尿素合成塔3201-D衬里修复方案
尿素合成塔内衬壁板减薄原因分析

合成 塔 于 20 07年 5月 投入运 行 。
内衬 壁板 、 托架 及 折流 板 长 期 冲刷 导 致 出现减 薄 现象 。合成 塔 制造 厂 家 也认 同这 种 观 点 , 因为 同
一
1 存 在 的 问题
20 0 8年 8月 , 2套 尿 素装 置分 别停 车进 行 对
批 次 的内衬板 材若 只有某 一小 区域 出现减 薄 问
题 , 以肯 定不是 板 材成分 不合 格所致 ; 可 同时查 阅
了操 作记 录 , 艺 指 标 均 合 格 。对 比 1合 成 塔 , 工 由于 甲铵液 进 口管伸 人合 成 塔 较少 ( 5 m) 约 0m ,
年度 检修 和检 验 , 主要包 括宏观 检查 、 焊缝 的渗透 检测 以及 内衬 壁 板 的测 厚 工 作 。先 对 1合 成 塔
1 成塔 合
连测 l 点 , 小剩余 厚度 仅为 59m 其余 都 O个 最 . m,
在 6. 0~6 3 mm。 .
2 原 因分 析
由于 2合 成 塔 截 止 至 本 次 检 验 前 的运 行 时
间较 短 ( 有 l 仅 5个 月 ) 在 正 常 的工 艺 操 作 情 况 ,
分 析 认 为 : 于 甲 铵 液 进 口 管 深 入 合 成 塔 内 由 3 0m 进入 的高 压 甲铵 液 在 巨大 的 惯性 冲击力 0 m,
下( 甲铵液 压力 为 2 . P ) 对 该 区域 的不锈钢 20M a ,
装 置 , 中尿 素合 成塔直 径均 为 1 0 m, 其 0m 高度 4 不 同。1合成 塔 在 20 05年 投 用 , 2 合 成 塔 因 原
总控高级工题库-2总控高级工选择题

总控高级工1.纯甲铵分解时,其平衡气相的NH3/CO2(摩尔比)是( B )。
A.小于2B.等于2C.大于2D.小于12.温度为140℃的熔融尿素,在造粒中经历的三个过程是( A )。
A.冷却→凝固→冷却B.凝固→冷却→再冷却C.凝固→再凝固→冷却D.结晶→冷却→凝固3.温度140℃,浓度为99.7%(wt)的熔融尿素,其饱和蒸汽压为( D )MPa(绝)。
A.0.0027B. 0.027C.0.0041 D、0.00344.尿素高压系统操作压力( A )操作温度下甲铵的分解压力(离解压力)。
A.大于B.等于C.小于5. 氨汽提法装置停蒸发后,TC9315自控将( C ),同时P-9106进口尿液温度( C ),浓度( C )。
A. 关小,下降,下降B. 开大,上升,上升C. 开大,上升,下降D. 关小,上升,下降6.在尿素生产中,尿素缩合反应( C )。
A.仅存在于尿液蒸发系统B.仅存在于尿素合成系统C.存在于尿素合成至熔融尿素造粒前的生产过程中D.仅存在于中、低压分解系统。
7.在原料气CO2中加入一定量的空气,其目的是( C )。
A:增加CO2的转化率, B:提高汽提效率,C:不锈钢设备防腐, D:防止尾气爆炸。
8.CO2气提法低压吸收塔设有自身循环系统,这是为了( A )。
A.提高对NH3和CO2的吸收效果B.防止吸收过程产生结晶C.提高对NH3和CO2的吸收效果,防止吸收过程产生结晶D.保持NH3和CO2的平衡。
9.当原料CO2中氢含量升高时,必须向CO2中增加空气量,增加多少空气量的标准是( C )。
A.脱氢反应器101-D出口的氢含量B. 脱氢反应器101-D进口的氢含量C.3104-C 出口氧含量D. 脱氢反应器101-D出口温度10.理论上生产一吨的尿素需要耗NH3( D )A.583KgB.580KgC.570KgD.567Kg11.理论上生产一吨的尿素需要耗CO2( C )A.793KgB.583KgC.733KgD.567Kg12.新尿素高压系统升温时,其升温速率控制为( C )A ≤20℃/hB ≤25℃/hC ≤30℃/h D. ≤12℃/h13. CO2汽提法装置中哪些泵是高速离心泵?( B )A. 3701-J/Js,3901-J/JsB. 3701-J/Js,3903-J/JsC. 3902-J/Js,3903-J/JsD. 3901-J/Js,3902-J/Js14.若原料CO2中氢含量上升,则脱氢反应器温度( A ),FC3102未调整时脱氢后CO2中氧含量( A ),高压系统压力( A )。
尿素合成塔放射源容器检修维护注意事项
工 程 技 术82科技资讯 SCIENCE & TECHNOLOGY INFORMATIONDOI:10.16661/ki.1672-3791.2017.27.082尿素合成塔放射源容器检修维护注意事项杜斌斌 赵德渊 高剑(青海盐湖工业股份有限公司化工分公司 青海格尔木 816000)摘 要:青海盐湖股份综合利用二期是以氯化钠和天然气为原料生产聚氯乙烯、氢氧化钠、合成氨和尿素的大型联合化工工厂。
30万t/年合成氨,33万t/年尿素装置地处青藏高原柴达木盆地察尔汗盐湖,放射性仪表用于青海盐湖股份综合利用二期工程尿素装置高压合成塔,该装置由中国成达工程公司设计。
关键词:合成塔 放射源Co60 源容器中图分类号:TQ441.41文献标识码:A文章编号:1672-3791(2017)09(c)-0082-02青海盐湖股份综合利用二期尿素装置年生产能力为33万t/年。
尿素装置生产工艺为应用传统型CO 2汽提法生产尿素。
在尿素高压合成塔(206D0101)中,液氨和CO 2气体生成尿素的反应在温度170℃~190℃和压力13.5~14.5MPa下进行。
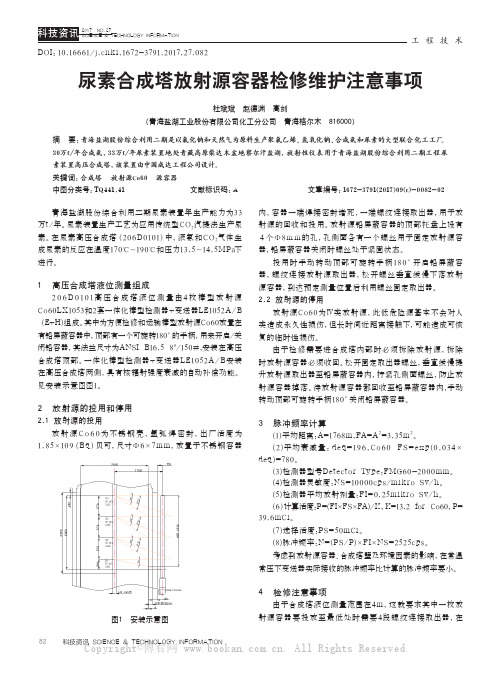
1 高压合成塔液位测量组成206D 0101高压合成塔液位测量由4枚棒型放射源Co60LX1053和2套一体化棒型检测器+变送器LE1052A/B (E+H)组成。
其中为方便检修和运输棒型放射源Co60放置在有铅屏蔽容器中,顶部有一个可旋转180°的手柄,用来开启/关闭铅容器,其法兰尺寸为ANSI B16.5 8"/150#,安装在高压合成塔顶部。
一体化棒型检测器+变送器LE1052A/B安装在高压合成塔两侧,具有核辐射强度衰减的自动补偿功能。
见安装示意图图1。
2 放射源的投用和停用2.1 放射源的投用放射源C o 60为不锈钢壳,氩弧焊密封,出厂活度为1.85×109(Bq)贝可,尺寸Φ6×7m m,放置于不锈钢容器内,容器一端焊接密封堵死,一端螺纹连接取出器,用于放射源的回收和投用。
尿素合成塔钛衬里的更换修理

分及力学性能见表 2 , ) 相当于我 国的 T 1 A 。塔 自
下 往 上共 有 1 衬里 筒节 , 层衬 里筒 节环 缝 均 4层 每 采用 盖板 搭 接角 焊 的形 式 。塔 内径 210mm, 7 高
钛衬里的撑紧贴合和焊接。为保证基层强度 , 同 时考 虑到 旧钛 衬某些 部位 多次鼓包 变形 后塑 性严 重下降, 无法再承受大的变形 , 故决定重新采用新 钛板制作该段衬里 , 并严格控制间隙 , 以保证钛衬 里 能有足 够 的塑 性来 满足其 工况条 件 。 为确保尿素合成塔能在最短时间内重新投入
维普资讯
20 年第 1 08 期
・ 化 川
9
尿 素 合 成 塔 钛 衬 里 的更 换 修 理
永 建 工 公 傅 华 鑫 设 程 司
摘 要 介绍 了尿素合成塔钛衬里更换 修理 的方 法及 过程 , 重点 阐述 了施 工中对钛衬 里切除 、 基层
沟槽 , 己影 响 到塔 的强 度 和设备 的安 全运行 。
表 2 K -0的化学成分及 力学性 能 S5
维普资讯
l 0
川 化
20 0 8年第 1期
() 侧 腐 蚀缺 陷 a北
() 侧 腐 蚀 缺 陷 b南
图 1 基 层 腐 蚀缺 陷 示 意
一
尿素装置的尿 素合 成塔 B由 1本神户制钢所制 3 造( A B两台尿素合成塔 , 有 、 结构相 同) 为钛衬 , 里的多层包扎高温高压反应容器 , 其筒体设计参 数 如下 : 设计 压 力 2 .0 a最 大工作 压力 2 . 5 56MP , 4
尿素合成塔3201-D衬里修复方案

XX公司尿素3201-D衬里检修施工技术方案编制:审核:批准:XX公司2014年11月25日目录1、工程概况——————————————————————————32、工程施工内容及技术要求——————————————————3-43、工程施工组织措施和步骤——————————————————4-54、工程施工进度计划——————————————————————55、工程施工组织结构——————————————————————66、工程施工所需机器具及消化材料———————————————6-77、职业健康安全及环境管理措施————————————————7-8施工技术方案1工程概况1.1概述尿素合成塔(3201-D)由德国莱茵钢厂设计制造,该设备由上、下封头、筒体和内件构成,设备规格为Φ2800×102,设备高度34100mm。
筒体段由6个碳钢筒节组成,筒体总长度为5000×6=30000米,筒体采用层板包扎结构,壁厚为13×6.7+4+11=102mm,层板的材料牌号为BH54M,承压厚度为13×6.7=87.1mm;上、下封头为单层球形封头结构,其材料牌号为BH47W,图纸名义厚度为δmin=75mm。
筒体的内表面衬有厚度为11mm的不锈钢衬里,上、下封头和人孔内表面衬有厚度为8mm的不锈钢衬里,筒体段衬里材质均为316L(Mod)。
塔内现安装11层Casale塔盘(最下面的一层为一块分布板),塔盘间距约2200~2600mm。
设计温度193℃,设计压力16.35MPa。
根据股份公司设备部“2015年度尿素3201-D衬里检修内容及技术”编制施工方案。
1.2工程施工执行标准此工程施工过程中所标准如下:1.2.1、GB150.1~GB150.4-2011《压力容器》;1.2.2、TSG R0004-2009《固定式压力容器安全技术监察规程》;1.2.3、GB/T9842 -2004《尿素合成塔技术条件》;1.2.4、JB/T4730-2005《承压设备无损检测》;1.2.5、1.2.6 HG25718-93《尿素合成塔维护检修规程》1.3.6、14-A32S-95《尿素厂X2CrNiMo25.22.2不锈钢的材料要求》;上述标准和技术要求等均执行最新版本,如有冲突,按要求严格者执行。
尿素合成塔损伤及焊接修复技术

tn t t ils te n n f h r a s n h ssc n et r e i u r c i ge i n w l n o a p r n e i san e s s l i i g o e u e y t e i o v r ,s r sc a k n xs o e d a d lc l a e t e e l t e o t
关键词: 素合 成塔 ; 尿 腐蚀及 裂纹 ; 复 修
中 图分 类 号 :Q 5 , T 035 文献 标 识 码 : B 文章 编 号 :0 1 4 3 (0 0 1 05 o 10 — 87 2 1 )0— 0 6一 4
dit.9 9ji n 10 — 87 2 1.0 00 o :O 3 6 / . பைடு நூலகம் . 0 1 4 3 . 0 0 1 . 1 s
me a n mi d i g—u p rs c in o h o r wo k n n 8 X 1 h. Da g d twe a e n r p ie t li d ln p e e to ft e t We r i g i 0 ma e o r h d b e e ar d
=
某 厂尿 素 合 成 塔 (34 0 m 以下 简 称 尿 1 0 m, 1
塔) 累计运 行约 8万 h 约 1 ( 1年 ) 检 查发 现 , , 其不 锈钢 衬里存 在大 范 围严 重裂纹 。该厂 和哈尔 滨焊
接研 究 所 合 作 , 讨 裂 纹 性 质 和 成 因 , 决 了探 探 解 伤、 补焊过程 中开 裂 、 大面积堆 焊 区抗 腐蚀性 能等 技术难 题 , 用补焊 完成 了该 台尿塔 的修复 。 采 该 尿塔 为多 层包 扎 结 构 , 格 D, 0 m × 规 1 0m 4
尿素合成塔缺陷分析及修补措施
尿素合成塔缺陷分析及修补措施郑家龙陈林(安徽六方深冷股份有限公司安徽合肥230088)每次大检修时对化肥厂的关键设备尿素合成塔进行全面体检。
对整个塔内壁进行宏观检查,对内衬板进行测厚,内纵环焊缝、上下封头及A、B、C三个物料管进行渗透探伤都会发现这样和那样的缺陷。
如:上部锥形封头龟裂纹,内纵环焊缝有针孔、气孔、夹杂物等,液氨、氨基甲酸管有纵向裂纹等。
上部球封头内衬板微裂纹使用数年的尿塔,靠上半段有的表面呈黑褐色,相当粗糙,是较典型的点蚀与均匀腐蚀。
由于塔的上半部与下半部有一定的温差,在液相带由于物料富集,热能不能散失,靠锥体段有明显的结垢。
上部锥形封头衬里采用松衬的有龟裂现象属于应力腐蚀氢所致。
塔顶上部气相部分条件恶劣,受高温高压的影响及氢的共同作用产生的。
在应力腐蚀系统中,阳极反应和阴极反应通过电子的耦合导致衬里材料的氢开裂。
现松衬材料基本上为316Lmod (改良型)。
实践证明,316LUG 耐蚀性能较差。
现内衬板大多为25-22-2高级尿素级钢板(724L)。
上圭寸头带极堆焊无裂纹现象,效果好。
在制造过程中,上圭寸锥形衬里在焊接前压头滚圆就产生残余应力。
,封头与衬里紧密贴合差(爆炸贴胀),焊接后存在焊接应力,投产使用后又受热应力、工作应力、频繁的开停车产生的交变载荷,尤其是上封头状况较差(不是带极堆焊,松衬)跌加应力和浓缩的CL-的共同作用产生的。
温度升高会明显加剧尿素、甲铵溶液对尿素级不锈钢在尿素合成介质中的活化腐蚀速度,随着温度的提高而明显增大。
正常情况一般控制在190C。
有资料证明温度超过195C腐蚀明显加快,停车保压时间越长,腐蚀越严重。
衬里内纵缝因冲刷而产生的腐蚀看上去好象焊缝与母材就要分离(环焊缝不明显),这可能是物料由下向上运动中产生湍流而成,也是长期受腐蚀介质H2S、CO2产生的酸根离子作用的结果。
据有关资料介绍,当介质达到一定流速(8m/s)后钝化的腐蚀表面被冲刷掉,新金属表面裸露,反复作用导致冲刷腐蚀。
尿素合成塔衬里修复过程的监督检验
j
村 里保 留 村里保留
】
j
l
I
I
I
I
壳 体 内壁 打 磨 、 补 焊 及 堆 焊 隔 离 层 ;在 碳 钢 内壁 上 加 工 检 漏 槽 并 疏 通 检 漏 系 统 ; 组 装 、 焊接 新 衬 里 ,
l
院化 工机 械专业 ,高级 工程 师。现 任盘锦市特种 设备监督检验 所 容 器 室 主 任 ,长 期 从 事 压 力 容器 、 压 力 管道 的检 验 工 作 。
第4 期
付文 尿 素合 成塔衬里修复过程 的监督检 验
一 5一 s
由于 本 次 尿 素 合 成 塔 衬 里 更 换 修 复 属 于 特 种 设 备重 大修 理 改造 , 因 此 监 督 检 验 项 目的设 置 和 质 量控 制 要 点 ,均 与 钢 制 压 力 容 器 的 制 造 监 督 检
一
5 4
石 油 与 化 工 设 备 2 1 年 第 1 卷 0] 4
尿素合成塔衬里修复过程的监督检验
付 文
( 锦 市特 种 设 备 监 督 检 验 所 , 辽 宁 盘 锦 ] 4 0 ) 盘 2 0 0
[ 摘 要] 尿素合成塔是尿 素生产 的关键设备 ,在 高温 高压 、强腐蚀介质环境 下工作 ,塔衬 里极 易腐蚀 ,从 而造成事故发 生。本文论 述 了尿素合成塔衬里更换修复过程的监督检验 。
I
外 观 检 查 合格 后 进 行P 、 T
图l
F 检 测 ;回装 塔 盘 ;对 上封 头 进 行 复位 焊 接 ,焊 T 缝 外 观检 查 合格 后进 行R 检测 及uT T 复查 ,最 后进 行 整体 水压 试验和 衬 里焊缝 氨渗 漏检 验 。
尿素合成塔缺陷的焊接处理
1 产生缺陷的原因分析
1. 1 腐蚀分析
尿素 [ CO ( N H2) 2] 的腐蚀反应机理表明, 高
温下尿素的腐蚀是由于尿素异构化产生氰酸铵,
氰酸铵生成游离氰酸而引起的。反应方程式为:
100℃以上
CO ( NH2) 2
N H4 CN O
100℃以上
N H4CN O
N H3 + HCN O
HCNO
H- + CNO-
第2期 2004 年 3 月
中 氮 肥 M -Sized Nit rog enous Fert ilizer P rogr ess
No. 2 Mar . 2004
尿素合成塔缺陷的焊接处理
张军利
( 山西焦化集团有限责任 公司, 山西 洪洞 041606)
[ 中图分类号] T Q 441. 41 [ 文献标识码] B [ 文章编号] 1004-9932( 2004) 02-0055-02
前 言
我公司尿素生产采用的是碳铵盐水溶液全循 环法工艺, 1# 尿塔由大连金州重机厂制造, 塔内 衬里厚 17 mm , 材料为 XCrNiMo 18-12 ( M oD) 。 在有氧存在的条件下, 钢材表面可形成一层致密 坚韧的氧化膜, 对甲铵液和尿液有较强的耐蚀作 用, 外包 15M nVg C 钢板。塔内径 1400 mm , 总 壁厚 120 mm , 总高 26320 mm, 工作压力 21. 6 M Pa, 工作温度 190 ℃, 介质为尿素和氨基甲酸 铵, 1989 年 7 月投入生产使用。
酸洗合格后, 用钝化膏涂于焊缝表面上, 钝 化膏配方为: 浓度 65% 、密度 1. 43 g / cm 3 的硝酸 64 kg , 滑石粉 0. 10 kg , 蒸馏水 40 kg 。钝化时间 为 1 h。钝化后用大量的化学软水冲洗, 直至焊缝 表面没有酸性为止。
尿素合成塔的修理及衬里改造
按 照 日本 东洋 工 程公 司提供 的改造 方案 ,尿 素工 艺 流 程 将 从 全 循 环 改 良 C 法 改 为 A E C S工
( )切除上封头 ( 1 主要是为了便于衬里 的更 换和保证更换衬里时的施工质量) ; ( )旧衬里剥除 ; 2
( )改造 检漏 系统 ; 3
材 的焊 接容 易得 多 ,无需 进行 焊前 预 热及 焊后 热 处 理 ,这样 就 避免 了在敏 化 区 的停 留 ,从 而保证 了焊缝 的抗 晶间腐蚀 性 能 。
2 2 方 案 的 确 定 .
运行过程 中,曾经发生过原料 c 2 o 带氢 的事故 ,
造成底部衬里吸氢 ,严重脆化 。20 年 A塔底 01 部衬里出现开裂 ,无法进行修复 ,严重影响了系 统的正常生产。为彻底消除隐患 ,结合尿素系统 的改造 ,公 司决 定 对其衬 里 进行彻 底 的改 造 。另
材料一致 的 2 C 2N2 。为 保证堆 焊层 的质 5 r2 i Mo 量 ,先在 内壁 堆焊 一层 2mm 的过 渡层 。
素合成塔衬里改造检验规程》进行检验 。
, ,
一
检漏孑 L
潘 聪 ,任永 祥
600 ) 13 1 ( 川化股份有 限公司 ,四川 成都
[ 中图分类号]TO 4 .1 [ 4 14 文献标识 码]B [ 文章编号 ]10 —9 22 0 )40 0 80 0 49 3 (0 6 0 —0 5 —3
1 概
述
( )良好的抗腐蚀性能 1
2 -22材 料 的抗 腐 蚀 性 能 虽 不 及 钛 材 ,但 52 .
计压力 2 a 6MP ,设计温度 2 0℃。经过长期使 1 用 ,A塔的钛衬里减薄严重 ,最薄处不到 2m l i。 l
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XX公司尿素3201-D衬里检修施工技术方案编制:审核:批准:XX公司2014年11月25日目录1、工程概况——————————————————————————32、工程施工内容及技术要求——————————————————3-43、工程施工组织措施和步骤——————————————————4-54、工程施工进度计划——————————————————————55、工程施工组织结构——————————————————————66、工程施工所需机器具及消化材料———————————————6-77、职业健康安全及环境管理措施————————————————7-8施工技术方案1工程概况1.1概述尿素合成塔(3201-D)由德国莱茵钢厂设计制造,该设备由上、下封头、筒体和内件构成,设备规格为Φ2800×102,设备高度34100mm。
筒体段由6个碳钢筒节组成,筒体总长度为5000×6=30000米,筒体采用层板包扎结构,壁厚为13×6.7+4+11=102mm,层板的材料牌号为BH54M,承压厚度为13×6.7=87.1mm;上、下封头为单层球形封头结构,其材料牌号为BH47W,图纸名义厚度为δmin=75mm。
筒体的内表面衬有厚度为11mm的不锈钢衬里,上、下封头和人孔内表面衬有厚度为8mm的不锈钢衬里,筒体段衬里材质均为316L(Mod)。
塔内现安装11层Casale塔盘(最下面的一层为一块分布板),塔盘间距约2200~2600mm。
设计温度193℃,设计压力16.35MPa。
根据股份公司设备部“2015年度尿素3201-D衬里检修内容及技术”编制施工方案。
1.2工程施工执行标准此工程施工过程中所标准如下:1.2.1、GB150.1~GB150.4-2011《压力容器》;1.2.2、TSG R0004-2009《固定式压力容器安全技术监察规程》;1.2.3、GB/T9842 -2004《尿素合成塔技术条件》;1.2.4、JB/T4730-2005《承压设备无损检测》;1.2.5、1.2.6 HG25718-93《尿素合成塔维护检修规程》1.3.6、14-A32S-95《尿素厂X2CrNiMo25.22.2不锈钢的材料要求》;上述标准和技术要求等均执行最新版本,如有冲突,按要求严格者执行。
2工程施工内容及技术要求2.1工程施工内容吊装机具就位,拆除有关保温层;拆下吊开人孔盖;拆、装存在缺陷焊缝部位的塔盘或其它内件;衬里纵、横焊缝; 1至6段筒节衬里(腐蚀严重部位)的纵横焊缝打磨、盖面焊,长度约35米,具体数量根据实际检查情况现场定;上下瓜皮焊缝,检查、消缺处理。
合成塔内件(溢流管、塔盘、塔盘支耳),检查、消缺处理;人孔及人孔大盖检查、消缺处理。
2.2施工技术要求:2.2.1设置施工组织机构,把此项目作为专项进行检修管理。
施工人员应具备相应的合格资质。
2.2.2焊接材料要求:焊接材料采用SANDVIK R25-22-2LMn焊丝,焊材应有合格证。
2.2.3;焊接工艺要求:塔内不锈钢衬里的所有焊接均应采用氩弧焊,焊接电流不益过大,应严格控制焊接电流在(70~80A)。
焊接益采用分段焊、快速焊,严格控制焊接的热输入量。
焊接应使焊缝及其热影响区圆滑过渡,表面成形好。
2.2.4打磨方式要求:打磨用砂轮片应采用不锈钢钢玉砂轮片,避免对焊缝表面造成污染,铁素体不合格。
其次,打磨应以圆滑过渡为原则,消除焊缝表面疏松层或针孔后,如焊缝高于母材可不补焊。
2.2.5禁止铁器、油污等物质对衬里的污染。
2.2.6氨渗漏试验合格2.3施工质量要求:2.3.1着色检测所有焊接部位按JB/T4730.5-2005 Ⅰ级验收合格。
2.3.2铁素体所有焊接部位的铁素体含量FT≤0.6%。
2.3.4酸洗钝化所有焊接、打磨部位均应进行酸洗钝化处理。
3.工程施工组织措施和步骤3.1.施工前准备:a.检修前应制定完善的技术方案;b.参加检修人员必须了解设备图样及有关技术资料,熟悉其技术要求和注意事项;c.进塔施焊修理的焊工,必须持有相应的焊工合格证,并经过专门的技术培训和考试;d.参加检修的人员施工前应对使用机具、备品备件、材料的型号、规格、数量、质量等进行检查、核实,使其符合技术要求;e.交付检修的设备应按照操作规程泄压降温,清洗置换合格,符合有关安全规定;g.根据材料及设备技术参数,制定焊接工艺规范表,见下表:焊接 层次 焊接 方法 填充材料焊接电流 电弧电压(V ) 焊接速度 (cm/min ) 焊接温度(C °) 牌号 直径 极性 电流(A ) 1 TIG 00Cr25N i22Mo2Ф2.0 DC 70~80 10~14 4.5~6.0 1203.2 设备拆卸:3.2.1设备拆卸:a.将吊装机具就位,拆除有关保温层;b.按照有关安全规定拆卸γ液位计并将其妥善放置,严加防护;c.卸开高压螺母,螺栓、螺母应成套清洗检查,螺栓的磁粉探伤按JB4284《压力容器锻件磁粉探伤》有关规定进行;d.吊出人孔盖,取下的人孔盖放在专门的木板上,注意保护人孔盖和塔口的密封面;e.当壁温降至50℃以下时,在塔内氧气分析合格后,检修人员可放入铝剃进塔;f.进塔后首先盖住溢流管口,并捆扎好,防止工具、杂物掉入管内;g.根据需要拆卸筛板,如需要拆除掉同一侧的八层弓形筛板,则必须采取相应的安全措施;3.3内件检修:3.3.1塔板的检修:a.塔板装拆应细心。
组装时,相互间联接要牢固。
若塔板发生变形,应与矫正;b.塔板的端面腐蚀一般可不作处理。
若塔孔腐蚀扩大较严重,应更换塔板;3.3.2钩头螺栓的检修:a.若螺栓和螺母的螺纹已腐蚀失效,应与更换:3.3.3溢流管的检修:a.焊缝发生腐蚀,按衬里补焊要求处理;3.4衬里检修:对塔内衬里纵缝、环缝、筛板支承座角焊缝、接管焊缝及堆焊层进行无损检测,找出需要修复补焊的位置并做好标识。
3.4.1对于焊缝上已暴露出来的气孔、未融合孔隙、腐蚀孔洞:a.如肉眼可见底,深度很浅,可不处理:b.如较深,用电铣刀小心打磨,边缘圆滑过度。
打磨后深度小于或等于2mm ,不必补焊;c.如打磨后深度大于2mm ,但未穿透耐腐蚀层,用00Cr25Ni22Mo2焊丝氩弧焊补焊;d.如打磨后深度大于4mm ,但未穿透耐腐蚀层,用00Cr25Ni22Mo2焊丝氩弧焊补焊后,应进行铁素体测定,保证铁素体含量小于或等于0.6%;e.如焊缝上的腐蚀孔洞很深,打磨后已达碳钢基底,且焊缝属于碳钢上的对焊层,应小心打磨,清理腐蚀孔洞,然后用309MoL 焊条在碳钢上堆焊过渡层,再用00Cr25Ni22Mo2焊丝堆焊至所需高度。
补焊层外表不必打磨。
补焊后必须进行铁素体测定,含量小于或等于0.6%为合格。
如不合格,应打磨至少深4mm ,重新补焊;f.补焊操作特别是收弧是应细心,避免形成气孔。
如发现气孔,应打磨掉重新补焊;3.4.2对于焊肉上较大范围的选择性腐蚀(蜂窝状腐蚀或羽毛状腐蚀),应打磨彻底。
如打磨深度小于4mm ,需测定铁素体含量,配合测定剩余耐蚀层厚度,再确定进一步修理。
如打磨深度超过4mm ,但未穿透到碳钢层,可用00Cr25Ni22Mo2焊丝氩弧焊打底,再用同材质电焊条堆焊至所需高度。
最终进行铁素体测定,含量小于或等于0.6%为合格。
a.对于接管焊缝,如铁素体含量超过0.6%或剩余耐蚀层厚度小于4mm ,用00Cr25Ni22Mo2焊丝氩弧焊细心堆焊。
焊一层后进行渗透探伤,再进行铁素体测定,如仍大于0.6%,表明堆焊工艺或材料有问题,则磨去不合格焊层,重新堆焊。
合格后再进行第二层堆焊。
最终需进行铁素体检测,以含量小于或等于0.6%、且耐蚀层厚度大于4mm 为合格;b.对于其余类型焊缝,如果铁素体含量大于0.6%,应继续打磨至超过4mm 深,然后00Cr25Ni22Mo2焊丝堆焊至所需高度。
最终使进行铁素体测定,含量小于或等于0.6%为合格。
3.4.3对于焊缝裂纹,应尽可能测定裂纹深度,用渗透法显示裂纹范围,根据具体情况处理:a.深度较浅的裂纹,可细心打磨,渗透探伤表明裂纹已彻底清除之后,如打磨深度小于或等于2mm ,可不补焊;如打磨深度大于2mm ,用00Cr25Ni22Mo2焊丝氩弧焊补焊;b.深度较深的裂纹,如出现在碳钢层的对焊层上,应彻底打磨。
若磨到碳钢基体,应按碳钢补焊要求处理,然后堆焊耐焊层;若未伤及碳钢基体,可直接用00Cr25Ni22Mo2焊丝氩弧焊补焊;c.深度较深的裂纹,如出现在衬里焊缝上,可用挖补法修复;d.不得对裂纹未经打磨或打磨不彻底直接补焊;e.不宜用粘补法处理裂纹焊缝;f.为确认表层没有皮下气孔和裂纹,对于00Cr25Ni22Mo2焊缝,允许对焊缝表面进行打磨,以便渗透探伤和宏观检查;g.对缺陷的打磨的范围和深度应尽量小,焊接次数应尽量少尽量采用小规范焊接;3.4.4对于熔合线和热影响区较严重的晶间腐蚀、刀线腐蚀,视具体情况,采用粘补法或挖补法修理;焊接工艺规范表表3-13.4.5焊接检修质量标准:a.修衬焊缝表面不得有咬边、气孔、裂纹等缺陷;b.母材及表面焊缝的铁素体含量应小于0.6%;c.堆焊层、衬里及焊缝的耐蚀层厚度应大于4mm;d.修补所用的材料化学成分应符合有关技术标准的规定;d.无损检测超声波探伤按GB《钢焊缝手工超声波探伤方法和探伤结果的分级》规定进行,检验等级为B级、Ⅰ级合格;e.渗透探伤按GB150《钢制压力容器》附录H“钢制压力容器渗透探伤”规定进行;f.氨渗漏试验合格。
3.5设备回装:3.5.1检修结束、各项检验合格,并经专职技术人员同意后,可进行回装;a.清除塔内所有杂物、工具、剩余焊条、焊渣和多余零件,清除内壁的油漆标记,拆除脚手架;b.用面粉团从塔底由下而上逐层粘除筛板上的铁屑及各种碎屑。
拆除梯子,将筛板复位;c.再次检查塔上部第一层筛板部位,确认所有外部杂物清理干净,溢流口的封包物已拆除,即可撤出人员,吊出梯子。
换上合格的人孔垫片,吊装人孔盖;3.5.2紧固人孔主螺栓:a.先用手或简单工具拧紧螺母,直至螺母底面与法兰面接触;b.采用液压专用螺栓紧卸工具,分五步拧紧螺母。
油压按要求的规定值确定;c.螺栓的紧固必须按规定的顺序成组进行;d.为保证螺栓受力均匀,在拧紧的过程中对法兰面的间歇进行测量,控制最大与最小间歇差在0.3mm以内;e.当系统升温钝化后,用最后一次上紧时的油压对全部螺栓均匀进行一次热紧,以保证密封的可靠性;3.5.3回装γ液位计;恢复保温层;拆除起重机具,清理现场;4.工程施工进度计划根据以上故特制定此施工组织计划及甲方要求施工时间要求为12天的时间,进度计划如表4-1。
施工进度计划表5.工程施工组织机构为确保此工程按期优质高效地完成安装任务,特设置此施工组织机构(详见施工组织机构图图6-1)。