元器件的互连封装技术—引线键合技术
引线键合(WireBonding)

引线键合(WireBonding)引线键合(Wire Bonding)——将芯片装配到PCB上的方法 | SK hynix Newsroom结束前工序的每一个晶圆上,都连接着500~1200个芯片(也可称作Die)。
为了将这些芯片用于所需之处,需要将晶圆切割(Dicing)成单独的芯片后,再与外部进行连接、通电。
此时,连接电线(电信号的传输路径)的方法被称为引线键合(Wire Bonding)。
其实,使用金属引线连接电路的方法已是非常传统的方法了,现在已经越来越少用了。
近来,加装芯片键合(Flip Chip Bonding)和硅穿孔(Through Silicon Via,简称TSV)正在成为新的主流。
加装芯片键合也被称作凸点键合(Bump Bonding),是利用锡球(Solder Ball)小凸点进行键合的方法。
硅穿孔则是一种更先进的方法。
为了了解键合的最基本概念,在本文中,我们将着重探讨引线键合,这一传统的方法。
一、键合法的发展历程图1. 键合法的发展史:引线键合(Wire Bonding)→加装芯片键合(Flip Chip Bonding)→硅穿孔(TSV)下载图片为使半导体芯片在各个领域正常运作,必须从外部提供偏压(Bias voltage)和输入。
因此,需要将金属引线和芯片焊盘连接起来。
早期,人们通过焊接的方法把金属引线连接到芯片焊盘上。
从1965年至今,这种连接方法从引线键合(Wire Bonding),到加装芯片键合(Flip Chip Bonding),再到TSV,经历了多种不同的发展方式。
引线键合顾名思义,是利用金属引线进行连接的方法;加装芯片键合则是利用凸点(bump)代替了金属引线,从而增加了引线连接的柔韧性;TSV作为一种全新的方法,通过数百个孔使上下芯片与印刷电路板(Printed Circuit Board,简称PCB)相连。
二、键合法的比较:引线键合(Wire Bonding)和加装芯片键合(Flip Chip Bonding)图2. 引线键合(Wire Bonding) VS加装芯片键合(Flip Chip Bonding)的工艺下载图片三、引线键合(Wire Bonding)是什么?图3. 引线键合的结构(载体为印刷电路板(PCB)时)下载图片引线键合是把金属引线连接到焊盘上的一种方法,即是把内外部的芯片连接起来的一种技术。
半导体封装互连技术详解
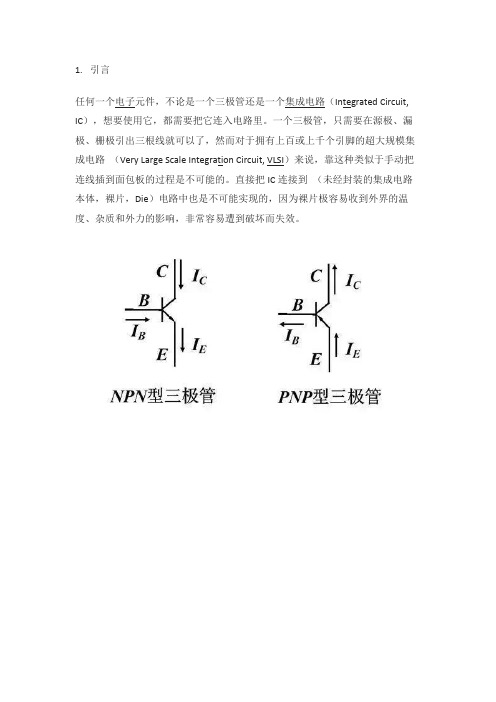
1.引言任何一个电子元件,不论是一个三极管还是一个集成电路(Integrated Circuit, IC),想要使用它,都需要把它连入电路里。
一个三极管,只需要在源极、漏极、栅极引出三根线就可以了,然而对于拥有上百或上千个引脚的超大规模集成电路(Very Large Scale Integration Circuit, VLSI)来说,靠这种类似于手动把连线插到面包板的过程是不可能的。
直接把IC连接到(未经封装的集成电路本体,裸片,Die)电路中也是不可能实现的,因为裸片极容易收到外界的温度、杂质和外力的影响,非常容易遭到破坏而失效。
所以电子封装的主要目的就是提供芯片与其他电子元器件的互连以实现电信号的传输,同时提供保护,以便于将芯片安装在电路系统中。
一般的半导体封装都类似于下面的结构,将裸片安装到某个基板上,裸片的引脚通过内部连接路径与基板相连,通过塑封将内部封装好后,基板再通过封装提供的外部连接路径与外部电路相连,实现内部芯片与外界的连接,就像上面两个图一样,裸Die和封装内部复杂的连接等都埋在里面,封装好后就是对外就是一些规整的引脚了。
不论是多复杂的封装,从黑盒的角度来看其实现的基本功能都是一样的,最简单的就是封装一个分立器件,给出几个引脚;复杂一点想要封装具有多个I/O 接口的IC,以及多个IC一起封装,在封装的发展过程中也发展出了很多封装类型和很多技术,比如扇出技术、扇入技术这些。
这些概念和缩写非常多,尤其是当谈到先进封装(Advanced Packaging)的时候,为了实现高密度集成以及快速信号传输这些需求,不得不在每一个地方都发展一些新的技术,很多情况下会把它们都并入到先进封装技术里来介绍,这有时候会引起一些困惑,这里主要整理一下IC封装里的互连技术。
在IC封装种几种典型的互连技术包括引线键合(Wire Bonding,WB)、载带自动焊(Tape-automated Bonding,TAB)、倒装芯片(Flip Chip,FC)、晶圆级封装(Wafer-Level Packaging,WLP)、以及硅通孔(Through Silicon Via,TSV)。
集成电路封装中的引线键合技术研究
集成电路封装中的引线键合技术研究摘要:本文以集成电路封装系统为研究对象,对其中的引线键合技术的工艺内容进行研究分析。
在简要介绍引线键合技术基础的前提下,分析多种类型的键合技术,并重点在键合技术基础条件上,就温度、时间、键合工具、引线材料、键合机理这四方面内容进行细化说明。
关键词:集成电路;封装处理;引线缝合引言集成电路封装技术,受到电气设备高速发展的影响,在行业领域与科技条件的带动下,呈现出了高速率的发展条件。
为了适应整体行业的发展状态,需要对其中的技术条件进行升级,尤其在键合技术内容中,需在简要介绍基本概念内容的基础上,引出整体技术应用要点,为相关研究提供参阅材料。
一、引线键合技术概述引线键合技术,将技术细线作为材料与技术基础,通过对热、压力、超声波等能量条件的利用,实现金属引线与基板焊盘之间的紧密焊合状态。
此项技术,是芯片技术领域中极为常见的技术手段,是维护电力互联状态、执行信息通信功能的基础性技术条件。
在理性的控制状态下,引线与极板之间,会出现电子共享或原子扩散,并在联众金属间,出现原子量级的键合状态。
功能属性上,引线键合技术,将核心元件作为工作对象,对其行使导出与引入功能,以此展示自身技术条件在集成电路封装中的技术应用价值。
二、多类型键合技术分析集成电路的设置,可以分为多道操作工艺,并在磨片、划片、装片、烘箱、键合、塑封等多项技术工序中,完成整体的技术管理。
在IC封装技术条件下,芯片与引线之间的连接状态,是电源与信息号连接的基础,在连接方式上,呈现出倒装焊、载带自动焊、引线键合三种技术类型。
在应用条件上,引线键合表现出明显的技术优势。
而在传统封装条件下,引线键合技术也表现出一定的特异化内容,通常会使用球形焊接的流程工艺形式。
球形焊接技术,首先要设置第一点焊接,并将其位置固定在芯片表面。
然后通过线弧的成型处理,引导出第二点焊接,并将其设置在引线框架或者基板的表面。
技术原理上,通过离子化的空气间隙,引导出“电子火焰熄灭”现象,并在形成金属球的过程中,产生所谓的自由空气球,表现出技术条件下独有的特征属性。
浅析引线键合
浅析引线键合摘要:随着集成电路的发展, 先进封装技术不断发展变化以适应各种半导体新工艺和新材料的要求和挑战。
半导体封装内部芯片和外部管脚以及芯片之间的连接起着确立芯片和外部的电气连接、确保芯片和外界之间的输入/ 输出畅通的重要作用,是整个后道封装过程中的关键。
引线键合以工艺实现简单、成本低廉、适用多种封装形式而在连接方式中占主导地位, 目前所有封装管脚的90%以上采用引线键合连接[1]。
关键词:集成电路引线键合方向发展Abstract: with the development of integrated circuits, advanced packaging technology constantly changing to adapt to all kinds of semiconductor of new technology and new material requirements and challenges. Semiconductor package internal chip and the external pin and the connection between the chip having established chip and external electrical connection, ensure the chip and outside between the input / output smooth important role, the whole package after the road is the key process in the. Wire bonding technology to achieve a simple, low cost, suitable for various packaging forms and in a connection mode in the dominant, all current package pins above 90% using a wire bond connection [1].Key words: integrated circuit lead wire bonding direction目前封装形式一方面朝着高性能的方向发展,另一方面朝着轻薄短小的方向发展,对封装工艺圆片研磨、芯片粘贴、引线键合都提出了新的要求。
引线键合
热压焊:金属线过预热至约300至400℃的氧化铝(Al2O3)或 碳 化 钨 ( WC) 等 耐 火 材 料 所 制 成 的 毛 细 管 状 键 合 头 (Bonding Tool/Capillary,也称为瓷嘴或焊针),再以电火 花或氢焰将金属线烧断并利用熔融金属的表面张力效应使 线之末端成球状(其直径约金属线直径之2倍),键合头 再将金属球下压至已预热至约150至250℃的第一金属焊盘 上进行球形结合(Ball Bond)。在结合时,球点将因受压 力而略为变形,此一压力变形之目的在于增加结合面积、 减低结合面粗糙度对结合的影响、穿破表面氧化层及其他 可能阻碍结合之因素,以形成紧密之结合。
29
底面角
4 degree 专门设计用于解决8度或者0度的问题, 建议使用小的键合头
8 degree 一般用途,很好的第二键合点丝线截断能力 15 degree 仅仅用于热压焊,使用较少
30
5
键合头直径 (T)
主要影响第二键合点的强度, 在允许的范围内应该尽可能大, 小键合头适合于较密(细间距) 键合, 小键合头适合于手工操作。
35
36
6
2013/1/14
铝丝
• 纯铝太软而难拉成丝,一般加入 1% Si 或者1% Mg以提 高强度。 • 室温下1% 的Si 超过了在铝中的溶解度,导致Si的偏析, 偏析的尺寸和数量取决于冷却数度,冷却太慢导致更多 的Si颗粒结集。Si颗粒尺寸影响丝线的塑性,第二相是疲 劳开裂的萌生潜在位置。 • 掺1%镁的铝丝强度和掺1% 硅的强度相当。 • 抗疲劳强度更好,因为镁在铝中的均衡溶解度为2%,于 是没有第二相析出。
31
2013/1/14
键合头镀层
光滑涂层 • 较长的使用寿命 , • 要进行抛光 , • 使得第二键合点光亮, • 减少金属的残留和聚集
引线键合工艺介绍及质量检验
引线键合工艺介绍及质量检验引线键合工艺是一种广泛应用于电子元器件制造的连接技术,它通过金属引线的熔融连接实现芯片与外部电路的连接。
这种工艺具有高可靠性、低成本、高生产效率等优点,因此在电子产业中得到广泛应用。
本文将详细介绍引线键合工艺的过程、质量检验方法及其应用实例。
准备:包括芯片贴装、引线框架设计、选择合适的引线材料和键合设备等。
键合:通过加热或超声波能量使金属引线与芯片和外部电路键合。
检测:对键合后的产品进行外观和功能性检测。
封装:将检测合格的产品进行封装,以保护其内部电路并提高可靠性。
质量检验是保证引线键合工艺成品质量的重要环节。
以下是一些建议的质量检验步骤和方法:外观检测:通过目视或显微镜检查产品外观,判断是否有键合不良、毛刺、断线等问题。
功能性检测:利用检测仪器进行电气性能测试,确保产品在规定范围内正常运行。
X光检测:利用X光无损检测技术对产品内部结构进行观察,以发现潜在的内部缺陷。
可靠性测试:进行环境试验、寿命测试等,以评估产品的长期性能和可靠性。
微处理器封装:在微处理器封装中,引线键合工艺用于将芯片与外部电路进行连接,以确保微处理器能够正常工作。
传感器制造:在传感器制造中,引线键合工艺用于将敏感元件与信号处理电路进行连接,以提高传感器的精度和可靠性。
医疗设备制造:在医疗设备制造中,引线键合工艺用于将电子元件与医疗器械进行连接,以确保医疗器械的安全性和有效性。
引线键合工艺作为电子元器件制造中重要的连接技术,具有不可替代的地位。
通过对其工艺过程的了解和对其质量检验方法的掌握,有助于提高电子元器件制造的整体水平和产品的可靠性。
随着科技的不断发展,我们有理由相信,引线键合工艺将继续在未来的电子产业中发挥重要作用。
超声引线键合点是指通过超声波振动将金属导线与芯片或基板连接起来的连接点。
超声引线键合点的形态包括圆形、椭圆形、扁平形等,其中圆形是最常见的形态。
超声引线键合点的形态受多种因素影响,如键合工艺参数、金属导线材料、芯片或基板材料等。
引线键合
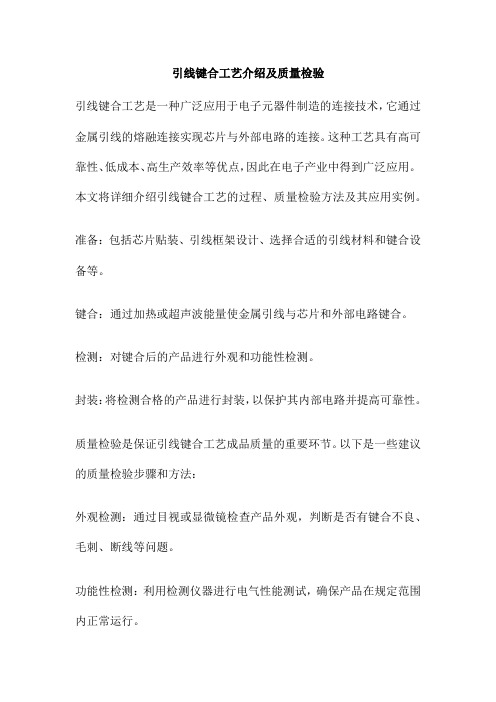
引线键合(wire bonding,WB)引线键合的定义:用金属丝将芯片的I/O端(内侧引线端子)与相对应的封装引脚或者基板上布线焊区(外侧引线端子)互连,实现固相焊接过程,采用加热、加压和超声能,破坏表面氧化层和污染,产生塑性变形,界面亲密接触产生电子共享和原子扩散形成焊点,键合区的焊盘金属一般为Al或者Au等,金属细丝是直径通常为20~50微米的Au、Al或者Si—Al丝。
历史和特点1957 年Bell实验室采用的器件封装技术,目前特点如下:• 已有适合批量生产的自动化机器;• 键合参数可精密控制,导线机械性能重复性高;• 速度可达100ms互连(两个焊接和一个导线循环过程);• 焊点直径:100 μm↘ 50μm,↘ 30 μm;• 节距:100 μm ↘55 μm,↘35 μm ;• 劈刀(Wedge,楔头)的改进解决了大多数的可靠性问题;• 根据特定的要求,出现了各种工具和材料可供选择;•已经形成非常成熟的体系。
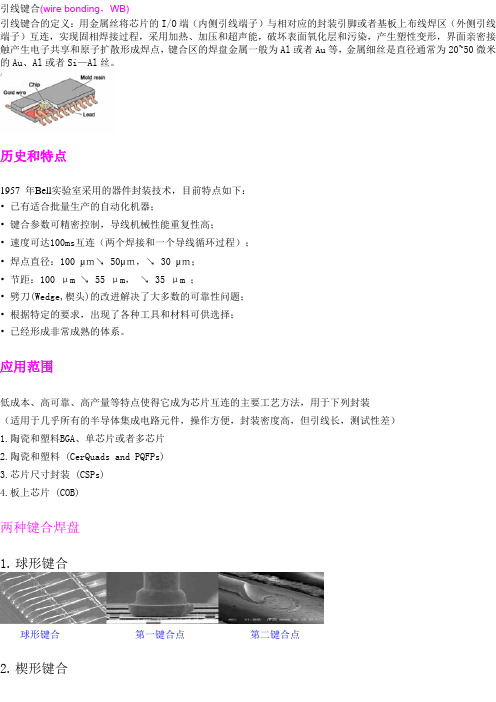
应用范围低成本、高可靠、高产量等特点使得它成为芯片互连的主要工艺方法,用于下列封装(适用于几乎所有的半导体集成电路元件,操作方便,封装密度高,但引线长,测试性差)1.陶瓷和塑料BGA、单芯片或者多芯片2.陶瓷和塑料 (CerQuads and PQFPs)3.芯片尺寸封装 (CSPs)4.板上芯片 (COB)两种键合焊盘1.球形键合球形键合第一键合点第二键合点2.楔形键合楔形键合第一键合点第二键合点三种键合(焊接、接合)方法引线键合为IC晶片与封装结构之间的电路连线中最常使用的方法。
主要的引线键合技术有超音波接合(Ultrasonic Bonding, U/S Bonding)、热压接合(Thermocompression Bonding,T/C Bonding)、与热超音波接合(Thermosonic Bonding, T/S Bonding)等三种。
机理及特点1.超声焊接:超音波接合以接合楔头(Wedge)引导金属线使其压紧于金属焊盘上,再由楔头输入频率20至60KHZ,振幅20至200μm,平行于接垫平面之超音波脉冲,使楔头发生水平弹性振动,同时施加向下的压力。
《集成电路封装与测试》芯片互连

引线键合技术
11
引线键合键合接点形状主要有楔形和球形,键合接点有两个,两 键合接点形状可以相同或不同。
球形键合
楔形键合
引线键合工艺参数
12
➢键合温度 WB 工艺对温度有较高的控制要求。过高的温度不仅会产生过多的氧化物影响键合质量,并
且由于热应力应变的影响,图像监测精度和器件的可靠性也随之下降。在实际工艺中,温控系 统都会添加预热区、冷却区,提高控制的稳定性,需要安装传感器监控瞬态温度 ➢键合时间
芯片焊区
芯片互连
I/O引线
半导体失效约有1/4-1/3是由芯片互连所引起,因此芯片互连对器件可靠性意义重大!!!
芯片互连技术概述
5
芯片托盘(DIE PAD)
芯片(CHIP)
L/F 内引脚 (INNER LEAD)
热固性环氧树脂 (EMC)
金线(WIRE)
L/F 外引脚 (OUTER LEAD)
IC 封装成品构造图
芯片互连常见方法
6
常见 方法
引线键合(又称打线键合)技术(WB) 载带自动键合技术(TAB)
倒装芯片键合技术(FCB)
这三种连接技术对于不同的封装形式和集成电路芯片集成度的限制各有不同的应用范围。 其中,FCB又称为C4—可控塌陷芯片互连技术。 打线键合适用引脚数为3-257;载带自动键合的适用引脚数为12-600;倒装芯片键合适用的引 脚数为6-16000。可见C4适合于高密度组装。
02 引线键合技术概述
引线键合技术
8
引线键合工程是引线架上的芯片与引线架之间用金线连接的工程。为了 使芯片能与外界传送及接收信号,就必须在芯片的接触电极与引线架的引脚 之间,一个一个对应地用键合线连接起来,这个过程称为引线键合。也称为 打线键合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用范围
低成本、高可靠、高产量等特点使得它成为芯片 互连的主要工艺方法,用于下列封装:
• 陶瓷和塑料BGA、单芯片或者多芯片 • 陶瓷和塑料 (CerQuads and PQFPs) • 芯片尺寸封装 (CSPs) • 板上芯片 (COB)
芯片互连例子
采用引线键合的芯片互连
两种键合焊盘
球形键合
铝合金线为超音波最常见的线材;金线亦可用于超音 波接合,它的应用可以在微波元件的封装中见到。
楔形键合
其穿丝是通过楔形劈刀 背面的一个小孔来实现 的,金属丝与晶片键合 区平面呈30~60°的角 度,当楔形劈刀下降到 焊盘键合区时,楔头将 金属丝按在其表面,采 用超声或者热声焊而完 成键合。
超音波接合只能产生楔形接点(Wedge Bond)。它所能 形成的形成的连线弧度(称为Profile)与接点形状均小于其 他引线键合方法所能完成者。因此适用于焊盘较小、密度 较高的IC晶片的电路连线;但超音波接合的连线必须沿著 金属迴绕的方向排列,不能以第一接点为中心改变方向, 因此在连线过程中必须不断地调整IC晶片与封装基板的位 置以配合导线的迴绕,不仅其因此限制了键合的速度,亦 较不利于大面积晶片的电路连线。
元器件的互连封装技术 —引线键合技术
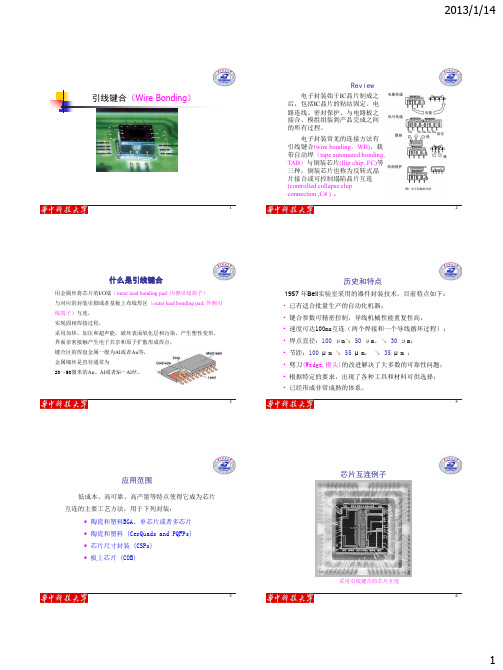
Review
电子封装始于IC晶片制成之 后,包括IC晶片的粘结固定、电 路连线、密封保护、与电路板之 接合、模组组装到产品完成之间 的所有过程。
电子封装常见的连接方法有 引线键合(wire bonding,WB)、载 带自动焊(tape automated bonding, TAB)与倒装芯片(flip chip, FC)等 三种,倒装芯片也称为反转式晶 片接合或可控制塌陷晶片互连 (controlled collapse chip connection ,C4 ) 。
什么是引线键合
用金属丝将芯片的I/O端(inner lead bonding pad: 内侧引线端子) 与对应的封装引脚或者基板上布线焊区(outer lead bonding pad: 外侧引 线端子)互连,实现固相焊接过程, 采用加热、加压和超声能,破坏表面氧化层和污染,产生塑性变形, 界面亲密接触产生电子共享和原子扩散形成焊点, 键合区的焊盘金属一般为Al或者Au等, 金属细丝是直径通常为20~50微米的Au、Al或者Si-Al丝。
热声焊:为热压结合与超音波结合的混合方法。热超音 波结合也先在金属线末端成球,再使用超声波脉冲进行 导线材与金属接点间之结合。热超音波结合的过程中结 合工具不被加热而仅仅是结合之基板维持在100至150℃ 的温度,此一方法除了能抑制结合界面介金属化合物 (Intermetallic Compounds)之成长之外,并可降低基板的 高分子材料因温度过高而产生劣化变形的机会,因此热 超音波结合通常应用于结合困难度较高的封装连线。金 线为热超音波结合最常被使用的材料。
楔形键合
三种键合(焊接、接合)方法
引线键合为IC晶片与封装结构之间的电路连线中 最常使用的方法。主要的引线键合技术有超音波接合 (Ultrasonic Bonding, U/S Bonding)、热压接合 (Thermocompression Bonding,T/C Bonding)、与热超音 波接合(Thermosonic Bonding, T/S Bonding)等三种。
4、当毛细管移到位后,用与焊 第一点类似的技术,在衬底上形 成楔形压痕。
5、毛细管上升,离开衬底。到 某一预定高度,金线被夹紧,毛 细管继续上升。金线在最细处被 拉断。
6、新的球状突起在金线末端形 成。一般使用电火花技术。键合 过程结束。准备下一键合过程。
球形结合完成后,结合工具升起并引导金属线至第 二个金属焊盘上进行楔形结合,由于结合工具顶端为一 圆锥形,所得之第二接点通常呈新月状(Crescent Bond) 热压结合属于高温结合过程,金线因具有高导电性与良 好的抗氧化特性而成为最常被使用的导线材料;铝线也 可被用于热压结合,但因铝线不易在线之末端成球,故 一般仍以楔形接点的形态完成连线结合。
热压焊:金属线过预热至约300至400℃的氧化铝(Al2O3)或 碳 化 钨 ( WC ) 等 耐 火 材 料 所 制 成 的 毛 细 管 状 键 合 头 (Bonding Tool/Capillary,也称为瓷嘴或焊针),再以电火 花或氢焰将金属线烧断并利用熔融金属的表面张力效应使 线之末端成球状(其直径约金属线直径之2倍),键合头 再将金属球下压至已预热至约150至250℃的第一金属焊盘 上进行球形结合(Ball Bond)。在结合时,球点将因受压 力而略为变形,此一压力变形之目的在于增加结合面积、 减低结合面粗糙度对结合的影响、穿破表面氧化层及其他 可能阻碍结合之因素,以形成紧密之结合。
历史和特点
1957 年Bell实验室采用的器件封装技术,目前特点如下:
• 已有适合批量生产的自动化机器; • 键合参数可精密控制,导线机械性能重复性高; • 速度可达100ms互连(两个焊接和一个导线循环过程); • 焊点直径:100 μm↘ 50 μm,↘ 30 μm; • 节距:100 μm ↘ 55 μm, ↘ 35 μm ; • 劈刀(Wedge,楔头)的改进解决了大多数的可靠性问题; • 根据特定的要求,出现了各种工具和材料可供选择; • 已经形成非常成熟的体系。
球形键合过程
1、毛细管(capillary)与焊盘 (bond pad)对准,把金线末端生 成半径为1.5~2倍金线半径的球 状突起和毛细管口贴紧。
2、毛细管降下,球状突起与焊 盘接触,综合压力、加热能量等 使球状突起变形成为焊点形状。
3、单点键合完成后,毛细管升 起,金线从毛细管中抽出,随毛 细管移动到第二个焊盘上方。
机理及特点
超声焊接:超音波接合以接合楔头(Wedge)引导金属线使其 压紧于金属焊盘上,再由楔头输入频率20至60KHZ,振幅20 至200μm,平行于接垫平面之超音波脉冲,使楔头发生水 平弹性振动,同时施加向下的压力。使得劈刀在这两种力 作用下带动引线在焊区金属表面迅速摩擦,引线受能量作 用发生塑性变形,在25ms内与键合区紧密接触而完成焊接。 常用于Al丝的键合。键合点两端都是楔形 。