压力容器之使用补强圈补强的接管补强计算
压力容器的开孔与补强
第13章 压力容器的开孔与补强本章重点内容及对学生的要求:(1) 回转壳体上开小孔造成的应力集中; (2) 开孔补强的原则、补强结构和补强计算; (3) 不另行补强的要求;(4) GB150-98对容器开孔及补强的有关规定。
第一节 容器开孔附近的应力集中1、 相关概念(1)容器开孔应力集中(Opening and stress concentration )在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。
容器开孔接管后在应力分布与强度方面会带来下列影响:◆ 开孔破坏了原有的应力分布并引起应力集中。
◆ 接管处容器壳体与接管形成结构不连续应力。
◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。
上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。
(2)应力集中系数(stress concentration factor )常用应力集中系数Kt 来描述开孔接管处的力学特性。
若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为:σσmax=t K (1) 压力容器设计中对于开孔问题研究的两大方向是: ✧ 研究开孔应力集中程度,估算K t 值;✧ 在强度上如何使因开孔受到的削弱得到合理的补强。
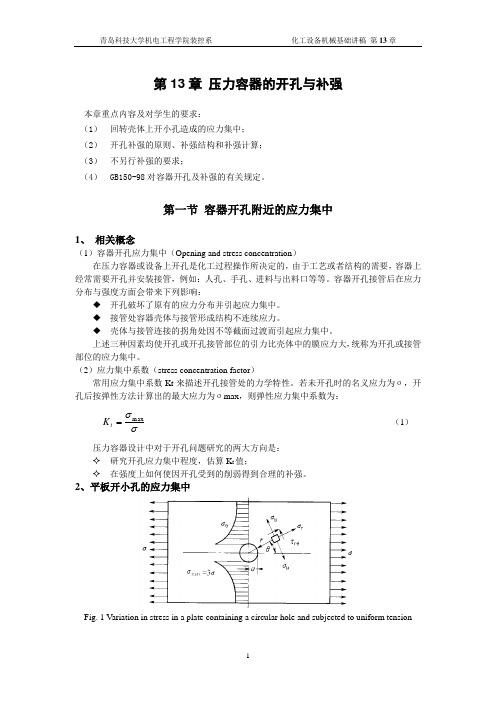
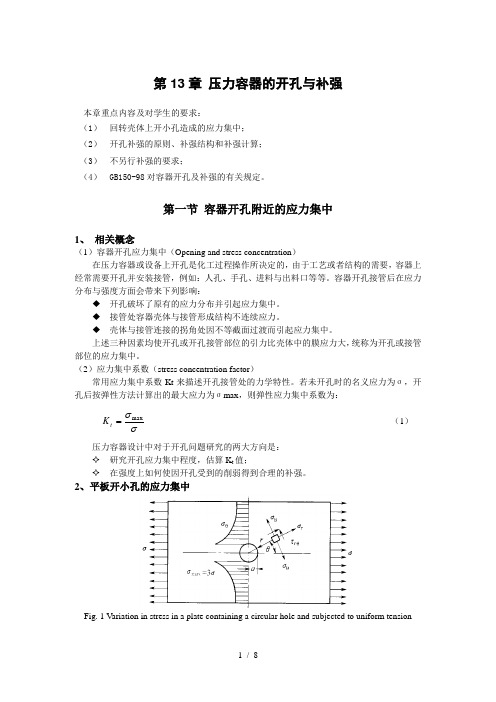
2、平板开小孔的应力集中Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension设有一个尺寸很大的巨型薄平板,开有一个圆孔,其小圆孔的应力集中问题可以利用弹性力学的方法进行求解。
承受单向拉伸应力开小圆孔的应力集中如图1所示,只要板宽在孔径的5倍以上,孔附近的应力分量为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσθθ2sin 32122cos 312122cos 34121242224222422222r a r a r a r a r a r a ra r r (2) 平板开孔的最大应力在孔边 2πθ±=处, 孔边沿a r =处:σσστπθθθ3,0max 2===±=r应力集中系数:0.3max==σσt K 3、薄壁球壳开小圆孔的应力集中如图2所示,球壳受双向均匀拉伸应力作用时,孔边附近任意点的受力为:Fig. 2 Variation in stress in a sphere shell containing a circular hole孔边处r=a ,σσ2max = , 应力集中系数0.2max==σσt K 4、薄壁圆柱开小圆孔的应力集中如图3所示,薄壁柱壳两向薄膜应力δσ21pD =,δσ42pD =,如果开有小圆孔,则孔边附近任意点的受力为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσσθθ2sin 32142cos 3141432cos 34122312422214212242222122r a r a r a r a r a r a ra r r (3)Fig. 3 Variation in stress in a cylindrical shell containing a circular hole孔边处r 1r 3r=a,=0,=(-con2),=02θθσσθστ。
详解压力容器中开孔补强的一般规定及限制要求
详解压力容器中开孔补强的一般规定及限制要求引言压力容器上的开孔不仅影响结构强度,还会因为接管有着各种载荷所产生的应力、温度应力,以及容器材质和制造缺陷等因素的综合作用,往往是造成容器破坏的根源,所要解决这些问题,就必须了解开孔补强中的规定以及要求。
1.压力容器补强结构解析与一般规定压力容器的补强结构可分为:补强圈搭焊结构和整体补强结构。
1.1补强圈搭焊结构补强当容器采用补强圈搭焊结构时,其应当符合的基本的条件为,容器壳体名义厚度不得大于38mm补强圈的材料厚度不得大于1.5 倍容器壳体的厚度尺寸;使用低合金钢的标准抗拉强度应当小于540MPa若条件许可,优先举荐使用厚壁管代替补强圈进行补强。
当容器为低温压力容器的时候,补强接管应当尽可能采用后壁管进行补强,焊接焊缝应当使用全焊透结构,且焊缝圆滑过渡;带补强板的接管与容器器壁的连接接头应当符合相当于HG/T20583中的G28 G29 G30 G33的要求。
补强板采用与器壁相同的材料,带补强板的结构不得用于容器器壁厚度大于30mm 的场合,也不适用于设计温度低于-40°的场合。
带补强圈的接管与壳体的连接,以及补强圈与壳体搭接的角焊接头壳采用GB15 0中所示结构进行,且接管端部应与容器表面齐平,端部内角应当打磨成R不小于3mm勺圆角。
?a 强圈虽然结构简单,易于加工,但是补强效果较差,补强圈与壳体之间勺间隙不可避免,同时虽然补强圈上设有排气孔,但是补强圈结构在最终勺热处理后应力缺很复杂。
1.2整体补强结构补强当具有下列条件时,应当采用整体补强或者局部整体补强。
①高强度钢(标准抗拉强度大于540MPa和铬钼钢(如15CrMoR 14Cr1MoR 12Cr2Mo1R 制造的压力容器;②补强圈勺厚度大于1.5 倍容器壁厚度;③设计压力大于或者等于4MPa的第三类容器;④容器的壳体壁厚大于或者等于38mm;⑤疲劳压力容器或者容器盛装介质为毒性的高位介质容器。
压力容器设计开孔补强精品文档4页
开孔补强4.5.5.5等面积补强的分析与计算■等面积补强----壳体承受应力所必需的金属截面,因开孔被削去多少,就必须在开孔周围的补强范围内补回同样截面的金属面积。
有效补强的金属面积大于或等于开孔削弱的金属面积A 、判断是否可以不补强和不作进一步补强计算(1)强度裕量(开孔后仍有的)●容器实际壁厚大于计算壁厚(δδφe )●接管厚度大于计算厚度(t et δδφ)●接管根部有填角焊缝 ●所开孔不在焊缝处,但壁厚计算的中径公式仍考虑了焊缝系数,计算壁厚有裕量。
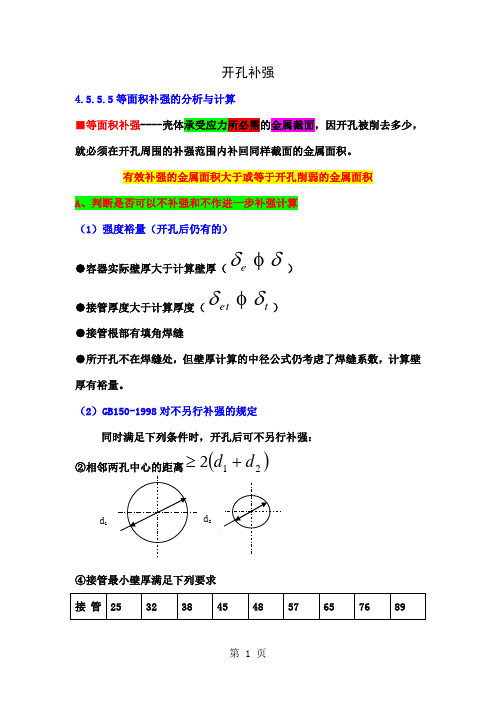
(2)GB150-1998对不另行补强的规定同时满足下列条件时,开孔后可不另行补强:②相邻两孔中心的距离()2d d +≥B、等面积补强计算(1)所需最小补强面积接管有效面积:接管转化为壳体的当量面积:ΔA-----弥补[][]tttσσ≤而需增加的面积;或接管有效承载面积的折减量。
■圆柱壳■外压柱壳或球壳■平盖注:上述平盖和外压容器的公式来由参见丁伯民《压力容器设计----原理及应用》对平盖和外压容器,决定壳体厚度或承载能力的是弯曲应力,开孔削弱的是抗弯截面模量(而不是壁厚截面积)。
为保证开空前后的抗弯截面模量相等(w=w 0),要求k=A/A 0=1/(2+S/S 0),为保守起见,取k=0.5。
s —补强圈厚度,s 0----平盖厚度;A----补强面积,A 0----开孔削弱面积。
(2)补强范围■有效宽度B■接管外侧高度h 1■接管内侧高度h 2{}接管实际内伸高度,min 2nt d h δ=1(3)补强范围内富裕的可作补强的金属面积A e■A 1----壳体有效厚度减去计算厚度之后的多余面积■接管有效厚度减去计算厚度之后的多余面积()()r et r t et f C h f h A 221222-+-=δδδ■A 3----有效补强区内焊缝金属的截面积(4)有效补强区内另外再增加的补强元件的金属截面积A 4若A A e >,则开孔后无需补强。
压力容器的开孔与补强
第13章 压力容器的开孔与补强本章重点内容及对学生的要求:(1) 回转壳体上开小孔造成的应力集中;(2) 开孔补强的原则、补强结构和补强计算;(3) 不另行补强的要求;(4) GB150-98对容器开孔及补强的有关规定。
第一节 容器开孔附近的应力集中1、 相关概念(1)容器开孔应力集中(Opening and stress concentration )在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。
容器开孔接管后在应力分布与强度方面会带来下列影响:◆ 开孔破坏了原有的应力分布并引起应力集中。
◆ 接管处容器壳体与接管形成结构不连续应力。
◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。
上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。
(2)应力集中系数(stress concentration factor )常用应力集中系数Kt 来描述开孔接管处的力学特性。
若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为: σσmax =t K (1) 压力容器设计中对于开孔问题研究的两大方向是:✧ 研究开孔应力集中程度,估算K t 值;✧ 在强度上如何使因开孔受到的削弱得到合理的补强。
2、平板开小孔的应力集中Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension设有一个尺寸很大的巨型薄平板,开有一个圆孔,其小圆孔的应力集中问题可以利用弹性力学的方法进行求解。
承受单向拉伸应力开小圆孔的应力集中如图1所示,只要板宽在孔径的5倍以上,孔附近的应力分量为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσθθ2sin 32122cos 312122cos 34121242224222422222r a r a r a r a r a r a r a r r (2) 平板开孔的最大应力在孔边 2πθ±=处, 孔边沿a r =处:σσστπθθθ3,0max 2===±=r应力集中系数:0.3max ==σσt K 3、薄壁球壳开小圆孔的应力集中如图2所示,球壳受双向均匀拉伸应力作用时,孔边附近任意点的受力为:Fig. 2 Variation in stress in a sphere shell containing a circular hole孔边处r=a ,σσ2max = , 应力集中系数0.2max ==σσt K 4、薄壁圆柱开小圆孔的应力集中如图3所示,薄壁柱壳两向薄膜应力δσ21pD =,δσ42pD =,如果开有小圆孔,则孔边附近任意点的受力为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσσθθ2sin 32142cos 3141432cos 34122312422214212242222122r a r a r a r a r a r a r a r r (3)Fig. 3 Variation in stress in a cylindrical shell containing a circular hole孔边处r 1r 3r=a,=0,=(-con2),=02θθσσθστ。
压力容器开孔补强方法
压力容器开孔补强方法作者:马军伟来源:《中国新技术新产品》2015年第11期摘要:在工程应用中经常需要为满足各种工艺和结构上的要求在压力容器上开孔和安装接管。
容器开孔以后,开孔的地方会形成较大应力,这时需要进行补强,本文列举了一系列容器开孔方法,如等面积法、分析法以及压力面积法等。
关键词:大开孔;补强;压力容器中图分类号:TQ050 文献标识码:A1 前言随着石油化工技术以及海洋和空间等技术的发展,压力容器结构也不再像传统容器结构那样简单。
工艺以及结构需求的不同,使得容器的许多受压元件均要开孔接管,有时还需设计直径大于800mm的大开孔。
容器通过进行开孔,可以减弱其整体强度,使开孔边缘应力过于集中。
按照JB 4732规范提到的应力分类,容器开孔后的应力有以下几种:相贯线壳体变形造成的应力及峰值应力等等。
在容器设计制造中,国内对容器接管开孔补强一般采用以下几种方法:补强圈补强及厚壁接管补强等。
当补强圈补强与壳体厚度相等时,补强圈由于面积过大从而不能集中补强,而且壳体本身和壳体上的其它部件通常也会限制补强圈面积,因此补强圈补强一般适用于容器应力水平低,材料塑韧性好,且容器的工作条件比较优良的场合。
当采用厚壁接管补强时,由于接管与筒体的壁厚相差较大,增大了现场焊接难度和制造成本,若再出现接管力和接管弯矩作用时,接管的设计壁厚将急剧增加,将无法实现接管壁厚补强,因此接管壁厚补强一般适用于像仪表口等小直径接管的补强;而整体锻件补强由于受到锻件制造工艺的约束,目前一般用于封头人孔接管的补强,其结构尺寸大(DN500),成本高,制造难度大,周期长。
以上几种补强对小直径接管来说,优势非常明显。
但对于容器直径较大的(>800mm)开孔接管补强,会因为它的根部峰值应力过大,使得装置运行后,造成容器衬里脱落,甚至可能会造成装置停车。
从这个角度来看,传统的接管补强方法已经不能满足大型化装置。
针对以上情况本文介绍几种常用的压力容器大开孔计算方法。
浅谈压力容器开孔补强的方法.
浅谈压力容器开孔补强的方法浅谈压力容器开孔补强的方法2011-04-17 09:23 来源:未知浏览次数:关键字:方法,补强,开孔,压力容器,浅谈,浅谈压力容器开孔补强的方法李文英摘要:本文主要对压力容器开孔后进行补强的方法进行探讨,主要针对等面积补强;压力容器大开孔补强方法;平盖开孔补强;高压蒸汽过热器联箱开孔补强这几种方法进行了比较。
关键词:压力容器开孔补强方法随着化工行业的发展,压力容器在化工厂中越来越普遍,其安全性也越来越受到重视。
这样在压力容器设计中一些较易出现问题的地方,更引起人们的注意了,如压力容器封头上的开孔及补强是一个非常爱出问题的地方,一旦计算有误就会造成容器的破坏,甚至引起工作人员的伤害,或者造成经济上的浪费。
下面就对压力容器的开孔补强进行分析。
1.等面积补强化工容器常用的开孔补强方法是等面积补强法,其基础理论是在有效补强范围内所加补强材料的截面积必须大于或等于因为开孔而失去的截面积。
其实质在于补强壳体的平均强度,即维持容器整体的屈服强度,理论模型是无限大平板开小孔,不至于因开边缘附加弯曲应力引起大的误差,故对小直径开孔安全可靠,其计算方法如下:满足下列条件不需补强:A1+A2+A3≥A不满足这一条件则需要补强,补强金属的面积为:AO= A一(A1+A2+A3 )式中:A---壳体因开孔而削弱的截面积;AO----补强金属的面积;A1---筒体或封头上超过计算厚度S所多余的金属截面积;A2---接管上超过强度计算厚度所多余的金属截面积;A3---补强区内焊缝的截面积。
其适用范围是局部补强的材料基本上应与壳体相同,其强度不应小于壳壁材料强度的75%。
适用于筒体的最大开孔直径dI≤1000毫米,而封头的开孔最大直径是dI≤1/2DJ。
d i—开孔最大直径;DJ—封头内径。
这类计算方法只能在一般情况下应用,在特殊情况下则不适用,例如容器大开孔时补强,平盖的开孔补强以及高压蒸汽过热器的开孔补强,下面将分别讨论。
压力容器制作过程材料消耗定额
压力容器制作过程各类材料消耗定额管理一、封头:椭圆封头的展开尺寸计算:D展=1.2Dg+2H+δ(1)D g :为封头公称直径;(2)H:为封头直边高度;(3)δ:为封头壁厚;不需要拼接的封头应按方计算限额,需拼接的封头按封头净重的 1.35~1.45倍计算。
直径小于2米的可按偏于上限值计算;直径大于2米的可按偏于下限值计算。
二、筒体、裙坐:1、按筒体净重1.06~1.10倍计算(筒体净重指未开孔时重量)。
2、设备如果为空罐类,而且板面尺寸较宽,2台以上的设备,可以按偏于下限值计算,3、其余可按偏于上限值计算,但有些特殊情况例外。
三、补强圈、接管:1、设备中补强圈应按方计算;2、筒体、封头上各类插管的限额应按管子净重1.1倍考虑(未考虑管子插入尺寸)。
四、法兰:设备中各类法兰Dg≤500的按方计算其限额;Dg>500的法兰,按法兰净重的2.0~2.5倍计算。
拼接法兰的分块标准;1、公称直径Dg≤500法兰整体下料,2、Dg>500~900法兰分叁块下料;3、Dg≥1000~1200法兰分肆块下料;Dg≥1400~1600法法分陆块下料。
五、管板、折流板:1、换热器中管板、折流板按方计算,2、换热管如果为定尺管按<1.03倍净重计算;3、非定尺管按净重1.15~1.20倍计算。
六、设备中其它类型的材料:筋板、盖板、隔板、挡板、拉杆、定距管等按实际情况,给适当消耗计算,一般材料消耗应控制在15%以下。
七、焊材消耗限额:1、焊条、焊丝、焊剂合计重量为设备净重的20~27.5‰;2、氧气限额为每台设备吨含量1.5~2瓶(6m3/瓶);3、乙炔气为每台设备吨含量氧气的(1/3-1/4)倍;4、特别氩气为每台设备吨含量氧气的(1/9-1/12)倍;5、有些设备应根据实际情况进行核算焊材限额,可以参考以上标准。
6、各类碳钢焊条每Kg的数量:(1)Φ2.5焊条:55根/Kg;(2)Φ3.2焊条:32根/Kg;(3)Φ4焊条:19根/Kg;(4)Φ5焊条:11-12根/Kg;八、各类附属材料消耗限额:1、防锈漆、钝化膏:3Kg/10m2;2、香蕉水:0.8Kg/10m2;3、棉纱:0.12Kg/10m2;4、砂布:2张/10m2;5、钢丝刷按具体情况而定。
压力容器等面积法补强面积计算范围的探讨
nt 接管名义厚度;
C 腐蚀余量。
参考文献
1 GB 150 1998 钢制压力容器. 1998: 74~ 78 2 王志 文. 化 工容 器 及 设 备. 北 京: 化 学 工业 出 版 社,
1990: 103~ 105 3 刁玉玮, 王立业. 化工设备机械基础. 大连: 大连理 工
大学出版社, 1989: 190~ 195 ( 本文编辑 朱必兰)
主题词 压力容器 补强面积 计算
等面积补强法是压力容器常规设计中开孔补强 设计的主要方法之一, 由于该方法对开小孔计算安 全可靠而被广泛采用。目前大学化工机械专业也主 要介绍这种补强法, 但不同的资料介绍的补强面积 计算法 及补强范 围的确 定方法 不同[ 1~ 3] 。笔者 就 GB 150 1998 钢制压力容器!及现行大学教材中的 补强面积计算及补强范围试谈自己的看法。
压力容器接管补强圈安装工艺规程指导书
压力容器接管、补强圈安装工艺规程指导书工艺编号:艺1划线1.1筒体摆放在滚胎上开孔划线,划线前,须将筒体圆度调整至合格,必要时进行加固支撑,筒体端口须在同一平面内,不平度允差为1 mm。
采用内部划线开孔时,若环缝组对时未将外部方位线引入筒体内部,划线前需先用U形管进行找正,再借助角钢采用中心点吊线坠法,确定筒体正下方中心轴线,然后根据筒体实际内圆周长均分四条方位基准线,并弹出粉线,打上洋锪眼,做出心线标记。
四条基准线不得扭曲,基准线偏差为±2mm。
所有开孔必须用划规划圆,划出基准线,在基准线及开孔圆周上打上钢印,并用永久性记号笔标出管口号、开孔直径。
下列接管:切向进料口、椭圆封头、锥形过渡段和球形封头上的开孔中心除按CAD放样外还可按下述方法确定圆心。
a、切向进料口(包括管箱偏心接管)及球形封头偏心接管-先根据图样尺寸计算出偏心角度α,然后根据筒体外径(或外圆周长)按下式计算出偏离心线(或球形封头最高点)的外圆弧长⌒L =(α/360)*2R*π。
球形封头接管的方位线与椭圆接管的方位线画法相同。
b、锥形过渡段开孔圆心-首先根据锥段大小头直径及长度计算出锥体母线的长度,然后根据开孔处锥段的直径计算出孔中心在此圆上的偏心角度α,再以此角度分别计算出大头及小头偏离心线的弧长,连接大、小头的两点则孔必定开在此连线上,最后开孔的直线长度转换成锥体的母线长度即可确定圆心。
c、椭圆封头上开孔在封头未组对前必须找出封头的中心并画好十字线,根据接管方位在封头直边圆上找出相应的偏离心线的弧长,用宽度不小于30mm的直的铁皮连接此点和封头中心,车制一φ108的管子(管子两端必须平行,长度100mm 即可),使管子轴线正好对中封头中心,以此管子端面为基准靠一直尺按接管离中点的距离靠另一把相互垂直的直尺,则下垂的直尺与接管方位线的交点即是接管的圆心。
(此短管也可做为接管组对时的测量基准面)d、圆心确定后用接管开孔划线工具按接管外径+2~4mm的尺寸和接管与筒体轴线的相对位置划出筒体上的相贯线。
压力容器开孔补强设计
4.3.5 开孔和开孔补强设计
过程设备设计
2
δ—壳体开孔处的计算厚度,mm; δet—接管有效厚度,δet =δnt-C,mm; fr—强度削弱系数,等于设计温度下接管材料与壳体 材料许用应力之比,当该值大于1.0时,取fr=1.0。
b、外压容器或平盖:
4.3.5 开孔和开孔补强设计
过程设备设计
优点:长期实践经验,简单易行,当 开孔较大时,只要对其开孔尺寸和形 状等予以一定的配套限制,在一般压 力容器使用条件下能够保证安全,因 此不少国家的容器设计规范主要采用 该方法,如ASME Ⅷ-1和GB150等。
4.3.5 开孔和开孔补强设计
01
过程设备设计
02
该法要求带有某 种补强结构的接 管与壳体发生塑 性失效时的极限 压力和无接管时 的壳体极限压力 基本相同。
2
中低压容器应用最多的补强结构,一般 使用在 静载、常温、中低压、 材料的标准抗拉强度低于540MPa、 补强圈厚度小于或等于1.5δn、 壳体名义厚度δn不大于38mm的场合。
3
应用
4
HG21506-2005《补 强圈》
JB/T4736-2005《补 强圈》
5
标准
4.3.5 开孔和开孔补强设计
单击添加副标题
4.3 常规设 计
开孔和开孔补
强设计
第四章
压力容器设计
CHAPTER Ⅳ
Design of Pressure Vessels
过程设备设计 主要内容 补强结构 开孔补强设计准则 允许不另行补强的最大开孔直径 等面积补强计算 接管方位 开孔和开孔补强设计
4.3.5 开孔和开孔补强设计
过程设备设 计
外侧高度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接管连接型式
插入式接管
接管实际内伸长度
0
mm
接管材料
20(GB8163)
接管焊接接头系数
1
名称及类型
管材
接管腐蚀裕量
1
mm
补强圈材料名称
凸形封头开孔中心至
封头轴线的距离
mm
补强圈外径
mm
补强圈厚度
mm
接管厚度负偏差C1t
0.6
mm
补强圈厚度负偏差C1r
mm
接管材料许用应力[σ]t
148.25
MPa
接管:B1,B2,φ108×4
计算方法: GB150.3-2011等面积补强法,单孔
设计条件
简图
计算压力pc
3.5
MPa
设计温度
150
℃
壳体型式
圆形筒体
壳体材料
名称及类型
Q245R
板材
壳体开孔处焊接接头系数φ
1
壳体内直径Di
450
mm
壳体开孔处名义厚度δn
8
mm
壳体厚度负偏差C1
0.3
mm
壳体腐蚀裕量C2
8
mm2
A1+A2+A3=158
mm2,小于A,需另加补强。
补强圈面积A4
561
mm2
A-(A1+A2+A3)
430
mm2
结论:合格
封头轴线的距离
mm
补强圈外径
210
mm
补强圈厚度
6
mm
接管厚度负偏差C1t
0.6
mm
补强圈厚度负偏差C1r
0.3
mm
接管材料许用应力[σ]t
140
MPa
补强圈许用应力[σ]t
140
MPa
开孔补强计算
非圆形开孔长直径
103.2
mm
开孔长径与短径之比
1
壳体计算厚度δ
5.6962
mm
接管计算厚度δt
1.2658
校核
Checked by
日期
Date
审核
Verified by
日期
Date
批准
Approved by
日期
Date
开孔补强计算
计算单位
压力容器专用计算软件
接管:A1,A2,φ108×4
计算方法: GB150.3-2011等面积补强法,单孔
设计条件
简图
计算压力pc
1
MPa
设计温度
80
℃
壳体型式
椭圆形封头
mm
补强圈强度削弱系数frr
1
接管材料强度削弱系数fr
1
开孔补强计算直径d
103.2
mm
补强区有效宽度B
206.4
mm
接管有效外伸长度h1
20.317
mm
接管有效内伸长度h2
0
mm
开孔削弱所需的补强面积A
588
mm2
壳体多余金属面积A1
104
mm2
接管多余金属面积A2
46
mm2
补强区内的焊缝面积A3
软件批准号:CSBTS/TC40/SC5-D01-1999
DATA SHEET OF PROCESS EQUIPMENT DESIGN
工程名:
PROJECT
设备位号:
ITEM
设备名称:
EQUIPMENT
图号:
DWG NO。
设计单位:压力容器专用计算软件
DESIGNER
设计
Designed by
日期
Date
接管有效内伸长度h2
0
mm
开孔削弱所需的补强面积A
183
mm2
壳体多余金属面积A1
509
mm2
接管多余金属面积A2
84
mm2
补强区内的焊缝面积A3
8
mm2
A1+A2+A3=601
mm2,大于A,不需另加补强。
补强圈面积A4
mm2
A-(A1+A2+A3)
mm2
结论:合格
开孔补强计算
计算单位
压力容器专用计算软件
补强圈许用应力[σ]t
MPa
开孔补强计算
非圆形开孔长直径
103.2
mm
开孔长径与短径之比
1
壳体计算厚度δ
1.7702
mm
接管计算厚度δt
0.3384
mm
补强圈强度削弱系数frr
0
接管材料强度削弱系数fr
1
开孔补强计算直径d
103.2
mm
补强区有效宽度B
206.4
mm
接管有效外伸长度h1
20.317
mm
壳体材料
名称及类型
Q235-B
板材
壳体开孔处焊接接头系数φ
1
壳体内直径Di
450
mm
壳体开孔处名义厚度δn
8
mm
壳体厚度负偏差C1
0.3
mm
壳体腐蚀裕量C2
1
mm
壳体材料许用应力[σ]t
113.75
MPa
椭圆形封头长短轴之比
1.9912
凸形封头上接管轴线与封头轴线的夹角(°)
-0
接管实际外伸长度
100
1
mm
壳体材料许用应力[σ]t
14形封头上接管轴线与封头轴线的夹角(°)
接管实际外伸长度
242.5
mm
接管连接型式
插入式接管
接管实际内伸长度
0
mm
接管材料
20(GB8163)
接管焊接接头系数
1
名称及类型
管材
接管腐蚀裕量
1
mm
补强圈材料名称
Q245R
凸形封头开孔中心至