水玻璃生产工艺优化
水玻璃铸造工艺
水玻璃铸造工艺守则1蜡料制备1. 工艺要求:1.1 蜡液温度:70-90℃,严禁超过90℃。
1.2 稀蜡温度:65-80℃。
1.3 蜡膏保温缸水温:48-50℃。
1.4 蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。
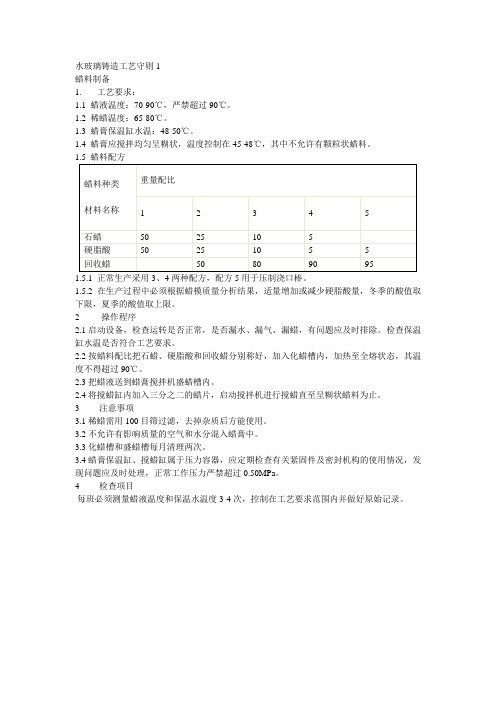
1.5.1 正常生产采用3、4两种配方,配方5用于压制浇口棒。
1.5.2 在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬季的酸值取下限,夏季的酸值取上限。
2 操作程序2.1 启动设备,检查运转是否正常,是否漏水、漏气、漏蜡,有问题应及时排除。
检查保温缸水温是否符合工艺要求。
2.2 按蜡料配比把石蜡、硬脂酸和回收蜡分别称好,加入化蜡槽内,加热至全熔状态,其温度不得超过90℃。
2.3 把蜡液送到蜡膏搅拌机盛蜡槽内。
2.4 将搅蜡缸内加入三分之二的蜡片,启动搅拌机进行搅蜡直至呈糊状蜡料为止。
3 注意事项3.1 稀蜡需用100目筛过滤,去掉杂质后方能使用。
3.2 不允许有影响质量的空气和水分混入蜡膏中。
3.3 化蜡槽和盛蜡槽每月清理两次。
3.4 蜡膏保温缸、搅蜡缸属于压力容器,应定期检查有关紧固件及密封机构的使用情况,发现问题应及时处理,正常工作压力严禁超过0.50MPa。
4 检查项目每班必须测量蜡液温度和保温水温度3-4次,控制在工艺要求范围内并做好原始记录。
蜡模制造1 工艺要求1.1 室温:16-28℃(最高不超过30℃)。
1.2 蜡膏压注温度:45~48℃,压力:0.3~0.5 MPa,保压时间:3~10秒。
1.3 压蜡冷却水温,14~24℃,冷却时间:20~100秒。
1.4蜡模冷却水温,14~24℃,冷却时间:10~60min。
1.5蜡模清洗液温度,20~28℃,清洗液中加入0.01% JFC。
1.6 脱模剂:ZF201.1.7蜡模表面光洁度,形状完整,轮廓清洗,尺寸合格,不允许有缩陷,凸包裂纹等缺陷。
2 操作程序2.1 手工制模2.1.1检查压型的分型面、型腔、脱模机构、定位销、紧固件应完整清洁。
湿法生产水玻璃

湿法生产水玻璃一、工艺原理:湿法生产水玻璃的原料是烧碱和石英砂,石英砂越细越好。
把液碱打入混料器,配成一定浓度的稀释液,加入石英砂,搅拌均匀后,用泵打进反应器,直接蒸汽加热,使反应器内压力达到0.7~0.8MPA 后,停止通蒸汽,用夹套蒸汽保温数小时后反应完成。
二、工艺流程图:液碱 蒸汽三、反应机理:nSiO 2+2NaOH Na2O.SiO2+H2O四、蒸汽的要求:0.7~0.8MPa五、配料形式:人工操作、间歇配料、每次操作工人需要5~6人;六、产品质量标准:国家标准《硅酸钠》(GB/T4209-97)第四类标准,其理化指标:1)、比重(20℃)g/cm3:1.368~1.394;2)、氧化钠(Na2O )%:≥9.5;3)、二氧化硅(SiO2)%:≥22.1;4)、模数:1.8~2.6;5)、水不溶物%:≤0.05七、原料标准:1、石英砂:质量指标受产地影响较大(特别是活性,由矿产地及加工工艺决定),基本要求如下:1)、颗粒细度:100~180目;2)、孔边距:0.09mm;3)、筛余量:≤2%;4)、SiO2 含量(干基):﹥96%;5) 、Fe2O3含量(干基):≤0.15%;6)、R2O3(铁铝氧化物)(干基):≤2.2%7)、含水量:﹤15%;8)、外观:白或略带色;2、烧碱(GB209-93):外观无色透明粘稠液体;理化指标要求:1)、含NaOH量≥30%;2)、含Na2CO3量≤0。
4%;八、消耗定额:1吨40°Be水玻璃的消耗定额为:1)、石英砂(SiO2≥98%):300~350Kg;2)、碱液(NaOH≥30%):400~460Kg;3)、水:0.5~0.8吨;4)、电:20~22度;5)、汽:0.3~0.35吨;。
水玻璃铸造工艺(3篇)

第1篇一、引言水玻璃铸造工艺是一种传统的铸造方法,它利用水玻璃作为铸造材料,具有熔点低、流动性好、易于脱模等优点。
随着我国铸造工业的不断发展,水玻璃铸造工艺在铸造领域得到了广泛应用。
本文将从水玻璃的制备、铸造工艺流程、质量控制等方面对水玻璃铸造工艺进行详细介绍。
二、水玻璃的制备1. 水玻璃的原料水玻璃的原料主要有硅砂、碱金属氧化物、碱土金属氧化物等。
其中,硅砂是水玻璃的主要成分,其质量直接影响水玻璃的性能。
2. 水玻璃的制备方法(1)熔融法:将硅砂、碱金属氧化物、碱土金属氧化物等原料按照一定比例混合,加热熔融后,加入适量水冷却、固化,得到水玻璃。
(2)水解法:将硅砂、碱金属氧化物、碱土金属氧化物等原料按照一定比例混合,加入适量水,搅拌、加热,使原料水解,得到水玻璃。
(3)沉淀法:将硅砂、碱金属氧化物、碱土金属氧化物等原料按照一定比例混合,加入适量水,搅拌、加热,使原料发生化学反应,生成沉淀,经过过滤、洗涤、干燥等工序,得到水玻璃。
三、水玻璃铸造工艺流程1. 原料准备将硅砂、碱金属氧化物、碱土金属氧化物等原料按照一定比例混合,经过筛选、烘干等工序,确保原料的质量。
2. 水玻璃制备按照一定的工艺参数,将原料进行熔融、水解或沉淀等制备过程,得到符合要求的水玻璃。
3. 模具准备根据铸件形状、尺寸、材料等要求,选择合适的模具。
模具应具有良好的脱模性能、耐磨性和耐腐蚀性。
4. 铸造将水玻璃倒入模具中,进行凝固、硬化。
根据铸件形状、尺寸、材料等要求,选择合适的铸造温度、时间、压力等参数。
5. 脱模在铸件凝固、硬化后,进行脱模操作。
脱模过程中应避免对铸件造成损伤。
6. 后处理对铸件进行打磨、抛光、热处理等后处理工序,提高铸件质量。
四、质量控制1. 原料质量:严格控制原料质量,确保水玻璃的性能稳定。
2. 水玻璃制备:按照一定的工艺参数,确保水玻璃的制备质量。
3. 模具质量:选择合适的模具,确保模具的脱模性能、耐磨性和耐腐蚀性。
水玻璃铸造工艺守则

资源回收利用:对可回收利用的废弃物进行回收利用,提高资源利用效率
环保监管:加强环保监管,确保水玻璃铸造工艺的环保与安全要求得到落实
生产过程中的安全防护措施
穿戴防护用品:操作人员必须佩戴齐全的防护用品,如防护眼镜、手套、口罩等,以防止有害物质对人体的伤害。
工艺参数调整:根据产品要求和生产条件,合理调整硬化时间和温度,以获得最佳的工艺效果。
Part Five
水玻璃铸造工艺中的问题及解决方法
气泡的产生与消除
气泡产生的原因:水玻璃中的气体未完全排出、水玻璃涂抹不均匀、金属模具温度过高等
气泡消除的方法:增加排气孔、调整水玻璃涂抹方式、控制金属模具温度等
裂纹的产生与预防
注意事项:在操作过程中,要密切关注模具温度和浇注温度的变化,及时调整参数,避免出现异常情况
浇注速度与压力
浇注速度:控制浇注速度以保证金属液平稳、均匀地流入型腔
压力:通过控制压力来防止金属液在浇注过程中产生气孔、夹渣等缺陷
浇注速度与压力的协调:根据铸件的大小、形状和材质等因素,合理调整浇注速度和压力
原材料的质量要求
添加标题
添加标题
添加标题
添加标题
原材料质量标准:符合国家相关标准,无杂质、无污染
原材料种类:硅酸钠、水玻璃、耐火材料等
原材料检验方法:采用化学分析、物理测试等方法进行检验
原材料储存要求:保持干燥、通风良好,防止受潮、变质
生产过程中的质量控制
添加标题
添加标题
添加标题
添加标题
工艺控制:严格遵守工艺流程,确保每个环节的质量稳定
保持通风:在生产过程中,应保持通风良好,以减少有害气体的浓度,防止对操作人员造成危害。
水玻璃有机酯自硬砂工艺简介

目录第一部分水玻璃基础水玻璃有机酯自硬砂工艺简介 (1)关于水玻璃的几个基本概念 (1)第二部分改性水玻璃改性水玻璃自硬砂的主要性能参数 (3)酯硬化水玻璃硬化机理 (4)影响水玻璃自硬砂硬化特性的主要因素 (5)改性水玻璃自硬砂的材料 (6)改性水玻璃和有机酯固化剂的使用方法 (7)混砂、造型注意事项 (8)常见问题诊断及解决方案 (9)第三部分再生砂水玻璃再生砂的特性 (11)再生砂工艺要点 (11)再生砂水玻璃材料及工艺 (12)常见问题诊断及解决方案 (13)关于水玻璃残留Na2O (14)第一部分水玻璃基础一、水玻璃有机脂自硬砂工艺简介改性水玻璃有机酯自硬砂工艺是一种先进的造型工艺,它克服了传统水玻璃砂加入量高、溃散性差、旧砂回用率低等缺点,是一种符合二十一世纪可持续发展的绿色环保工艺。
我公司顺应时代发展潮流,契合铸造厂家的实际需要,发展和完善了这一重要而先进的生产技术。
水玻璃作为一种铸造粘结剂,引进中国铸造车间已有几十年的历史,其应用工艺也从早期的二氧化碳硬化,发展到固化剂硬化。
二氧化碳硬化法硬化速度快,但硬化过程中稳定性欠佳,常使型砂过吹,厚大砂芯内部难以硬透,导致铸件产生较多的缺陷。
粉状硬化剂硬化法虽然比二氧化碳法有了较大进步,但由于水玻璃容量高达8%以上,浇铸后型砂残留强度高,溃散性差,这使其应用受到限制。
液体硬化剂的使用,由于其水玻璃加入量少、溃散性好、工艺简单等特点,至今已发展成为一种有强大生命力的新型砂型。
它具有以下的工艺特点:1)水玻璃加入量低而砂型强度高。
改性水玻璃的加入量为砂重的2.2~3.0%,型砂抗压强度达2.0~3.6MPa。
2)型砂综合工艺性能好。
冬季硬透性好,硬化性能可调性好。
通过调整水玻璃和固化剂的种类及加入量,容易适应外界环境、铸件生产要求的变化,可完全满足不同工厂造型制芯的工艺要求,能建成生产线大批量生产。
3)可实现水玻璃砂的干法再生回用,回用率≥80%,可以消除水玻璃砂废砂和废水对生态环境的污染。
基于当地资源的水玻璃生产工艺

力蒸汽 中可形成液体水玻璃 。液体水玻璃在现代工
业 生产 中具 有广 泛 的用途 ,各 行业对 水玻 璃 的性 能 要 求 也不 同 ,液体水 玻璃 的性 能在 很大 程度上 取决
于固体水玻璃的制造质量 ,固体水玻璃的制造成本
也 是 最终产 品成本 的主要 方面 。因此 ,一方 面要 根
据不 同行业对水玻璃 的性能要求制造出合格的水玻 璃产品 ,另一方面 ,也要从实际出发 ,科学地设计 生产工艺 ,因地制宜 、充分利用当地资源 ,最大 限 度地提高生产效率 、保护环境 、文明生产。
定 ,价格低廉 ,著名 的有红果子沟砂岩矿 、四道
1 资 源 状 况
阿拉善盟地处 内蒙古 自治区丁部 ,与宁夏银
Abs t r a c t :I n t h i s p a pe r ,a c c o r d i n g t o t h e mi n e r a l a n d c h e mi c a l r e s o ur c e s c o n d i t i o n, t h e t e c h n o l o g y o f s o di u m s i l i c a t e m a n u f a c t u r i ng p r o c e s s d e s i g n,t h i s p a pe r d i s c u s s e s t he a p p l i c a t i o n o f t h e pr o c e s s s o me t e c n i h c a l p r o bl e ms i n t h e p r o c e s s o f p r o d u c t i o n of s o d i u m s i l i c a t e .
湿法水玻璃生产工艺

釜 中 溶 解 于 水 中 。将 溶 液 浓 缩 到 一 定 浓 度 ,得 到 的黏 稠 流 体 被 不 太 确 切 地 称 作 “ 水玻璃 ” 。这个 习 惯 名 称 被 一 直 沿用 至今 【 ” 。
水 玻 璃 是 硅 酸 盐 的水 溶 液 , 又 称 “ 泡花 碱 ” , 是 由不 同 比例 的 碱 金 属 氧 化 物 和 二 氧 化 硅 化 合 而
淬 或 凝 固后 粉 碎 , 碎 块 经 溶 解 、过 滤 、浓 缩 , 即
为 成 品水 玻 璃 。 干 法 生 产 水 玻 璃 环 境 污 染 严 重 , 水 玻 璃 质 量
成 的 一 种 可 溶 于 水 的 硅 酸 盐 。 常 用 的 为 硅 酸 钠 ( Na O・ n S i O )水 溶 液 ,又 称 钠 水 玻 璃 。要 求 高 时
1 水 玻 璃 的 生 产 方 法 及 特 点
1 . 1 干法生产 ( 固相法 )
干 法 生产 是 将 石 英 砂 (S i O ) 和 纯 碱
( Na : CO3 )按 ~ 定 比例 混 合 后 ,在 反应 炉 中 加 热 到l 4 0 0 ℃左 右 , 生成 熔 融 状 硅 酸 钠 ,熔 料 经 过 冷
低 成 本 ,市 场 潜 力 大 ,且 效 益可 观 。 与 干 法 工 艺相 比 ,其 最 大 的优 点是 节 能 环保 , 因此 ,采 用
湿 法 工 艺 生产 水 玻 璃 是今 后 的发 展 趋 势 。
关键 词 : 水玻 璃 : 湿 法 工 艺 :应 用
中图 分 类号 :T G 2 2 1 . 1
Ke y wo r ds :wa t e r gl a s s ; we t p r o c e s s ;a p pl i c a t i on
水玻璃生产工艺浅谈

始出 口到了东南亚 、俄罗斯等地 。
1 Na O・ mS i O 的种 类
按 照物 态 分 为液 态N a , 0 ・mS i O , 和 固 态 N a : 0・ mS i O 两大 类 。
( 1 )液 态N a , 0・ mS i O ,
粉 、洗涤剂等洗涤产品的原料 ;在机械行业 ,用 于铸造 、砂轮制造和金属 防腐等 ;在建筑行业用
N a , S i O 。 它 形 态 上 分 为 白 色 颗 粒 和 白 色 粉 末 两
种。
③碱性N a , 0・ m S i O , 液体
N a , 0・ 2 . 4 S i 0 , 溶 液 ,浓 度 有 4 0 。 、5 l 。 和 5 6 。三种波美度 , S i O 与N a 0 的比例一般在2 . 2: 1
s o d i u m s i l i c a t e , a n d t h e c ur r e n t s i ua t t i o n i n Ch i n a . Ke y W or ds : t h e c h a r a c t e r i s t i c s o f s o d i u m s i l i c a t e , ma n u f a c t u r i n g p r o c e s s
于 快 干 水 泥 、耐 酸 水 泥 防水 油 、土壤 固化 剂 、耐
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( ) 解炉 的能 力 目前 可 达 1 0吨/ , 是 由 5溶 0 天 但
于溶 解系统 的 能力有 限 , 能生产水 玻璃 7 仅 3吨 / , 天
使 得 加热 炉不 能满 负 荷运 行 , 因此 溶 解 系 统 已经 成
为 装 置 的瓶 颈 。
中到 D S控 制 , 高 了控 制 精 度 , 证 了工 艺 改 造 C 提 保
溶 化 效 率 。 去 除 溜 槽 后 。 除 了 出料 水 的 循 环 系 统 。 去
4 结语
此 次 改造 对 原有 工 艺进 行 了 大胆 的突破 , 化 优 了水玻 璃生 产系统 工 艺流程 , 提高 了装置 产量 , 降低 了装置 能耗 , 减少 了 生产 成 本 , 善 了 环境 污 染 , 改 改 善 了工人 操 作环境 , 投资 回收期 短 , 益显 著 。这种 效 对 原有 工艺 进行论 证并 优 化 的 思 路 , 值得 同类 生 更 产 装置 借鉴 。
产装 置 。 目前 经过优 化 , 改进 了其原 生产工 艺 , 果显 著。文 章介绍 了水玻 璃 生产 工 艺 中溶 解 系统 效
工 艺 流 程 的 优 化 改 造 情 况 , 国 内 同 类装 置 借 鉴 。 供
关键词 : 水玻 璃 ; 溶解 系统 ; 改造
中图分 类号 : Q 3 . T 13 1
水 玻璃 溶液 是 制造 硅 酸 铝 催 化 剂 的主要 原 料 , 平 稳 , 行周 期要 求 长 , 运 检修 基 本 不做 大 的改 动 , 以
是催化 剂 主要成 份 sO i 的来 源 , 玻璃 与酸反 应生 水
成硅胶 , 至与 C 应也 可生 成 硅胶 。硅 胶是 一 甚 O 反
蔡庆辉 , 原 野 , 宝 中 唐
( 州 石 化 工 程 公 司 , 肃 兰 州 70 6 ) 兰 甘 3 0 0
摘
要: 水玻 璃 作 为催 化 荆产品 的主要化 工 原料 , 求其 生产 力 求平 稳 , 要 运行 周期 要 求 长 。兰 州石
化公 司水玻 璃 生产 系统 由 兰州炼油化 工设计 院 自主 开发 , 1 7 于 9 5年 建成 , 为催 化 剂厂 的 配 套 生 作
参考文献 :
[ ] 石油化工 装置工艺管道安装设计手册 1
[ ] 石 油 化工 企业 设 计 防 火 规 范 2 [ ] 石 油 化工 企 业 设 备 布 置 设 计 通 则 3
1 3 兰 州 石 化 公 司水 玻 璃 装 置标 定 报 告 - 4
成功 的可能 性 。 3 3 改 进 后 的 效 果 .
( ) 生产 过程波 动时 , 6在 溜槽 中水玻璃 流动 容 易 受到影 响 , 引起 水玻璃 堆积 , 阻塞 。 () 7 由于 出料过程 是高温 敞开式 操作 , 操作 环境
恶 劣 , 安 全 因素多 。 不
( ) 过 一 年 的运 行 验 证 , 台 常 压 釜 平 稳 生 1经 三 产 , 天产量 可 以稳定 在 9 每 1吨 , 改 造 前 的 常压 釜 与
在溶 解 系统 改造 中 , 由于 加 热 炉水 玻 璃 出料 温
度高 达 1 0 " 水 的瞬 时蒸 发 量 大 , 要对 缓 冲罐 5 0C, 需 的进水 量进 行严 格 监控 , 障 正 常 的生 产 过 程 。因 保
此 . 冲罐 容一6增加 了液面 检测 系统 , 面 实现 了 缓 液 自动 控制 , 常压釜压 力控制 进行 了更 新 . 所有 控 制集
3 1 改 进 后 工 艺 流 程 如 图 2: .
煮釜 中未溶 解 固料 . 降低 了水玻 璃蒸 煮 釜的磨 损 , 检 修 时问 由原 来 的 2 ~3个 月可 改善 为 6 ~7个月 。 ( ) 消 了冲洗 水 , 3取 只需 补 充水玻 璃 急冷蒸 发 的 新鲜水 和溶 解水玻 璃 所 用 的新 鲜 水 , 幅 降 低 了新 大 鲜水 的用量 , 降低 了生产 成本 。 ( ) 除 了排 污 水 , 4消 杜绝 了水 玻 璃 的 浪费 , 提高 了水玻 璃 的 收率 , 玻 璃 标 定 收 率 9 . 1 比原 收 水 4 5 率 的 8 . %提 高 了 6 9 。 84 .1 ( ) 消循环 冷 却水 泵 , 低 了能 耗 , 少 了生 5取 降 减
2 生产 工 艺 存 在 的 问题
() 1 出料过 程 中操 作难度 大 , 溜槽 中冲料 用水 压
力要求 高 。
() 2 为了防 止热水 玻璃料 粘溜槽 , 出料用 水温 度
要求严 ( 大于 8 ℃) 不 O 。
( ) 出料 方式用 水量大 , 3此 而且 溶解后 多余 部分 的水 排污 , 造成 大量 水 的浪 费 , 成 环境 污 染 , 造 同时
维普资讯
第2卷 第 2 3 期 2 0 年 2月 07
甘肃科 技
Ga s c e e a c ol g n u S inc nd Te hn o y
Vr .2 N 0 0 3 .2 Fe . b 2 07 0
水 玻 璃 生 产 工 艺 优 化
与 原 流程 相 比 , 有 突 破 性 的 改 变 是 : 消 了 水 具 取
经 营理 念 。
玻璃 固料 冲洗 水 和冲洗 水循环 冷却 系统 。熔 融水 玻 璃 自炉子 出料 口出 料后 , 经 原流 程 中水 玻 璃 溜 槽 不 而直 接进入缓 冲罐 急冷 , 之后进 入水玻 璃蒸 煮釜 , 在 蒸 煮 釜 中通过 蒸 汽加热 , 水玻璃 溶解 于水 , 为水 玻 成 璃溶 液 , 进入后 续 工 艺 。 由缓 冲罐 的 液位 自动 控 制 补充新 鲜水 的消耗 量 , 缓 冲罐 的液位 保持 稳定 。 使 3 2 常压釜 溶解 系统 的具体 改造措 施 . ( )三 台 常 压 釜 在 原 有 位 置 上 向 东 移 位 1 2 0 mm, 30 使得 常压 釜的进 料 仓 正对 小 炉 下 料 口. 由 此 可 以去除 出料溜 槽 , 再需 要 出料过 程 中的 冲 料 不 用水 。改造后 容 一6相 对 于 地 面 位置 抬 高 , 封 液 水 面 随容 一6的 抬 高 一起 上 升 10 ~ 2 0 mm, 而 5 0 00 从 提高 了操 作 时的釜 内静压 , 提高 釜 内溶 解温 度 , 高 提
求 缩短 工期 , 保证 催 化 剂生 产 的 水玻 璃 用 料 。兰 州 石 化公 司水 玻 璃生 产 系统 与 1 7 9 5年 建 成 , 经 l 历 1 期 改造 , 目前其 生产 工艺仍 然存在 一些 问题 。
种很有 价值 的吸 附剂 和 催 化剂 载 体 ( 即催 化 剂 的骨 架物 质) 。水玻璃 是催 化剂 产 品的主要化 工原 料 , 作 为催化 剂生 产厂 的配 套 生 产装 置 , 要求 其 生 产力 求
生产 能力相 比, 高 了 l 提 8吨 。
( ) 内溶解温 度 的提 高 , 2釜 大幅减 少 了水玻 璃蒸
3 水 玻 璃 溶 解 系统 的 改造
根据 对 国 内 同类装 置 的 考察 和试 验论 证 , 常 对 压釜 溶解 系统进 行 了优 化和完 善 。利用第 十一 期水 玻璃 窑检 修之 机 , 2 0 于 0 4年 5月 ~ 1 0月完 成 了水 玻璃 溶解 系统 的改造 。
产 成本 。
( ) 高 了加 热炉热量 利用 效率 , 少 了蒸 汽 消 6提 减
耗。
( ) 消 了循环 冷却水 系统 , 省设 备及维 护 费 7取 节
用 , 约 占地 。 节 ( ) 料 方 式 由 敞 开 式 变 为 半 敞 开 式 , 善 了操 8出 改
图 2
作 环 境 , 少 了不 安 全 因素 , 现 了 企 业 以 人 为 本 的 减 体
1 水 玻 璃 溶解 系统 原 流 程
毵
圈 1 水 玻 璃 溶 解 系 统 原 工 艺 流 程
工艺 流程 简述 : 融 水 玻璃 自炉 子 出 料 口至 水 熔 玻璃 溜槽 , 在溜槽 中加 人大 量水 冲洗 冷却 , 水玻 璃 使 正 常流动 , 入缓 冲罐 。冲洗 水 一 部 分 与水 玻 璃 固 进 料一 同进入 水玻璃 蒸 煮釜 , 蒸 煮 釜 中通 过 蒸 汽加 在 热 , 玻璃溶 解于 水 , 为 水 玻 璃溶 液 , 入 后 续工 水 成 进 艺 ; 余的水 溢 流至 配 水 盘 , 配 水 盘进 入 冷却 槽 , 剩 经 冷却槽 的水 经循环 冷 却 后 , 分 由泵 打人 加 入 溜槽 部 重作 冲洗 水 , 其余 的水进 入 沉降池 沉 降后排污 。
维普资讯
3 4
甘肃科源自技 ( ) 表 自动 控 制 系统 改 造 。 2仪
第2 3卷
水 中溶 解 的 6克/ 的水玻 璃也被浪 费 , 升 降低 了水玻 璃 收率 。 ( ) 的循 环冷却 需用 冲洗水循 环系 统 , 4水 能耗较 大, 同时也 降低 了热 量利用效 率 。