O型密封圈填充率计算
O型密封圈填充率计算

名称
图号
D:mm 24 26.6 21.4 23.4 15.5 15.5
பைடு நூலகம்
电磁阀组件 10552302012 电磁阀螺帽 11533314043
计算值 上公差 mm 0.1 0.052 0.21 0 0 0 下公差 O型槽宽 上公差 下公差 压缩余 压缩余 压缩余 填充率 mm 度mm mm mm 量 量min 量max 0 2.2 0.25 0 0.250 0.143 0.288 0.761 0 2.2 0.2 0 0.167 0.102 0.263 0.771 0 3.8 0.2 -0.2 0.233 0.198 0.233 0.808 -0.052 4 0.2 0 0.233 0.207 0.266 0.768 -0.11 2.5 0.625 1.675 -0.11 2.5 0.250 0.419
序号 1 2 3 4 5
-30%;
;2、O型密封圈压缩余量在m=(do-B)/do 上公差 下公差mm 名称 图号 mm -0.02 -0.07 电磁阀螺帽 11533314043 0.2 0 喷油器体 11535127024 喷油器体 LT-Q 喷油器体 LT-Q 喷油器体 11435120042 喷油器体 11435120042
D1:mm 26.4 29.6 26 28 17 17
填充率 填充率 min max 0.561 0.852 0.619 0.920 0.734 0.853 0.683 0.829
O型密封圈填充率计算 目标:1、设计推荐填充率δ =65%-90%;2、O型密封圈压缩余量在m=20%-30%;
计算公式:1、填充率δ =O型密封圈断面面积/O2密封槽断面面积(AXB);2、O型密封圈压缩余量在m= O型圈直 上公差 下公差 径do:mm mm mm 电磁阀O型密封圈 11530210037 23.60.1 1.6 0.1 -0.1 O形密封圈 11 900 210 030 23.60.1 1.8 0.1 -0.1 中机加润0型槽 21 3 230.1 TCD2013共轨O型密封圈 3 0.1 -0.1 O型密封圈 11 430 210 001 150.1 2 0.08 -0.08 1 0.08 -0.08 名称 图号 内径mm
(完整版)关于法兰平面静密封O形圈的计算
关于法兰平面静密封O形圈的计算O形圈设计误区:1.压缩率越大越好一般认为,O形圈压缩率越大,起到的密封效果就越好。
但事实并非如此,压缩率过小固然会影响密封效果,但压缩率过大也会导致密封圈失效而失去密封作用。
2.密封槽越窄越好O形圈密封槽的宽度有相应标准可查(GB/T 3452.3-2005)。
过窄会导致O形圈侧向压力分布不均,反而增大泄露的可能性。
选择O型圈的计算:1.首先确定压缩率ε=(d0−h)/d0ε:压缩率d0: O形圈截面直径h:密封槽高度参考相关文档综合意见ε=15%~25%参考GB/T 3452.3-2005 轴向密封沟槽尺寸计算出ε=18%~28%当d0=3.55时计算ε=22.5%2.计算相适应的密封槽宽度h=(1−ε)×d0b=(4×ε2+0.34×ε+0.31)d0B0=(11−ε−0.6×ε)d0槽宽B应比B0略大,同时考虑到矩形密封圈有金属支架,取:B=B0+0.7h: 密封槽深度;B0:压缩后O形圈宽度;b:压缩后顶部接触面积;B:密封槽宽度。
下表是根据如上公式,ε取不同数值时的计算结果d0 εh b B03.55 0.2 2.84 1.90994.01153.55 0.225 2.75125 2.090954.1013953.55 0.25 2.6625 2.289754.2008333.55 0.27 2.5915 2.461574.2879143.55 0.3 2.485 2.74064.432429仍取ε=22.5%则槽宽B=4.8mm。
O型圈计算表
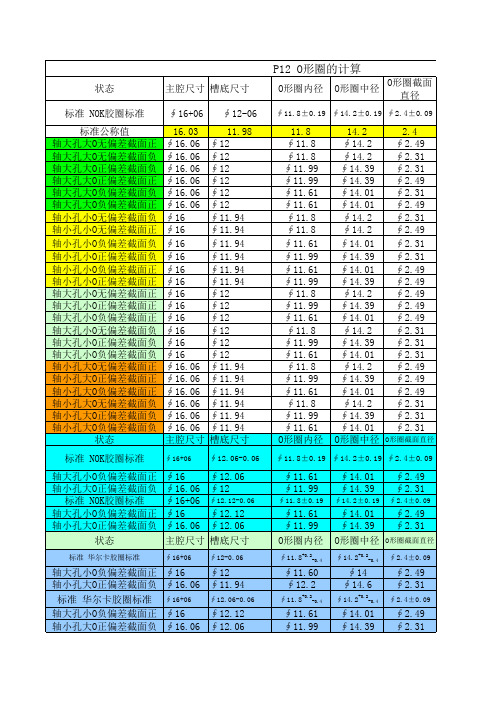
主腔尺寸 槽底尺寸 ∮16+06 16.03 ∮16.06 ∮16.06 ∮16.06 ∮16.06 ∮16.06 ∮16.06 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16 ∮16.06 ∮16.06 ∮16.06 ∮16.06 ∮16.06 ∮16.06 主腔尺寸
∮11.8±0.19
O形圈中径 14.2 ∮14.2 ∮14.2 ∮14.39 ∮14.39 ∮14.01 ∮14.01 ∮14.2 ∮14.2 ∮14.01 ∮14.39 ∮14.01 ∮14.39 ∮14.2 ∮14.39 ∮14.01 ∮14.2 ∮14.39 ∮14.01 ∮14.2 ∮14.39 ∮14.01 ∮14.2 ∮14.39 ∮14.01 O形圈中径 ∮14.01 ∮14.39
拉深率 填充率 压缩率 拉深率 填充率 压缩率 4.416 84.049 24.17 5.006 87.77 25.8 0.587 71.85 16.74 1.18 75.23 18.63 4.573 1.089 85.348 25.327 5.528 89.13 26.93 72.928 17.979 1.686 76.335 19.8
膨胀率10线径∮2.5184
膨胀率15线径∮2.575
拉深率 填充率 压缩率 拉深率 填充率 压缩率 2.044 76.93 19.64
3.896
82.788
23.02
4.484 86.46
24.67
0.0838 70.804
15.51
0.675 74.13
17.43
膨胀率10线径∮2.5184
膨胀率15线径∮2.575
∮2.49 ∮2.31
矩形密封圈填充率

矩形密封圈的填充率是指密封圈充满填料的空间的百分比。
这个指标对于密封性能有着重要的影响,填充率过高或过低都会降低密封效果。
下面我们将从定义、计算方法和影响三个方面来回答这个问题。
一、定义
填充率是指矩形密封圈内部空间被填料填充的体积与整个密封填料空间的体积之比的百分数。
二、计算方法
计算填充率,我们需要知道密封圈的原始尺寸(直径和厚度)、填料的尺寸以及填充的深度。
一般而言,填充率可以通过以下公式进行计算:
填充率= (填料的体积/ 整个密封填料空间的体积) * 100%
其中,填料的体积可以通过测量填料的长度、宽度和厚度得到,整个密封填料空间的体积则可以通过测量密封圈的直径和厚度得到。
三、影响
填充率对矩形密封圈的密封性能有着直接的影响。
填充率过高,可能会导致密封圈过重,影响其运动性能;填充率过低,则可能导致密封效果不佳,容易发生泄漏。
因此,合理的填充率对于保证密封圈的密封性能至关重要。
一般来说,填充率在50%-70%之间是比较合理的。
这个范围内的填充率既能保证密封圈有足够的支撑力,防止泄漏,又不会使其运动性能受到太大的影响。
对于特定的应用场合,可能需要针对实际情况进行填充率的调整,以达到最佳的密封效果。
总结一下,矩形密封圈的填充率是影响其密封性能的重要因素。
合适的填充率需要在保证密封效果的同时,兼顾密封圈的运动性能。
在实践中,我们应根据具体的应用场合和密封要求,合理选择和调整填充率,以确保矩形密封圈能够发挥出最佳的密封效果。
O型密封圈沟槽尺寸数据及技术数据

O型密封圈沟槽尺寸数据及技术数据一、O型密封圈简介O型密封圈是一种常用的密封元件,广泛应用于各种工业领域。
它的截面呈圆形,可以提供良好的密封效果。
O型密封圈由橡胶或其他弹性材料制成,具有耐油、耐热、耐腐蚀等特性,适用于各种介质的密封。
二、O型密封圈沟槽尺寸数据O型密封圈的沟槽尺寸对于密封效果至关重要。
以下是常见的O型密封圈沟槽尺寸数据:1. 内径(ID):指密封圈沟槽的内径,通常以毫米(mm)为单位测量。
2. 外径(OD):指密封圈沟槽的外径,通常以毫米(mm)为单位测量。
3. 沟槽宽度(C/S):指密封圈沟槽的宽度,通常以毫米(mm)为单位测量。
4. 沟槽深度(D):指密封圈沟槽的深度,通常以毫米(mm)为单位测量。
三、O型密封圈技术数据除了沟槽尺寸数据,以下是一些常见的O型密封圈技术数据:1. 材料选择:O型密封圈可以使用不同的材料制成,如橡胶、硅胶、丁腈橡胶等。
选择合适的材料取决于使用环境和介质。
2. 工作温度范围:不同材料的O型密封圈具有不同的工作温度范围。
例如,丁腈橡胶可在-40°C至+120°C的温度范围内工作。
3. 压缩变形:O型密封圈在安装时会发生压缩变形,这是确保密封效果的重要因素。
压缩变形量通常以百分比表示。
4. 密封效率:O型密封圈的密封效率取决于其材料和沟槽尺寸。
合适的密封效率可以防止液体或气体泄漏。
四、应用领域O型密封圈广泛应用于各种领域,包括但不限于以下几个方面:1. 汽车工业:O型密封圈常用于汽车引擎、传动系统和液压系统等部位,以确保密封效果和防止液体泄漏。
2. 机械设备:O型密封圈用于各种机械设备的密封,如泵、阀门、压力容器等。
3. 化工工业:在化工工业中,O型密封圈常用于管道连接、容器密封等关键部位,以确保介质不泄漏。
4. 食品和制药行业:O型密封圈在食品和制药行业中的应用要求符合卫生标准,以确保产品的安全和卫生。
五、结论O型密封圈是一种常见的密封元件,具有广泛的应用领域。
密封圈的使用率计算公式
密封圈的使用率计算公式密封圈是一种用于防止液体或气体泄漏的重要零件,广泛应用于各种机械设备和工业领域。
正确使用密封圈可以有效地提高设备的密封性能和使用寿命,降低泄漏风险,保障生产安全。
因此,对密封圈的使用率进行准确的计算和评估,对于企业的生产经营具有重要意义。
本文将介绍密封圈的使用率计算公式及其应用。
一、密封圈的使用率计算公式。
密封圈的使用率是指在一定时间内,密封圈实际使用的时间与总时间的比值。
使用率的计算公式为:使用率 = 实际使用时间 / 总时间× 100%。
其中,实际使用时间是指密封圈在设备中实际工作的时间,总时间是指密封圈的设计寿命或更换周期。
在实际应用中,密封圈的使用率可以根据设备的运行情况和维护记录进行计算。
通过对使用率的监测和分析,可以及时发现密封圈的使用状况,预测其寿命,制定合理的维护计划,降低设备的故障率,提高生产效率。
二、密封圈使用率计算的意义。
1. 评估密封圈的使用状况。
通过使用率的计算,可以了解密封圈的实际使用情况,包括工作时间、工作环境、工作温度等。
根据使用率的变化,可以评估密封圈的磨损程度,预测其寿命,及时进行维护和更换,避免因密封圈老化而导致的泄漏和故障。
2. 优化维护计划。
使用率的监测和分析可以帮助企业制定合理的维护计划。
通过对密封圈的使用率进行定期检测,可以根据其使用状况和寿命预测,制定相应的维护策略,包括更换周期、维护方式、维护材料等,提高设备的可靠性和安全性,降低维护成本。
3. 提高设备的运行效率。
密封圈的使用率直接影响设备的运行效率。
通过对使用率的监测和分析,可以及时发现密封圈的问题,预防泄漏和故障,保障设备的正常运行,提高生产效率,降低生产成本。
三、密封圈使用率计算的应用。
1. 工业生产。
在工业生产中,密封圈广泛应用于各种设备和机械,如泵、阀门、压力容器等。
通过对密封圈的使用率进行监测和分析,可以及时发现设备的问题,提高设备的可靠性和安全性,保障生产的顺利进行。
矩形密封圈填充率

矩形密封圈填充率
矩形密封圈的填充率是指矩形密封圈内部被填充材料所占据的比例。
填充率可以用以下公式计算:
填充率 = (填充材料的体积) / (矩形密封圈的体积)
矩形密封圈的体积可以通过计算矩形密封圈的长度、宽度和厚度的乘积得到。
填充材料的体积可以通过计算填充材料的长度、宽度和高度的乘积得到。
填充率的值介于0到1之间,表示填充材料所占据的比例。
填充率越高,表示矩形密封圈的内部被填充材料充分利用,密封效果越好。
O形橡胶密封圈的尺寸计算
活塞杆密封
1.3.34
5.01
6.65
静密封
0.9
1.3
2.0
2.7
4.0
5.4
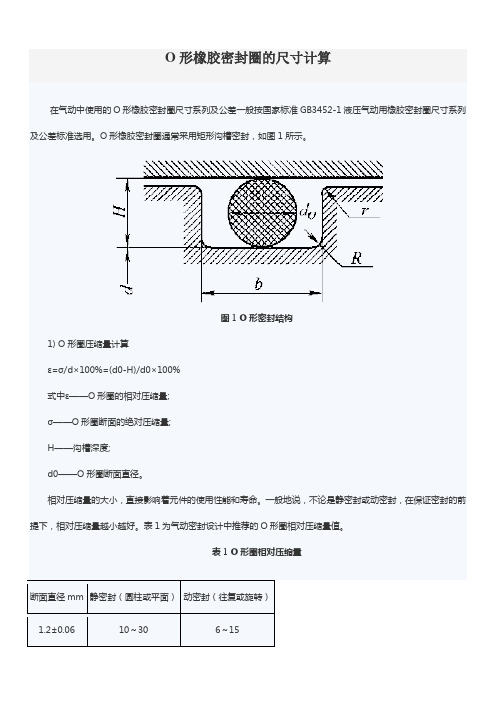
O形橡胶密封圈的尺寸计算
在气动中使用的O形橡胶密封圈尺寸系列及公差一般按国家标准GB3452-1液压气动用橡胶密封圈尺寸系列及公差标准选用。O形橡胶密封圈通常采用矩形沟槽密封,如图1所示。
图1 O形密封结构
1) O形圈压缩量计算
ε=σ/d×100%=(d0-H)/d0×100%
式中ε——O形圈的相对压缩量;
1.2±0.06
10~30
6~15
1.8±0.08
10~25
6~12
2.65±0.09
10~22
5~10
3.55±0.10
10~20
4~8
5.30±0.13
10~18
4~7
7.00±0.15
10~15
4~6
2) O形圈内径伸长率的计算:
α=(d-d1)/d1×100%
式中α——O形圈的内径伸长率;
d——O形圈安装沟槽底径;
d1——O形圈的实际内径。
O形圈使用时,内径一般处于拉伸状态,其伸长率为5%左右,其推荐值见表2。
表2 O形圈装配时的伸长率
断面直径mm
内径伸长率(%)
1.2±0.06
3~4
1.8±0.08
3~4.5
2.65±0.09
3.5~6.0
3.55±0.10
3.5~6.5
5.30±0.13
3.5~7.0
7.00±0.15
槽深H是O形圈安装沟槽设计的关键性尺寸,它主要取决于O形圈的相对压缩量。沟槽深度H可按表3选取。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷油器体 喷油器体
LT-Q LT-Q
喷油器体 11435120042
喷油器体 11435120042
计算值
D1:mm
上公差 mm
下公差 O型槽宽 上公差 下公差 压缩余 压缩余
mm 度mm mm
mm 量
量min
压缩余 量max
填充率
26.4 0.1
0
2.2 0.25
0
0.250 0.143 0.288 0.761
O型密封圈填充率计算 目标:1、设计推荐填充率δ=65%-90%;2、O型密封圈压缩余量在m=20%-30%;
计算公式:1、填充率δ=O型密封圈断面面积/O2密封槽断面面积(AXB);2、O型密封圈压缩余量在m=
序号
名称
图号
1 电磁阀O型密封圈
11530210037
2 O形密封圈
11 900 210 030
3 中机加润0型槽
4 TCD2013共轨O型密封圈
5 O型密封圈
11 430 210 001
内径mm
O型圈直 上公差 下公差
径do:mm mm
mm
23.6 0.1
1.6
0.1 -0.1
23.6 0.1
1.8
0.1 -0.1
21
3
230.1
3
0.1 -0.1
150.1
2
0.08 -0.08
1
0.08 -0.08
30%;
;2、O型密封圈压缩余量在m=(do-B)/do
名称
图号
D:mm
电磁阀组件 10552302012 24
电磁阀螺帽 11533314043
26.6 21.4 23.4 15.5 15.5
上公差 mm
下公差mm
名称
图号
-0.02 -0.07 电磁阀螺帽 11533314043
0.2
0
喷油器体 11535127024
1.675
0.250
0.419
填充率 填充率 min max
0.561 0.852
0.619
0.734 0.683
0.920
0.853 0.829
29.6 26 28 17 17
0.052
0
2.2
0.21
0
3.8
0 -0.052 4
0
-0.11 2.5
0
-0.11 2.5
0.2
0
0.167 0.102 0.263 0.771
0.2 -0.2 0.233 0.198 0.233 0.808
0.2
0
0.233 0.207 0.266 0.768Fra bibliotek0.625