【标准】光学标准-美国军标正文(性能标准)
mil美国军用标准
mil美国军用标准MIL美国军用标准。
MIL是美国军用标准的简称,它是美国军方制定的一系列标准,涵盖了军事装备、技术和管理等方面。
这些标准的制定旨在确保军事装备的质量、可靠性和安全性,以及保证军事技术的先进性和一致性。
MIL标准的内容非常丰富,包括了各种物理、化学、材料、工程、测试和管理等方面的标准,对于美国军事装备的设计、生产、测试和维护等环节都有详细规定。
首先,MIL标准对于军事装备的设计和生产具有重要意义。
在设计阶段,MIL标准规定了各种物理和化学性能的要求,包括了材料的强度、硬度、耐腐蚀性等指标,以及对于电子元器件、机械零部件和工艺流程等方面的要求。
这些规定旨在确保军事装备具有良好的性能和可靠性,能够在极端环境下正常工作。
在生产阶段,MIL标准规定了各种工艺和制造过程的要求,包括了对于工艺流程、质量控制、检测方法等方面的规定,以及对于产品质量和可追溯性的要求。
这些规定旨在确保军事装备能够符合设计要求,并且具有一致的质量水平。
其次,MIL标准对于军事装备的测试和验证也具有重要意义。
在测试阶段,MIL标准规定了各种性能和可靠性测试的方法和要求,包括了对于材料、零部件、装备和系统等各个层面的测试要求,以及对于测试过程、测试数据和测试报告等方面的规定。
这些规定旨在确保军事装备能够在各种条件下正常工作,并且具有良好的可靠性。
在验证阶段,MIL标准规定了各种装备和系统的验证要求,包括了对于性能、安全、环境和人机工程等方面的验证要求,以及对于验证过程、验证标准和验证报告等方面的规定。
这些规定旨在确保军事装备能够符合用户需求,并且能够在实际使用中发挥良好的效果。
最后,MIL标准对于军事装备的维护和管理也具有重要意义。
在维护阶段,MIL标准规定了各种维护和修理工作的要求,包括了对于维护计划、维护程序、维护材料和维护设备等方面的规定,以及对于维护记录和维护报告等方面的规定。
这些规定旨在确保军事装备能够在使用中保持良好的状态,并且能够及时得到维护和修理。
光学镜片表面外观检测标准
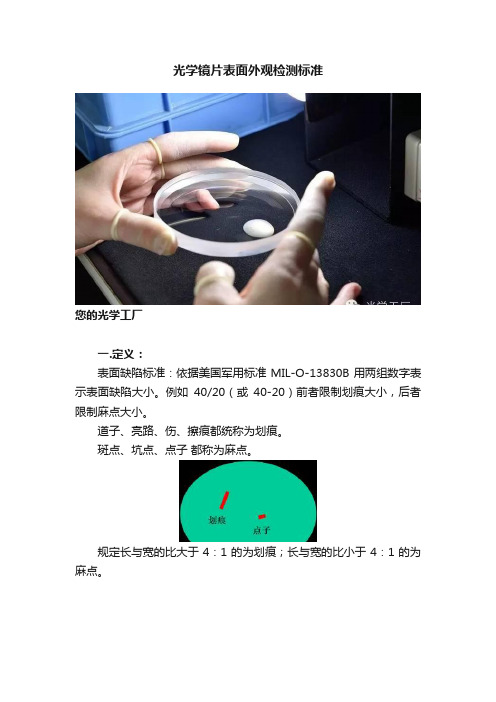
光学镜片表面外观检测标准您的光学工厂一.定义:表面缺陷标准:依据美国军用标准MIL-O-13830B用两组数字表示表面缺陷大小。
例如40/20(或40-20)前者限制划痕大小,后者限制麻点大小。
道子、亮路、伤、擦痕都统称为划痕。
斑点、坑点、点子都称为麻点。
规定长与宽的比大于4:1的为划痕;长与宽的比小于4:1的为麻点。
当元件的不同区域表面光洁度要求不一样时,等效直径的计算以区域进行:表面质量要求高的内区域其等效直径以内区域为准(如有效孔径的区域),表面质量要求低的外区域计算的是整体元件的等效直径。
如下图元件表面质量要求不同,则在判定A区是否符合要求时,应取内圆直径进行计算。
而B区则取整个元件的圆直径划痕:以美国军用标准《MIL-O-13830》的表面质量划痕样板作为各级数划痕的比对标准。
(注意:美军标未指明划痕的计量单位也即未确定划痕的宽度和深度,只能以实际观察样版为标准。
)这里的划痕级数就是通常的划痕号数,标准样版有10#、20#、40#、60#、80# 5个级。
1.当元件的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如果元件有>60#的划痕,则元件不合格。
2.当元件的划痕级数未超过表面质量要求的级数,但元件存在最大划痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为60—40,有2条60#长为3 mm划痕。
它的等效直径为20mm1/4D为1/4×20=5mm最大划痕的长度和为:3mm+3mm=6mm6mm>5mm元件最大划伤痕的长度和超过元件直径的1/4。
所以元件不合格。
下图是看到的样品(图片是放大的不是实际尺寸)图中的划痕为20#,且长度>1/4D。
对于表面质量要求20-10该产品不合格。
但本次样品未提出表面质量要求,而是要大家自已决定光洁度等级。
光学零件表面庇病标准解析(MIL-PRF-13830B)
划2划痕:以美国军用标准《MIL-PRF-13830B》的表面质量划痕样板作为各级数划痕的比对标准。
(注意:美国军用标准未指明划痕的标号,也即未确定划痕的宽度和深度,只能以实际观察到的划痕的大小为准。
) 划痕级数就是划痕的标号,标准样版有10#、20#、40#、60#、80# 5个级数。
划痕的宽度不易计量,一般划痕以标准样板作为各级数划痕的比对标准。
如果用显微镜放大后,是可以度量出大小的。
参照国标GB/T1185-2006,与美国军用标准比对,元件上划痕的庇病的实际宽度,单位为:1/1000mm。
如:判断为40#划痕,那么划痕的宽度为: 40*(1/1000mm)=0.04mm。
便于划痕大小的计算,特将一些术语以代号表示:最大划痕级数“J”,较小划痕级数“J1、J2、J n+1”;最大划痕长度“L”,较小划痕长度“L1、L2、L n+1 ”;等效直径“D0”。
2.1当元件上的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如果元件有>60#的划痕,则元件不合格。
左图中(图片是放大的不是实际尺寸),元件上的划痕为20#,且长度>1/4D 。
对于表面质量要求20-10该元件不合格。
但本次未提出表面质量要求,如果要判定光洁度等级,该元件上的划痕可判为40#。
2.2当元件上的划痕级数未超过表面质量要求的划痕级数,但元件上存在最大划痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
公式表达:∑L ≤1/4 D 0例如:有一长30mm 宽10mm 的元件,元件的表面质量要求为60—40,有2条 60#,长为3 mm 划痕,它的等效直径为20mm ,1/4D 为1/4×20=5mm ,最大划痕的长度和为:3mm+3mm=6mm ,元 件上最大划痕的长度之和超过元件直径的1/4,所以元件不合格。
60#划痕长3mm60#划痕长3mm左图中(图片是放大的不是实际尺寸),直径5mm ,图中有20#划痕长度2.2mm ,10#划痕长度7mm ,对于表面质量要求20-10该产品不合格。
光学元件表面光洁度标准
1.60#划痕长度为(2+2);40#划痕长度为(4+4+4+4) 2.60#划痕乘以划痕长度与元件直径之比为60×(2+2)/20; 40#划痕乘以划痕长度与元件直径之比为40×(4+4+4+4)/20 3.所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为: [60×(2+2)/20]+[40×(4+4+4+4)/20=36 元件最大划痕级数为60;60的一半为60/2=30)36>30;因此,元件不合格。
25.8<40。元件符合40-20
9
5.当元件质量指标要求划痕等级为20或优于此等级时,元件表面不准有 密集划痕即在元件中任何一个6.35mm面积的区域,不允许有4条或4条 以上的大于等于10#划痕。
例:表面质量指标为20-10,20mm, 在如图(1)所示的区或有2条长1mm 和2条长0.5mm的10#划痕。 它符合5.1.1;5.1.4 (无需考虑5.1.2;5.1.3) 但它不符合5.1.5条。元件不合格。
1.当元件的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如 果元件有>60#的划痕,则元件不合格。
5
2.当元件的划痕级数未超过表面质量要求的级数,但元件存在最 大划 痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为 60—40,有2条 60#长为3 mm划痕。 60#划痕长3mm 它的等效直径为20mm 1/4D为1/4×20=5mm 60#划痕长3mm 最大划痕的长度和为: 3mm+3mm=6mm 6mm>5mm元件最大划痕的长度和超过元件直径的1/4。所以元件不合格。
美军标MIL-0-13830A-63

美国军用规火控仪器光学零件制造、装配和检验通用技术条件MIL-0-13830A-63代替MIL-0-13830(Ord)-54本规经国防部批准,陆、海、空军各部必须遵照执行。
1、围1.1、本规适用于火控仪器成品光学零件如透镜、棱镜、反射镜、分划板、窗口玻璃和楔形镜的制造、装配和检验。
2、引用文件2.1、在邀请投标或征求意见期间有效的下列文件,凡被本规引用的容,均作为本规的一个组成部分。
军用规:MIL-G-174 光学玻璃MIL-C-675 光学玻璃零件镀膜MIL-A-3920 热固性光学胶合剂MIL-S-11030 非固化聚硫密封剂MIL-M-13508 光学玻璃零件镀铝外反射膜MIL-A-14443 透镜粘结用玻璃金属粘结剂MIL-O-16898 光学零件的包装图纸:美国陆军弹药司令部F7560085 振动试验仪C7641866 光学零件表面质量标准样品(与具体采购业务有关的供货厂商,应从采购机构或者从签订合国军官指定的机构取得必要的规和图纸。
)3 技术要求3.1 总则:所有光学零件、组件和系统,除具体仪器技术条件或合同所附关图纸另有规定外,均须符合规各项要求。
3.2 材料:材料须符合相应规、零件图或仪器图的规定。
3.2.1 光学玻璃:除非签订合同军官另行批准,光学玻璃的品种和等级必须符合图纸以及通用规MIL-G-174 的规定。
允许使用规定以外的光学玻璃时,必须向签订合同军官提供有关光学玻璃的光学性能和设计数据的全套资料。
3.2.2胶合剂:除合同或订货单另有规定外,光学胶合剂必须符合军用规MIL-A-3920。
3.2.3粘结剂:用于粘合玻璃和金属的粘结剂必须符合军用规MIL-A-14443。
3.2.4密封剂:密封剂必须符合军用规MIL-S-11030。
3.2.5减反射膜:光学表面的减反射膜应符合军用规MIL-C-675。
3.2.5.1反射面:镀铝反射面应符合军用规MIL-M-13508。
3.3 外形尺寸:光学零件的外形尺寸和光学性能应符合图纸或合同的规定。
光学外观标准
3 GB 1185-89
注:外观表面质量等级级数和标准ISO 10110中相同; 拆分方式与标准ISO 10110相同。
13/12
其他标准
4 各标准之间的转换
1.2 1.1 ,即80-50外观,口径20mm转化为ISO10110-7标准后为1*1.1。
注:以上面积计算中,麻点的几何形状为圆形,擦痕为长方形!
光学零件外观标准总结
1 ISO 10110外观标准解读
1.1 ISO 10110标准中外观要求示例:
2/12
1 ISO 10110外观标准解读
1.2 外观对比限度板
使用方法:1)室内光; 2)检验背景为黑色挡板;3)检验光源为24、27W日光灯;4)放置 在灯下反射观察;5)若检验镜片时有使用放大镜则观察限度板时也须使用放大镜; 6)限度板上的线条为该限度要求可允许的最大缺陷,超过此限度为不良.
如Ⅳ级外观,D。=20mm,总面积=0.06284*20=1.2568mm²,转换为ISO10110 为: 1*1.1。
若D。=20mm,回想美国军标中80-50转化为1*1.1,所以GBⅣ级外观对应美国军 标为80-50。
结束 谢谢!
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!
8/12
3 MIL美国军标中外观解读
美国军标中对光学零件表面质量说明及可接受缺陷规定用"擦痕"、"麻点"说明。擦 痕和麻点用两个代表其限制尺寸的号数来标记,第一个代号是擦痕号,第二个代号是 麻点号。
擦痕指相对长的缺陷,一般长宽比在20:1左右,如:擦痕、划伤、划丝。 麻点指点状缺陷,一般为远的,如麻点、麻坑包含物。
mmpds标准
mmpds标准
MMPDS(Military-Standard)是美国军用标准,通常用于军事和航空航天领域。
MMPDS标准的制定和实施由美国国防部下属的美国陆军装备部、海军陆战队、空军装备部和国防航空航天工业协会等机构共同完成。
MMPDS标准涉及的范围非常广泛,包括各种材料、部件、工艺、测试方法和可靠性等方面的规定。
这些标准旨在确保军事装备的可靠性和性能达到一定的水平,以满足作战和任务需求。
MMPDS标准通常以编号表示,例如MIL-STD-883、MIL-M-3853等。
这些标准的具体内容和应用范围可能会根据不同的军种和用途而有所不同。
需要注意的是,MMPDS标准是保密的,因为它们涉及到军事技术和作战能力等方面的信息。
因此,只有授权的人员才能访问和使用这些标准。
mil-std标准

mil-std标准
MIL-STD 是美国国防部制定的军事标准的缩写,全称是
Military Standard。
这些标准涵盖了各种军事设备、程序和工程方面的规范,旨在确保军事产品的质量、可靠性和互操作性。
MIL-STD 标准通常涵盖了诸如材料规范、测试方法、设计标准等内容,以确保军事设备在各种环境条件下的性能和可靠性。
这些标准对于美国国防部门的承包商和供应商具有指导作用,也在一定程度上影响了其他国家的军事标准和工业标准的制定。
总的来说,MIL-STD 标准在军事领域发挥着重要的规范和指导作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美國軍用標准(MIL-PRF-13830B)性能標准軍火控制設備用光學元件;監控生產、裝配、檢測的通用標准所有國防部門和代理部門可允許使用此標准。
1.范圍1.1范圍。
此標准包括精加工光學光學元件的生產、裝配、檢測,諸如用於軍火控制設備上的球面鏡、稜鏡、平面鏡、分劃板、觀景窗以及光楔等。
2.應用文件2.1概要本章列出的文件需要參閱本標准3、4、5章的要求。
本章不包括本標准其他章節的文件或其他信息推存的文件。
為了保証本目錄的完整性,文件使用者必須注意文件須滿足本標准3、4、5章列出的文件要求,無論這些內容是否在本章中列出。
發行申明:此為公用版本,發行不受限制。
2.2其他政府文件,圖紙及出版物下列政府其他文件、圖紙和出版物組成本文件內容的一部分,擴大本文的范圍。
除非另有規定,這些文件、圖紙和出版物是征求引用的。
圖面資料美國軍事裝備研究發展工程技術中心C7641866---光學元件表面質量標准(立約人要求的其他政府文件、圖紙、出版復印件及具體的功能應該從簽約事宜或簽約指示得到)2.3優先順序本標准內容與其引出的參考有沖突時,以本標准內容為准。
本標准未述內容,可行法律法規代行除非有具體的免除通知。
(看附加優先標准合同條令)3.要求:3.1所有的光學元件,配件以及系統產品都必須符合這一標准的要求,除非具體的儀器標准或合同之可行圖紙另有要求與定義。
3.2所用的材料必須與所適用的仕樣書或圖紙相一致3.2.1光學玻璃光學玻璃的種類和等級必須在圖紙中規定,允許使用規定的其它玻璃材料時,應提供給合同管理人員相關的玻璃光學特性及設計數據完整的信息。
3.2.1.1 放射性材料本文中要求的光學材料應不含釷或其他加入的超過0.05%重量的放射性材料。
3.2.2粘接劑除非合同和定單中有規定,光學粘合劑必須同附錄A的要求相一致。
3.2.3粘接材料對於玻璃同金屬相粘接,必須與附錄D的要求相一致3.2.4密封材料用於密封的材料必須與附錄E的要求相一致3.2.5減反膜材料用於光學表面鍍膜的減反膜必須與附錄C的要求相一致3.2.5.1反射表面鋁化反射面必須與附錄B的要求相一致3.3機械尺寸大小光學元件必須與合同以及圖紙要求的尺寸和光學數據相一致3.3.1邊所有光學元件都應當倒邊在(0.020-0.01英寸,在45度±15度),沿面寬進行測量,除非圖紙有另外指定。
如果邊在135度或者更大角度處交匯,則不需要倒邊,除非圖紙對此有特殊的要求。
3.4完成品和缺陷光學玻璃完成品狀態和缺陷都必須符合此標准或所用圖紙及光學圖3.4.1玻璃缺陷條紋、絨狀、折入、氣泡、籽晶、扭曲、摺疊、擠壓後折痕或其它缺陷等,如果缺陷所處的點、面或位置有損元件性能則應該拒收。
3.5光學玻璃表面質量3.5.1光學用圖紙和圖表元件所用的圖紙必須標示表面質量,光學系統圖要注明光束直經。
3.5.1.1缺陷尺寸指定表面缺陷在圖面上指定用兩個數字來表示,此兩個數據按兩個等級設置,依表面質量標准(C7641866)。
第一個數字表示傷痕,第二個數字表示斑孔。
3.5.2劃痕3.5.2.1環形元件光學元件表面上最大尺寸劃痕的總長不得超過光學元件直徑的四分之一。
3.5.2.1.1劃痕的最大總長度如果存在最大劃痕,則產品上傷痕總數乘以傷痕長度與元件直徑的比值,這個值不得超過最大傷痕總數的一半。
如果不存在最大的劃痕,則劃痕的總數乘以傷痕長度與直徑的比值,這個值不得超過最大劃痕數3.5.2.2非環形光學元件非環形元件的計算直徑應是同等面積一個圓的直徑。
當應用3.5.2.1.1規定的正確的公式時,在指定光學元件圖紙或詳圖中透光區之外的傷痕不用考慮。
3.5.2.2.1稜鏡屋脊面為了方便劃痕、麻點(S/D)的計算,稜鏡屋脊面可視為一個面(等於各個頂面的總和),但是頂面的邊不被考慮在可允許劃痕總長范圍之內。
屋脊稜鏡的表面質量公差設在同等面積的元件的基礎上,從空氣側觀測,參見3.7.10.1。
3.5.2.2.2表面質量(中心區)規定劃痕規格為20或更好的表面,在直徑1/4”(6.35mm)環形范圍內,劃痕不應超過4個。
此要求不用於劃痕規格小於10的表面。
3.5.2.3表面質量(外部區域)在透光區之外的表面質量應為80-50,除非另有要求。
3.5.2.4鍍膜劃痕未透入玻璃表面的鍍膜劃痕在3.5.2規定的同一限制內。
鍍膜劃痕應與基體傷痕分開考慮。
3.5.3斑孔3.5.3.1斑孔設計斑孔數字為允許缺陷的真正直徑,以1/100mm為單位定義的,如有不規則的斑孔,直徑取最大長度和最大寬度的平均值。
3.5.3.2最大尺寸斑孔最大尺寸斑孔可允許的數量應該是直徑20mm或單個面的20mm區域有一個。
所有斑孔直徑的總和由檢驗員估計,不應超過最大尺寸斑孔直徑的2倍。
小於2.5微米的斑孔可忽略不計。
3.5.3.3表面質量當表面上斑孔規格要求為10或更少時,所有斑孔必須間隔至少1mm。
而斑孔可允許規格多於10時,不要求檢測它的分散度。
3.5.4氣泡與雜質氣泡應歸為表面斑孔。
玻璃中的雜質被視為氣泡。
不規則的雜質的尺寸應為1/2(最大長度+最大寬度)。
氣泡尺寸公差與斑孔的一樣,但氣泡容許量應在斑孔總數之內。
3.5.4.1最大尺寸氣泡最大尺寸氣泡可允許的數量應該是光徑20mm或單個元件20mm區域有一個。
所有氣泡直徑的總和由檢驗員估計,不應超過最大尺寸氣泡直徑的2倍。
表面斑孔規格為10個或更少時,氣泡應參照3.5.3.3斑孔的要求3.5.5表面缺陷的極限尺寸如果圖紙無規定,傷痕及斑孔的極限尺寸由表I確定,並且視放大的光束直徑而定。
3.5.5.1放大的光束直徑光束直徑應從光學數據中獲得。
它是所研究片子表面上一束進入觀察者眼中的沿光軸的光束直徑。
如果出射瞳孔超過3.5mm,那進入到視線直徑應為3.5mm,如果出射瞳孔小於3.5mm,則光束直徑應與出射瞳孔一樣大。
3.5.5.2光束尺寸小於表I光束尺寸小於焦平面和近焦平面所規定的尺寸,那缺陷尺寸由直立系統的放大倍數乘以目鏡的放大倍數決定。
3.5.5.3區域劃分一個表面上,如果一束軸向光束的直徑是透光區的1/4或更少,則此表面應該分為中心區和外部區。
中心區在寬度上是透光區的一半。
分劃板區域劃分依3.7.11.1規定。
表I 表面質量要求3.6粘合透鏡透光區內的膠合氣泡、空隙、不可分解雜質、干污點、氣孔、灰塵不應超過3.5.3.1~3.5.4.1規定的斑孔、氣泡的限度。
3.6.1膠合面的表面質量透光區的粘合缺陷,如膠合面的單個面己規定了表面質量,就以此為基准考慮,如果沒有規定,粘合表面質量應采用鄰近面表面質量的中間值(平均值)3.6.2邊的分離(滲透)光學元件的邊的分離與粘合缺陷不應延伸到稜鏡或透鏡膠合面倒邊的裡面,距離上不可大於元件膠合面倒邊與有效半徑之間距離的1/2。
邊的分離與膠合缺陷的最大尺寸不應超過元件膠合面的1mm。
在稜鏡或鏡片倒角處測量的大於0.5mm的滲透和粘合缺陷,其總和不可超過周長的10%。
3.6.3粘合缺陷(玻璃與金屬)粘合的光學元件裝置沿粘結面邊要有一個連續焊珠型的固化粘結物。
3.6.3.1空隙與分離滿足3.7.2和3.8.2.5.2要求的,超過粘合區域10%的空隙或分離是不應該有的。
3.7光學元件詳述3.7.1工作溫度膠合元件如果暴露在-80±2度,+160±2度華氏溫度下,不應產生羽狀物及明顯出現分離、膠合軟化或其它缺陷出現(3.6規定的除外)。
如果邊分離或膠合缺陷有增大趨勢則可以拒收此批貨品。
3.7.2工作濕度-溫度膠合元件如果暴露在周圍+130±2度華氏溫度,至少95%的濕度,又暴露在空氣溫度-80±2度,+160±2度華氏溫度下,不應產生羽狀物及明顯地出現分離、膠合軟化或其它缺陷出現(3.6規定的除外)。
3.7.3減反膜光學表面如在圖紙上有規定“需鍍膜”,則應鍍上減反膜,見3.2.53.7.4光學塗黑當有要求時,光學元件精磨面應用被認可的技術方法黑化處理3.7.5清晰度每個物鏡、聚光鏡、直立系統、目鏡、平面鏡、光楔、觀景窗、濾光片、稜鏡、稜鏡裝置需要根據4.2.5規定開展清晰度檢測。
3.7.6平行度(濾光片)濾光片的平行度在圖紙規定的公差范圍之內。
如果沒有公差規定,在望遠鏡內或前面的濾光片不應超過光線偏轉的1弧分。
位於接目鏡和出射光瞳之間的濾光片光線偏轉不應超過5弧分。
3.7.7分劃板刻度間距光柵刻度間距根據4.2.10.5檢測3.7.8拋光面拋光面根據4.2.2檢測時,沒有明顯的灰暗色或污點3.7.9透鏡3.7.9.1表面質量透鏡的表面質量應和所適用的圖紙或產品仕樣書一致。
如沒有規定時,表面質量應如下:物鏡、直立系統、窗口片和位於焦平面外至少15個屈光度的其他元件,表面質量應為80-50或更好。
望遠鏡和聚光鏡中心區的表面質量為20/5,外部區為40/15。
目鏡的中心透鏡中心區表面質量為40/15,外部區域為40/20。
接眼鏡片,不包括對稱性的接目鏡,中心區SD為40/20,外部區域為60/30。
望遠鏡的接眼鏡片,它的中心區表面質量為20/5,外部區域為40/15。
在接目鏡和出射光瞳之間的濾光片的表面質量中心區域為40/20,外部區域為60/30。
在內部的濾光片與3.7.10.1的稜鏡要求一樣。
在物鏡前面的濾光片的表面質量應為80/50或更好。
3.7.9.2破裂和裂邊如果裂邊不影響裝置上透鏡的密封,未侵入透鏡透光區的裂邊是允許的。
依據限度測得的所有裂邊如有大於0.5mm的,則這個面應該打磨粗糙化,以減少反射和其它崩口的可能。
在鏡片邊緣沒得的大於0.5mm寬的裂邊,其總和不應超過周長的30%。
任何面上或邊的破裂應該被磨掉。
精磨面積應該在本段裂邊打磨限制范圍內。
打磨的裂邊和破裂處總面積超過精磨麵的2%或超過2mm深應該拒收。
如果打磨的裂邊和破裂影響光路、裝配或密封時,無論尺寸大小都應拒收。
3.7.9.3同心度精磨時所有元件的外徑中心邊對應著光學軸應是正確的,如同一個中心。
由兩或多個元件構成的透鏡應該膠合。
而且以每個元件的軸與其它元件軸的重合軸作為中心。
目鏡應該是6弧分之內的同心度。
其它所有透鏡應該是3弧分的同心度,除非圖紙或仕樣書上另外有說明。
定心和粘合後,機械偏心時玻璃突出直徑公差50%的應該去除。
光學偏心定義為:與透鏡幾何軸重合的入射光線折射後的角度偏轉。
3.7.10稜鏡和平面鏡3.7.10.1表面質量每個稜鏡的表面質量應與所適用的圖紙和仕樣書規定的一致。
對於那些面,其位於焦平面外至少15個屈光度,它的質量為80/50或更好。
那些位於焦平面內5-15個屈光度的平面,中心區的表面質量為20/5,外部區域為40/15。
位於焦平面內5個以內屈光度的平面,其表面質量要求應與光柵相同。