焊接工艺卡片(CTE
焊接工艺卡
编制
李开勇
日期
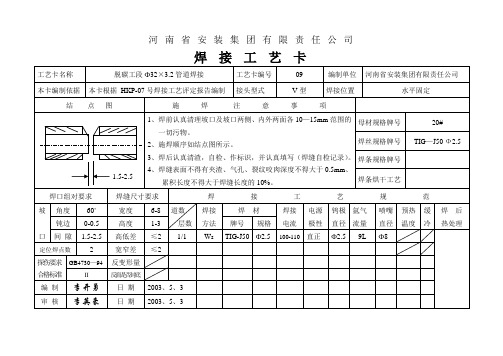
2003、2、施焊顺序如结点图所示。
3、焊后认真清渣,自检、作标识,并认真填写(焊缝自检记录)。
4、焊缝表面不得有夹渣、气孔、裂纹咬肉深度不得大于0.5mm、
累积长度不得大于焊缝长度的10%。
母材规格牌号
20#
焊丝规格牌号
TIG—J50Ф2.5
焊条规格牌号
焊条烘干工艺
焊口组对要求
焊缝尺寸要求
焊接工艺规范
坡
口
角度
60˚
宽度
6-8
道数
层数
焊接
方法
焊材
焊接
电流
电源
极性
钨极
直径
氩气
流量
喷嘴
直径
预热
温度
缓
冷
焊后
热处理
钝边
0-0.5
高度
1-3
牌号
规格
间隙
1.5-2.5
高低差
≤2
1/1
WS
TIG-J50
Ф2.5
100-110
直正
Ф2.5
9L
Ф8
定位焊点数
2
宽窄差
≤2
探伤要求
合格标准
GB4730—94
反变形量
ІІ
合格标准
河南省安装集团有限责任公司焊接工艺卡
工艺卡名称
脱碳工段Ф32×3.2管道焊接
工艺卡编号
09
编制单位
河南省安装集团有限责任公司
本卡编制依据
本卡根据HKP-07号焊接工艺评定报告编制
接头型式
V型
焊接位置
水平固定
结点图
施焊注意事项
1.5-2.5
焊接工艺卡

焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
焊接工艺卡

焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。
焊接工艺卡(通用)

艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
1
SMAW
E4303φ2.5
交流
50~65
18~20
14~16
2
SMAW
E4303φ3.2
交流
100~120
20~22
12~14
3
SMAW
E4303φ3.2
交流
100~120
20~22
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
20
规格
φ57×3.5
焊接方法
SMAW
焊工资格
焊评编号
无损检测
合格等级
Ⅱ
适用范围
适用于管子壁厚小于4㎜的管子与法兰相连的角焊缝(不考虑管子外径)
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
2、焊接操作:a、氩弧焊按上面焊接工艺参数进行焊接,焊接时,焊丝终端应始终处在氩气保护范围内;钨极端部严禁与焊丝、焊件相接触,防止造成钨夹杂;停焊后重新引弧时,焊缝应与原焊缝重叠5~10mm。b、电弧焊按上面焊接工艺参数进行焊接,焊接时,焊条在坡口两侧稍作停留,并熔化两边缘各1~2mm,换焊条或断弧后再引弧,应在弧坑上方10㎜处引弧。
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
焊接工艺卡片

B11
焊工合格项目
GTAW-AⅡ-3G-12-02
母材材质
5052
母材规格
δ=6
焊接工艺评定号
WPQ-070
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团有限公司
焊接工艺卡片H(09)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
XXX有限公司焊接工艺卡

预热温度或最低起焊温度
/
加热方式
/
层间温度
/
焊后热处理
/
焊接
层数
焊接
方法
焊接材料
电源种类
及极性
焊接电
流(安)
电弧电
压(伏)
焊接速度
(厘米/分)
气体流量
(升/分)
电极材料
及规格
焊丝(极)
伸出长度
焊丝至中
心距离L
其它
牌号
规格
根部
SMAW
J426
Φ3.2
直反
90-110
22-25
12-18
/
/
/
/
/
内侧
SMAW
J426
φ4
直反
170-190
22-25
12-18
/
/
/
/
/
外侧
SAW
H08A
φ4
直反
500-550
33-35
33-38
/
/
30-35
30-35
/
HJ431
8-40目
编制
日期
审核
日期
标记
处数
更改
文件号
签
字
日
期
标
记
处
数
更改
文件号
签字
日
期
XXX有限公司
焊接工艺通用卡
WPS
WPS-009
共9页
PQR
PQR-009
第2页
焊接方法
SMAW+SAW
母材:钢号:Q235-B与钢号:Q235-B厚度范围:δ=10/12与δ=10接来自编号焊接位置平位
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
焊接工艺卡CTE

坡口尺寸`
焊道分布和熔敷顺序
焊缝编号
焊接要求及说明
A100
A101
A102
A103
产品试板
产品试板
1.施焊前在不锈钢复合钢板坡口两侧各150mm内涂白垩粉防飞溅。
2.基层自动焊时,背面垫焊剂垫,碳弧气刨清根,打磨干净后焊满基层。
再焊过渡层,最后焊面层,过渡层施焊前及焊完后均须由检验人员认可后
方可焊面层。
2.基层自动焊时,背面垫焊剂垫,碳弧气刨清根,打磨干净后焊满基层。
再焊过渡层,最后焊面层,过渡层施焊前及焊完后均须由检验人员认可后
方可焊面层。
3.自动焊基层时须特别注意不得将基层金属沉积在复层上。如基材焊材熔
入复层,则应用角向砂轮彻底打磨干净后,方可焊复层。
4.复层焊接时采用小规范,直焊道不摆动或微摆动,层间温度加以控制。
/
过渡层
SMAW
E00-23-13-16Φ3.2
DC RP.
120~130
24~30
1.6~2.2(mm/s)
/
面层
SMAW
E00-18-12Mo2-16Φ4.0
DC RP.
140~150
24~30
2.0~2.5(mm/s)
/
点固焊
SMAW
E4315Φ3.2
DC RP.
120~130
24~26
1.3~1.4(mm/s)
20~25
面层
GMAW
316LΦ1.2
DC SP.
180~200
28~32
2.5~3.5(mm/s)
20~25
点固焊
SMAW
E4315Φ3.2
DC RP.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
25~30
25~30
25~30
焊接电流(A)
260~340
280~380
260~360
280~380
焊接速度(m/m)
电源及极性
填料牌号
5183
5183
5183
5183
填料规格
Φ6
Φ6
Φ6
Φ6
焊剂或保护剂
Ar
Ar
Ar
Ar
气体流量(L/min)
12~14
12~14
12~14
12~14
喷嘴直径(m m)
电源及极性
填料牌号
5183
5183
填料规格
Φ6
Φ6
焊剂或保护剂
Ar
Ar
Ar
气体流量(L/min)
14~16
14~16
14~16
喷嘴直径(m m)
Φ16
Φ16
Φ16
钨棒直径(m m)
Φ6
Φ6
Φ6
焊前准备:
1、施焊前,坡口表面应平整、光滑、不应有裂纹、分层、夹渣、毛刺和飞边等。
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
焊前准备:
1、施焊前,坡口表面应平整、光滑、不应有裂纹、分层、夹渣、毛刺和飞边等。
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
焊接电压(V)
20~25
20~25
焊接电流(A)
190~210
180~200
焊接速度(m/m)
电源及极性
填料牌号
5183
填料规格
Φ6
焊剂或保护剂
Ar
Ar
气体流量(L/min)
12~14
12~14
喷嘴直径(m m)
Φ14
Φ14
钨棒直径(m m)
Φ6
Φ6
焊前准备:
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%着色检查,符合JB/T4730.5-2005标准Ⅰ级要求合格。
零件名称
筒体+接管
焊缝号
D5
焊工合格项目
GTAW-AⅡ/Ⅳ-2FG-12/70-02
母材材质
5083-H112+5052-H112
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
4、点固引熄弧板。
5、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝余高:0~3mm。
3、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
筒体
焊缝号
A004
焊工合格项目
CTE
集团有限公司
焊接工艺卡片H(01)(临)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
其余
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
交流氩弧焊机
焊接电压(V)
22~25
20~25
25~30
焊接电流(A)
220~240
210~230
300~400
焊接速度(m/m)
1、施焊前,坡口表面应平整、光滑、不应有裂纹、分层、夹渣、毛刺和飞边等。
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
零件名称
加强圈
焊缝号
A001
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5A05-H112
母材规格
δ=30
焊接工艺评定号
WPQ-058
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
CTE
集团有限公司
焊接工艺卡片H(02)(临)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
焊接电压(V)
20~25
20~25
焊接电流(A)
80~120
100~140
焊接速度(m/m)
电源及极性
填料牌号
5183
5183
填料规格
Φ5
Φ5
焊剂或保护剂
Ar
Ar
气体流量(L/min)
12~14
12~14
喷嘴直径(m m)
Φ14
Φ14
钨棒直径(m m)
Φ6
Φ6
一(反)
二
三
四
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
焊接电压(V)
20~30
20~30
焊接电流(A)
230~260
220~250
焊接速度(m/m)
电源及极性
填料牌号
5183
填料规格
Φ6
焊剂或保护剂
Ar
Ar
气体流量(L/min)
12~14
12~14
喷嘴直径(m m)
Φ14
Φ14
钨棒直径(m m)
Φ6
Φ6
焊前准备:
1、施焊前,坡口表面应平整、光滑、不应有裂纹、分层、夹渣、毛刺和飞边等。
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
GTAW-AⅣ-3G-12-02
GTAW-1G(K)-05/07/08
母材材质
5083-H112
母材规格
δ=20
焊接工艺评定号
WPQ-096
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
CTE
集团有限公司
焊接工艺卡片H(03)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
焊接电压(V)
20~25
20~25
22~28
22~28
焊接电流(A)
220~280
260~360
280~360
280~360
焊接速度(m/m)
电源及极性
填料牌号
5183
5183
5183
5183
填料规格
Φ6
Φ6
Φ6
Φ6
焊剂或保护剂
Ar
Ar
Ar
Ar
气体流量(L/min)
12~14
12~14
12~14
12~14
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、点固引熄弧板。
5、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不应有裂纹、未熔合、气孔、弧坑、夹钨和飞溅物,焊缝外不得有打弧点。
2、焊缝余高:0~3mm。
3、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
日期
审核
日期
批准
日期
CTE
集团有限公司
焊接工艺卡片H(08)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
焊接电压(V)
20~25
20~25
焊接电流(A)
80~120
100~140
焊接速度(m/m)
电源及极性
填料牌号
母材规格
δ=26
焊接工艺评定号
WPQ-058
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
CTE
集团有限公司
焊接工艺卡片H(04)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一
二
三
四
五
焊缝坡口及焊接层次示意
焊接方法
焊接设备
交流氩弧焊机
交流氩弧焊机
交流氩弧焊机
交流氩弧焊机