注塑机机械手编程操作方法要领
艾尔发注塑机机械手说明书

艾尔发注塑机机械⼿说明书⽬录0.前⾔1.控制系统1.1 控制系统功能及规格...................................................................................1-11.2 硬件配置图…...............................................................................................1-21.3 五轴电⼒系统说明.....................................................................................1-101.4 三轴电⼒系统说明.....................................................................................1-111.5 输⼊输出定义说明......................................................................................1-131.6 与射出机标准接线图…............................................................................1-181.7 射出机联机说明(请参阅EUROMAP 12).................................................1-191.8 复归接头说明.............................................................................................1-211.9 电缆、辅助电驿说明……………………………………………………........1-22 1.10 编码器电缆线说明…………………………………………………….…....…1-26 1.11连结操作屏幕和控制器编号说明……………………........................…........1-271.12伺服转接板和驱动器联机说明……………………………………………......1-282.操作说明2.1 开机启动程序流程图.....................................................................................2-1 2.2 关机程序流程……..........................................................................................2-2 2.3 IMM信号处理说明.….......................................................................................2-2 2.4归原点动作说明….........................................….....….....................................2-3 2.5⼿动操作说明.......................................................................................................2-4 2.6⾃动操作说明…….................................................................…......................2-72.7⽣产管理................................................…....................................................2-113 程序编辑3.1命令说明...................................................................…....................................3-1 3.1.1编辑器说明.....................................................................…...........................3-2 3.1.2教导指令...........................................................................….........................3-3 3.1.3编辑新程序.................................................................…............................3-10 3.1.4 编好新程序试运⾏..................................................…...............................3-35 3.1.5程序内容编修.....................................................….....................................3-36 3.1.6 档案编辑......................................................…..........................................3-41 3.1.7堆叠功能设定.........................................................…..................................3-44 3.1.8取样/不良位置设定........................................................….......................... 3-46 3.2对话编辑程式..........................................................…....................................3-463.2.1模内参数设定..........................................….................................................3-473.2.2中途参数设定...............................................................................................3-503.2.3终点功能设定...............................................................................................3-513.2.4公共参数设定...............................................................................................3-523.2.5资料存储......................................................................................................3-53 4维护篇4.1系统相关参数设定............................................................................................4-14.1.1操作设定........................................................................................................4-14.1.2禁区设定........................................................................................................4-24.1.3极限设定........................................................................................................4-34.1.4出⼚设定........................................................................................................4-34.1.5语⾔切换........................................................................................................4-44.1.6系统参数备份.................................................................................................4-44.1.7系统升级........................................................................................................4-54.2系统维护...........................................................................................................4-64.3教好程序备份..................................................................................................4-104.4操作错误说明..................................................................................................4-11 5⾼级应⽤及编程5.1系统设定...........................................................................................................5-15.2指令说明..........................................................................................................5-65.2.1逻辑运算指令................................................................................................5-75.2.2数值设定类....................................................................................................5-85.2.4 系统数据备份和还原...................................................................................5-10。
机械手操作指导

机械手操作指导机械手在安装后,AAC已经对内部参数进行了必要的设定,在以后的使用中,只需要更改程序的位置和I/O,就可以适应不同的模具进行生产。
新装的机械手中使用:1.开机打开机械手的电源开关(主电源开关行程为90度),机械手会自动启动,进入机械手控制程序,这时可以在手动页面或选项页面打开机械手的伺服电源2.校零机械手在启动后,需要确认各个轴的零点位置。
当机械手的伺服电源打开后,在手动页面或选项页面按下校零按钮,机械手自动执行校零程序,当校零完成时,机械手会发出警报提示操作者机械手已经完成校零。
3.编程机械手在重新开电校零后,无论是使用以前的程序还是要编新的程序,操作者都要重新确认每一步的位置。
操作者根据生产的需求,在编程前先构思程序的整个流程(六个工序的具体位置,I/O的控制),然后在设置菜单中添加或删除图标。
在程序编完后,重新检查程序的每一步的位置和I/O以防止因粗心而造成的失误。
机械手的程序主要分为六步工序,分别是:准备工序(Prestage)、取出工序(Tackout)、卸货工序(Unload)、丢弃工序(Reject)、复位工序(Home1,Home2)准备工序:机械手做一些注塑前的准备工作,如从工作台拾取Label,拾取螺钉,以便于在取出工序中将其放入模内注塑.取出工序:将产品和水口从模具内取出,有时也会放一些Insert在模内.卸货工序:将产品放到传送带或采用托盘程序将产品直接装箱.丢弃工序:机械手可以根据SPI信号和本机的设定来执行丢弃工序,将不合格的产品放到废品箱,以便于同良品分开.复位工序:复位工序包括模内复位工序(Home1)、模外复位工序(home2).在按下READY 按钮后,机械手会根据设定的Tie bar值来判断机械手是执行模内复位工序还是模外复位工序.这两个工序确保机械手无论处于何地,都能安全的回到准备位置,开始下一轮全自动生产.4.生产确保机械手同注塑机联机,在编程完成后,就可以进入自动菜单运行全自动生产。
艾尔发注塑机机械手使用说明

2.操作说明2.1 开机启动程序流程1、检查气源是否接上;2、检查IMM联机是否接上;3、检查紧急停止是否正常;4、将总电源开关转向ON;5、将控制面板控制电源开关转向ON;6、再按下电源开关,系统电源自保ON;7、等后操作画面显示为系统正常后进入归原点画页:8、依划面显示指示,按Home 键,系统开始归原点;9、若有异常发生(会碰撞机构),可按停止键立即停止动作后,需关电源并重新启动电源;10、归原点完成,表示系统已经正常,画面自动切至手动操。
2.2 关机程序流程1、机器已停止各项操作后;2、将控制面板控制电源开关转向OFF;3、将总电源开关转向OFF;4、开启机器电源与关闭机器电源间隔不可过短,至少要一分钟以上时间,否则会减短控制系统寿命。
2.3 IMM信号处理说明1、安全门信号:当IMM信号OFF则机器立即停止动作。
2、紧急停止信号:当紧急停止信号OFF则机器立即停止动作。
3、全自动信号:机器自动运转需配和IMM自动信号ON,若IMM自动信号由ON→OFF则机器运转动作完成后立即退出。
机器手动操作须将要IMM自动信号OFF否则机器无法手动操作。
2.4归原点动作说明在此画面可以调整归原点时速度,侧姿状态,先后循序。
正臂上下归完原点后侧姿执行侧姿还是回正由此选择。
键把归原点速度按不同比例降低键把归原点速度按不同比例升高。
选择归原点个轴先后循序。
正常情况下先MZ,SZ再Mx,Sx,最后Y轴。
归原点循序更改一定要注意各轴安全。
发现归原点如果与模具等有干涉,进入手动画页,操作到安全位置后再归原点。
开机后警报或警告处理完成,按此键。
机器正常,按此键归原点。
系统归原点中。
归完原点后切至手动画页。
2.5手动操作说明2.5.1画面按键介绍画页切换到顶页画页切换到上一页画页切换到下一页画页切换到末页选择O点输出ON选择O点输出OFF各轴寸动操作。
操作过程中碰到极限开关勾选“馬達強制激磁”,按键,反方向操作轴寸动。
机械手操作指导书
机械手作业指导书第1页共5页设备名称单轴伺服机械手设备规格XTB-1000ID1、目的:1.1为规范机械手调整与操作,方便生产,保护模具与设备及人员安全。
1.2此作业指导书是XTB-1000ID单轴伺服机械手的作业指导书,供作业者进行作业时参考用。
2、范围:此作业指导书适用于XTB-1000ID单轴伺服机械手的操作。
3、安全要点:3.1禁止进入到机械手的工作范围。
3.2禁止在运行中维修机械手。
维修时,请关闭空气开关,切断控制箱或操作器电源开关以及电源断路器后,再进行维修。
3.3操作时,必须站于机械手工作范围外。
调试、输入完成后,操作器必须置于注塑机操作面板后的挂钩上。
3.4在使用和操作前请仔细阅读、学习《机械手使用说明书》。
4、注意事项:4.1机械手使用的空气必须是干燥空气。
气源压力在0.4~0.6MPa,空气过滤减压阀表盘中指针调整在0.5MPa左右。
如下图所示:空气过滤减压阀空气过滤减压阀表盘4.2每日检查空气过滤减压阀的积水,并适时排除。
积水水位不得超过满水线。
4.3经常整理、整顿机械手的四周,按《机械手使用说明书》中2.7、2.8、2.9、2.10对机械手进行日常保养。
5、操作流程:机械手作业指导书第2页 共5页设备名称 单轴伺服机械手 设备规格 XTB-1000ID5.1开机前调整:5.1.1将机械手连接电缆接口调换至工作接口。
如下图所示:5.1.2确认机械手所有的电线、电缆都已连接正确,所有的外盖等无破损或不合适的地方。
5.2开机:5.2.1在注塑机开启的情况下,确认机械手控制箱的电源开关、操作器急停按钮处于打开状态。
如下图:5.2.2通过注塑机的操作面板将机械手调整为“使用”。
调整步骤:5.3检查并确认气压、电压:5.3.1检查气源气压、是否达到0.4MPa 以上。
查看前后单元的控制箱侧的电子气压显示表是否为正值。
如下图所示:机械手短接口:机械手停止使用时,将连接电缆接口接在短接口上机械手工作接口:机械手正常使用时,将连接电缆接口接在工作接口上控制箱的电源开关将“不用”调为“使用”机械手作业指导书第3页 共5页设备名称 单轴伺服机械手 设备规格 XTB-1000ID5.3.2查看操作器面板显示,检查机械手系统自检是否良好。
机械手拓斯达编程培训
电源开关 使能开关
电 自警 源 动报 指 状指 示 态示 灯 灯灯
急停
速度调节
中英文切换
走行轴(横行)
停止键(自动运行时)
主臂@副臂操作(切换 在手动界面左下方 翻转动作 返回初期画面
主菜单 夹具动作(所有夹具 的整体动作,分别动 作请在手动界面操作)
步进动作(固定模 式不可用)
机械手密码:9876
图中画圈的 部分,为机 械手连接治 具的动作和 副臂的动作 界面,按下 使能键同时 点动作按键 既能实现动 作
三科副臂操作, 需要按下使能 键
RY3 OFF 时 间设定过短, 可能会发生 在全自动运 行时,机械 手取出产品, 注塑机无法 合模;
开模时间过 短,可能会 发生,在全 自动运行时, 模没有开的 时候,机械 手报警,开 模异常。
在增加取 出侧位置 最大值的 同时,要 将长的感 应板向外 侧(落下 侧)移动, 保证感应 灯在手臂 等待下降 的位置处 能够感应 到感应板
第一步
程
序
第二步
保
存
第四步
第三步
模式切换: 1.选中要切 换的模式;
2.输入机械 手的密码;
3.再次选中 要切换的模 式;
4.断电后重 新上电。
在编程页面, 点击图片中画 圈位置,便会 弹出右侧的编 程菜单。在点 击指令便会弹 出相应的指令 菜单,选择后 即可编辑为一 条程序。
画圈地方, 用手指点 一下,即 可变为绿 色,相应 的轴位置 也会被编 辑到程序 中。
画圈位置 没有变成 绿色,即 使后面的 设定位置 栏有值也 不会被编 辑到程序 中。
在取出上 升,检测 信号之后 加入关模 允许信号
伟力机械手操作指导书22
长春富维梅克朗汽车镜有限公司【设备操作规程】P12-S -03-14版次:A/0
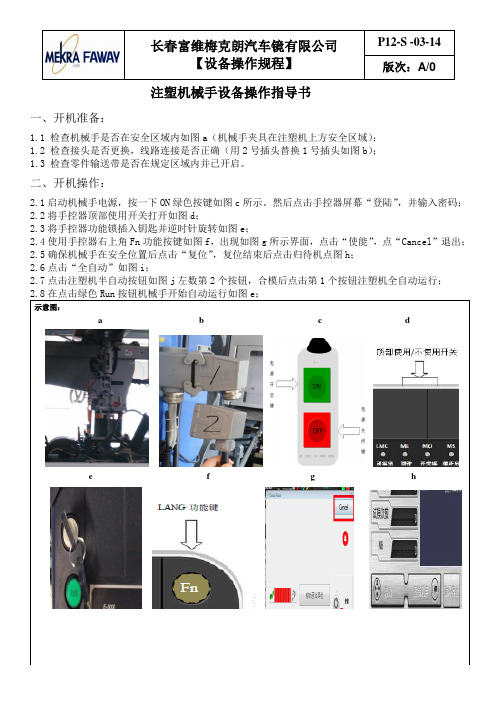
注塑机械手设备操作指导书
一、开机准备:
1.1 检查机械手是否在安全区域内如图a(机械手夹具在注塑机上方安全区域);
1.2 检查接头是否更换,线路连接是否正确(用2号插头替换1号插头如图b);
1.3 检查零件输送带是否在规定区域内并已开启。
二、开机操作:
2.1启动机械手电源,按一下ON绿色按键如图c所示。
然后点击手控器屏幕“登陆”,并输入密码;
2.2将手控器顶部使用开关打开如图d;
2.3将手控器功能锁插入钥匙并逆时针旋转如图e;
2.4使用手控器右上角Fn功能按键如图f,出现如图g所示界面,点击“使能”,点“Cancel”退出;
2.5确保机械手在安全位置后点击“复位”,复位结束后点击归待机点图h;
2.6点击“全自动”如图i;
2.7点击注塑机半自动按钮如图j左数第2个按钮,合模后点击第1个按钮注塑机全自动运行;
2.8在点击绿色Run按钮机械手开始自动运行如图e;
示意图:
a b c d
e f g h
i j
三、停机操作:
3.1 短暂停机,触控“循环停止”如图f,选择“是”,此时完成此次动作后,注塑机不再合模。
切记将注塑机切换成手动模式。
3.2 长时间停机,触控“循环停止”如图f,选择“是”,当机械手完成此次动作后切断电源,更换欧规接头。
审批:审核:编制:。
海天机械手中文操作篇.
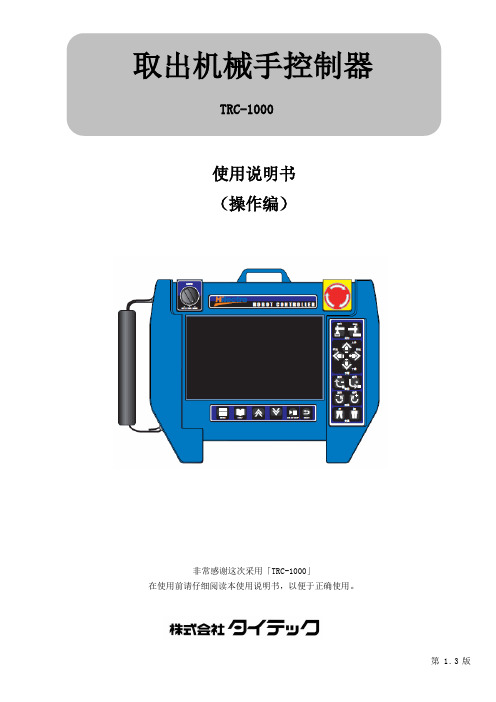
5.4
需要输入位置设定、计时器设定、密码等的数值时,表示数值输入画面。
用数字键输入和用「+」/「-」按钮让数值增减的输入方法。
5.4.1
表示数值输入画面,用数字键可以进行输入。
1按设定项目。(被选择按钮的颜色发生变化)
2按项目,表示数值输入画面。
※注)模内有上下手臂时,如果电源投入后,已经原点复归完了,轴位置全部被设定,即使模内有上下手臂,也能原点复归。
1用自由操作使产品上下手臂或S侧上下手臂移动到与模具不干涉的位置。
2用自由操作使产品上下手臂或S侧上下手臂上升至注塑机的模外。
3确认在模外的位置,实行「7.1原点复归步骤」。
1按设定项目。(被选择按钮的颜色发生变化)
2按项目表示数值输入画面。
3用「+」/「-」按钮输入数值。
用「位变更」按钮,能变更位,在「+」/「-」按钮被表示的位也被变更。
被表示的位,根据选择的项目而不同。
4按「返回」按钮,数值输入画面消失。
5.5
在注释输入画面,输入段取数据文件及段取组的注释。
注释能输入英数字、记号、片假名、平假名。
4.
4.1
取出机的动作大体分为原点复归操作、手动操作、自动运转3类。
4.1.1
取出机返回原点位置。
电源投入时和开始自动运转时必定进行的操作。
操作方法请参照「7.原点复归」
4.1.2
有按模式和教导设定的动作去实行每1动作的手动操作及与设定内容无关实行轴移动的自由操作。
●手动操作
为确认每一个设定内容进行手动操作
⑭
模式选择状态表示
表示现在被选择的模式选择按钮的状态。
⑮
机械手编程指导新

D 此模式进行)。 N ③、[TEST] MODE:手动测试、步进模式。
0001
CON STEP
101CH
按“OBJ”键选择 SUBROUTINE 命令,输入两排产品点 胶程序 101,按“ENT”键进入第二步。如果是 300S 的 机器,命令是 CH CALL。如果是编写从右至左的 104 程 序就输入两排点胶程序 103。
ENCH. 102 [MOVE] D0002 X=0008.00 N STEP Y=0000.00 LI INC
步骤 4 L CH. 102 [REPEAT ]
0004 FROM 2 STEP
ENTIA STEP
8 TIMES
按“OBJ”键选择 REPEAT 命令,使程序从第二步到第 四步循环 8 次,单片支架点胶完成。按“ENT”键进入 第五步,按“MODE”键保存 102CH。在使用 REPEAT 命令时,要注意移动的方向要一致,移动的距离要一致, 调用的子程序要一样才能使用。在这里 101 是两排灯的 程序,第一步调用时就点完两排,第三步调用时就点完 四排,300 的机器在重复时把第三步的也包含在内,要 重复 8 次共 16 排。加上第一步的两排共 18 排。如果产 品有 20 排则重复 9 次就可以。300S 的机器在重复时则 不包含第三步的两排,只要重复 7 次就可以了。
3→——————————
4→REPEAT:设定指定的几个命令的重复使用及使用次数;
5→JUMP:跳跃到指定的步骤;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
650注塑机机械手编程操作方法
1.先原点复归,按“原点复归”后,按下“?□”(开始/停止键),机械手自动原点复归;
2.动作顺序编程:
原点直线移动等待点(X轴、Y轴的值要设置,Z轴为0)姿势复归姿势复归时间(),姿势监控(5S)
开模完成直线移动下降点1(X轴、Y轴值和等待点一样,Z轴要设置)直线移动前行点1(模具)(X轴、Z轴的值不变和下降点1一样,Y轴值要设置)计时()治具闭(吸着1使用或夹具1使用)计时T13()
直线移动后退点1(X轴、Z轴的值不变;Y轴的值可以和等待点的一样)直线移动上升点1(X轴和Y轴的值不变,Z的值为0)姿势动作(姿势时间1S,姿势监控5S)允许合模直线移动前行点2(X轴不变,和等待点一样,Z值为0,Y轴值变大,要设置)直线移动横出点1(X轴的值变大,到达工作台上方,Y轴不变和前行点一样,Z轴为0)直线移动下降点2(到工作台面,X轴和Y轴的值不变,Z轴的值变大)治具开(吸着1使用或夹取1使用)计时直线移动上升点2(和横出点1的值一样,X轴,Y轴不变,Z值为0)直线移动
横入点(Y轴、Z轴的值不变,X轴变小,这里可以取等待点的X,Y,Z 轴点的数值)返回
3.设置要领
原点复归
等待点(最好是在开模后动、定模之间距离的一半的上方,以不挂到零件为好,这里X值、Y值都设置[X1,Y1],Z值为[Z1=0])
姿势复归(不用设置)
开模完成
下降点1(下降高度以能吸住零件为准,X、Y值和等待点一样[X2=X1,Y2=Y1],Z值要设置[Z2])
前行点1(X轴值X3=X1,Z轴值Z3=Z2,Y轴的值要设置[Y3])
计时(),主要防止吸不住零件;
治具闭(选择吸着1使用或者夹取1使用)
计时T13
后退点1(X轴值X4=X2=X1,Y轴值Y4=Y2,Z轴值Z4=Z2)
上升点1(X轴值X5=X1,Y5=Y1,Z5=Z1=0)
姿势动作
允许合模
前行点2(X轴值X6=X1,Z轴值Z6=Z1=0,Y轴值[Y6]要设置)
横出点(X轴值要设置[X7],Y轴值Y7=Y6,Z轴值Z7=Z1=0)
下降点2(X轴值X8=X7,Y轴值Y8=Y7=Y6,Z轴值要设置[Z8])
治具开(选择吸着1使用或者夹取1使用)
上升点2(X轴值X9=X8=X7,Y轴值Y9=Y8=Y7=Y6,Z轴值Z9=Z1=0)横入点=前行点2(X轴值X10=X6=X1,Y轴值Y10=Y6,Z轴值Z10=Z1=0)返回 Y轴
X轴
Z轴。