上下封头可以采用整体锻件加工而成,也可采用厚板冲压成形。
从节约材料和改善受力状况考虑,采用半球形封头。
由于要与介质接触的材料要为耐腐蚀材料,因此,球形封头采用复合层球形封头。
内层为316L不锈钢,外层为16MnR。
3、筒体材料筒体内层为316L不锈钢,外层为16MnR。
由于尿素介质对普通碳钢的年腐蚀率高达2000mm,所以在尿素生产装置中与尿素介质接触的设备不允许采用碳钢的。
采用在尿素合成反应器中加入氧气的方法,可以使不锈钢得到连续钝化,因此,尿素合成塔内部可以采用比较廉价的奥氏体CrNiMo不锈钢。
316L不锈钢为低碳316,可以减少碳化铬晶间析出,减轻晶间腐蚀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一整体结构分析
1、尿素合成塔筒体由碳素钢外层和不锈钢内层组成。
其组合形式可以是多种多样的,主要有以下几种类型:
①单层外壳,松衬不锈钢衬里层;
②单层外壳,爆炸衬里不锈钢层;
③热套多层壳体,热套内层不锈钢或松衬不锈钢衬里层;
④多层包扎焊接壳体,松衬不锈钢衬里层;
⑤以不锈钢作为内筒外层直接包扎焊接碳钢多层层板;
但经过比较,目前用的最多的,最可靠的结构形式是以不锈钢作为内筒外层直接包扎焊接碳钢多层层板。
以不锈钢衬里作为内筒的多层包扎焊接式筒体的优点是:
①制造工艺简单
②衬里层与外壳碳钢层得贴紧度高
③在操作压力下不锈钢内筒由多层包扎产生的压应力与内压引起的拉应力相互抵消,使内筒应力大大降低,甚至为压应力,降低了应力腐蚀的可能性。
④内筒的不锈钢衬里纵焊缝可以在塔外制作,并进行RT检测和内外侧PT 检测,有缺陷时返修方便且彻底,可充分保证主焊缝的质量
为了保证不锈钢衬里层外壁在焊接外层碳钢时免受污染和产生低碳马氏体,位于不锈钢和层板之间设置一层过渡层(通常叫盲板)。
图(2)
盲板层得纵焊缝不全焊透,只间断焊,且根部有一窄垫板,使焊缝可与内筒隔离。
焊道表面不高于盲板外圆,以便作为将来的检漏通道。
在盲板层得内壁也开出纵横交错的沟槽,作为检漏通道。
2、上、下封头结构
尿素合成塔上下封头可以采用整体锻件加工而成,也可采用厚板冲压成形。
从节约材料和改善受力状况考虑,采用半球形封头。
由于要与介质接触的材料要为耐腐蚀材料,因此,球形封头采用复合层球形封头。
内层为316L不锈钢,外层为16MnR。
3、筒体材料
筒体内层为316L不锈钢,外层为16MnR。
由于尿素介质对普通碳钢的年腐蚀率高达2000mm,所以在尿素生产装置中与尿素介质接触的设备不允许采用碳钢的。
采用在尿素合成反应器中加入氧气的方法,可以使不锈钢得到连续钝化,因此,尿素合成塔内部可以采用比较廉价的奥氏体CrNiMo不锈钢。
316L不锈钢为低碳316,可以减少碳化铬晶间析出,减轻晶间腐蚀。
16MnR是屈服强度350MPa的普通低合金高强度钢,具有良好的综合力学性能、焊接性能、工艺性能以及低温冲击韧性、
因此,选用内层为316L不锈钢,外层为16MnR,
316L不锈钢和16MnR力学性能
材料氮含量% 屈服强度MPa 抗拉强度MPa 伸长率%
316L 0.06 220 520 45
16MnR 510-655 ≥345
316L化学成分
化学
成分
C% Si% Mn% P% S% Cr% Ni% Mo% N%
316L ≤0.0
3
≤1≤2
≤0.0
3
≤0.0
45
16~
18
13.5
~16
2.2~
3
≤0.2
16MnR化学成分
化学成
分
C% Si% Mn% P% S%
≤0.20.2~
0.55
1.2~
1.6
≤0.03≤0.02。