O型密封圈检验规范
o型橡胶密封圈试验方法(一)

o型橡胶密封圈试验方法(一)O型橡胶密封圈试验方法导言在工业领域中,O型橡胶密封圈被广泛应用于密封装置中,以确保设备的正常运行和防止泄漏。
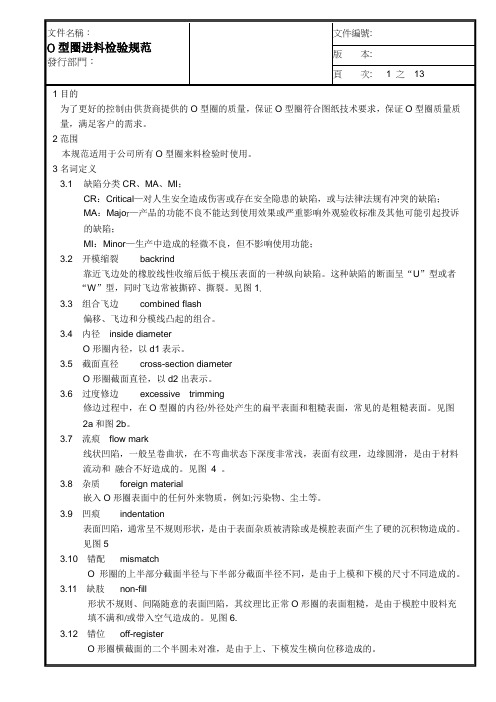
为了验证其质量和可靠性,各种试验方法被开发出来。
本文将详细介绍几种常见的O型橡胶密封圈试验方法。
1. 外观检查试验外观检查试验是最常见且简单的试验方法之一,用于评估O型橡胶密封圈的表面缺陷和形状是否符合要求。
主要步骤包括: - 对密封圈进行目测观察,检查其表面是否有裂纹、气泡、杂质等缺陷。
- 使用合适的量具测量其内径、外径和横截面厚度,以确保其尺寸符合设计要求。
2. 压缩变形试验压缩变形试验用于评估O型橡胶密封圈在一定压力下的变形性能。
操作步骤如下: - 将密封圈放置在密封装置中,并施加指定的压力。
- 保持一定时间后,释放压力并观察密封圈的恢复情况。
- 测量和记录其压缩后的变形程度,如恢复率。
3. 耐温试验耐温试验用于评估O型橡胶密封圈在高温或低温环境下的性能稳定性。
操作步骤如下: - 将密封圈置于高温或低温箱中,暴露一定时间。
- 取出密封圈,并在常温下恢复一段时间。
- 检查其外观变化、弹性变化以及其他性能指标的变化。
4. 加压泄漏试验加压泄漏试验用于评估O型橡胶密封圈在高压下的泄漏性能。
操作步骤如下: - 将密封圈安装在密封装置中,确保其正常密封。
-施加指定的压力,并观察一段时间内是否有泄漏现象。
- 根据泄漏的情况和严重程度,评估密封圈的密封性能是否合格。
结论O型橡胶密封圈试验方法对于确保其质量和可靠性至关重要。
通过外观检查、压缩变形、耐温和加压泄漏等试验方法,可以全面评估密封圈的性能,以满足工业领域对密封要求的严格标准。
O形圈外观和尺寸检验

截径d0(mm) j(mm) k(mm)
流痕最大允许极限
1.8 2.65 3.55 1.50 2.00 4.00 0.05 0.05 0.05
5.30 5.00 0.05
7.00 5.00 0.05
O圈常见外观缺陷
凹凸缺陷:主要由于模具表面磕碰而导致
截径d0(mm) l(mm)
m(mm)
凹凸最大允许极限
1.8 2.65 3.55 5.30 7.00 0.20 0.25 0.40 0.63 1.00 0.08 0.08 0.10 0.10 0.13
O圈常见外观缺陷
开模缩裂(抽边):截面大的产品易出现抽边问 题;胶料若硫化速度过快或焦烧也易出现抽边问题。 此种缺陷不能接受。
杂质:杂质类缺陷的接受标准按凹凸缺陷的标准 进行。
规格总数 280
旧的国家标准GB1235-76现在在部分场合仍在使用, 其规格如下:
截径d0(mm) 内径d(mm)
1.9、2.4、3.1、3.5、 4.6、5.7、8.6
1.7~484
规格总数 171
O圈常见外观缺陷
错位(错模):主要由于模具原因造成,或是模具 加工原因,或是模具配合松动
错位最大允许极限
O圈尺寸检测
O形圈的尺寸主要有内径d和截径d0(截面直径) 截径包括轴向截径和径向截径 外径=内径+2×截径
O圈尺寸检测
O形圈截面尺寸标准
O圈尺寸检测O形圈内径尺寸 Nhomakorabea准O形圈简介
O形圈是一种小截面的圆环形密封件 O形圈的截面是圆形的,象一个字母“O”字
O形圈可用于静密封也可用于动密封 用于动密封时即可用于往复运动也可用旋转 运动
O圈简介
O形圈按分型面的不同可分为: 45°分型面
1202.3 O形密封圈检验规范
Q/YC 广西玉柴机器股份有限公司企业标准Q/YC 1202.3—2010O形密封圈检验规范2010-08-05发布2010-08-10实施广西玉柴机器股份有限公司发布Q/YC 1202.3—2010前言本标准是参照GB/T 5720《O形橡胶密封圈试验方法》制订的。
本标准由玉柴机器股份有限公司工程研究院提出并归口。
本标准主要起草单位:玉柴质量部。
本标准主要起草人:梁振杰、文波晋。
本标准自实施之日起生效。
更改记录更改日期更改通知单编号更改标记处数更改经办人备注O形密封圈检验规范1 范围本规范规定了发动机O形密封圈产品各个质量特性项目的检验方法,本规范用于指导发动机O形密封圈产品的验收检验。
2 检验方法2.1 理化检验2.1.1 橡胶材料分析1)测试前,务必保证O型密封圈为清洁无油污试样,否则应该用洁净的纸巾擦拭干净后再做分析。
O型密封圈可以直接用来测试,无需进行裁样处理。
2)用傅立叶红外光谱仪对橡胶试样作红外谱图扫描。
3)试样的红外谱图应与O型密封圈的标准或参考谱图相符。
4)具体测试操作和判定参照橡胶件红外光谱检验规范Q/YC 693。
2.2 截面直径方法1:用游标卡尺(分度值0.02mm)检验。
按常规方法测量,测量圆周方向上多个部位的截面直径,取偏差最大的结果进行评定。
方法2:万工显进行检验。
将O形密封圈沿过轴线纵截面剪断,取任意段样本进行测量。
2.3 外径(内径)方法1:用O形密封圈检具检验(对于公称直径大而截面小的O形密封圈适用)。
将O形密封圈轻轻地套入检具的锥轴上,缓慢地将锥轴上下移动,同时观察O形密封圈与平板的平行状况,然后锁定锥轴,用游标卡尺(分度值0.02mm)圆周均布的若干个方向的直径值(测量力尽可能小),记下所有测量所得的结果,取所有测量值的平均值作为测量结果进行评定(见图1)。
图1方法2:用测量总长度的方法检测(对于公称直径大而截面小的O形密封圈适用)。
将O形密封圈沿过轴线纵截面剪断,然后将封水圈摆直,用游标卡尺(分度值0.02mm)测量出总的长度(两端截面最远两点距离),通过计算求出外径。
o密封圈标准

O型密封圈是一种常用的密封元件,其标准主要涉及以下几个方面:
1.材料标准:O型密封圈的材料应符合相关标准,如橡胶材料应符合GB/T
5574-2008等标准,金属材料应符合GB/T 3191-2010等标准。
2.尺寸标准:O型密封圈的尺寸应符合相关标准,如GB/T 3452.1-2005等标
准。
这些标准规定了O型密封圈的直径、截面直径、高度等尺寸参数。
3.性能标准:O型密封圈应具备一定的性能,如耐压、耐高温、耐腐蚀等。
这
些性能应符合相关标准,如GB/T 3452.2-2005等标准。
4.试验方法标准:为了确保O型密封圈的质量,需要进行一系列的试验,如压
缩永久变形试验、耐压试验、耐高温试验等。
这些试验的方法应符合相关标准,如GB/T 18173-2014等标准。
总之,O型密封圈的标准涉及到材料、尺寸、性能和试验方法等方面,这些标准为O型密封圈的生产和使用提供了指导和规范。
o型圈检验规范
竭诚为您提供优质文档/双击可除o型圈检验规范篇一:o型圈检验标准o型圈检验标准1、外观:1.1表面平整、光洁、结合线良好,无裂纹、错位、流痕、破损、变形、毛刺、毛边、缺胶、气泡、杂质、无明显修边痕迹;1.1.1气泡:表面气泡直径(0.5mm),不多于1处;1.1.2杂志:表面杂质面积(mm)应小于0.5不多于1处;1.1.3缺陷:表面高度(mm)应小于0.5不多于1处;1.1.4修边痕迹:毛刺高度(mm)不超过0.07,毛刺宽度(mm)不超过0.12;1.1.5合摸缝错位:不超过断面公差;2、材质nbR硬度颜色黑色标准gb/t3452.1-20xx3、尺寸5、性能要求5.3硬度70±5;5.4变形率70℃24h无明显变形;5.5拉力强度≥10n/c㎡;5.6断裂伸长率≥250%;6、耐油性能;6.1用汽油浸泡24小时。
不能有腐蚀现象6.2用柴油浸泡24小时。
不能有腐蚀现象7、高低温测试:7.1高温130度贮存2小时,不能有变形、融化、烧焦。
7.2低温-40度贮存2小时,不能有变形、老化。
8、检验规则根据gb/t2828.1-20xx,一般检验水平Ⅱ、正常检验一次抽样方案。
9相关记录与表格《进料检验报告》Fm/qp10-01制定审核批准篇二:o型圈进料检验规范篇三:o型圈橡胶密封圈的外观质量检验标准、o型圈橡胶密封圈的外观质量检验标准序号表面气泡直径(mm)不大于表面气泡直径(mm)不多于(处)表面杂质面积(mm)应小于表面杂质面积(mm)不多于(处)表面高度(mm)应小于3缺陷表面面积(mm)不超过表面面积(mm)应少于(处)4修边5痕迹。
橡胶o型圈检验标准
橡胶o型圈检验标准橡胶O型圈是一种常用的密封件,广泛应用于机械设备、汽车、航空航天等领域。
为了确保O型圈的质量和性能,需要对其进行严格的检验和测试,以确保其符合相关的标准和要求。
首先,对于橡胶O型圈的外观质量,应当进行外观检查。
外观检查包括外观尺寸、表面光洁度、表面缺陷等方面。
在外观尺寸检查中,需要测量O型圈的直径、厚度、断面形状等尺寸参数,确保其符合设计要求。
同时,还需要检查O型圈表面的光洁度和是否存在气泡、裂纹、杂质等缺陷,以确保其外观质量符合标准。
其次,对于橡胶O型圈的物理性能,应当进行物理性能测试。
物理性能测试包括硬度测试、拉伸性能测试、耐磨性测试等方面。
硬度测试可以通过硬度计对O型圈进行硬度测试,以评估其硬度值是否符合标准要求;拉伸性能测试可以通过拉伸试验机对O型圈进行拉伸测试,以评估其拉伸强度、断裂伸长率等性能指标;耐磨性测试可以通过磨损试验机对O型圈进行耐磨性测试,以评估其耐磨性能是否符合标准要求。
此外,对于橡胶O型圈的化学性能,应当进行化学性能测试。
化学性能测试包括耐油性测试、耐酸碱性测试、耐老化性测试等方面。
耐油性测试可以通过将O型圈浸泡于不同种类的润滑油中,以评估其耐油性能;耐酸碱性测试可以通过将O 型圈浸泡于不同浓度的酸碱溶液中,以评估其耐酸碱性能;耐老化性测试可以通过将O型圈置于高温高湿或紫外光照射环境中,以评估其耐老化性能。
最后,对于橡胶O型圈的检验标准,应当参考国家标准或行业标准进行检验。
国家标准或行业标准中包括了对于橡胶O型圈外观质量、物理性能、化学性能等方面的具体要求和检验方法,应当严格按照标准要求进行检验,确保O型圈的质量和性能符合标准要求。
综上所述,对于橡胶O型圈的检验标准,需要从外观质量、物理性能、化学性能等方面进行严格的检验和测试,以确保其质量和性能符合标准要求。
只有通过严格的检验和测试,才能保证橡胶O型圈在使用过程中能够发挥其应有的密封功能,确保设备和产品的安全和可靠性。
O型密封圈检测项目及其标准-程诚检测

O 型橡胶密封圈的材料: 阶梯圈为填充聚四氟乙烯 PTFE。 常规检测项目: 低温试验 压缩应力松弛测定 拉伸性能测定 密度 硬度 压缩永久变形 液体浸泡 热空气老化 腐蚀试验 部分检测项目: GB T 7758-2002 硫化橡胶 低温性能的测定温度回缩法(TR 试验) GB/T 1685-2008 硫化橡胶或热塑性橡胶 在常温和高温下压缩应力松弛的测定 GB/T 5720-2008 O 形橡胶密封圈试验方法 GB/T 533-2008 硫化橡胶或热塑性橡胶 密度的测定 GB/T6031-1998 硫化橡胶或热塑性橡胶硬度的测定(10-100IRHD) GB/T7759-1996 硫化橡胶、热塑性橡胶 常温、高温和低温下压缩永久变形测定 GB/T1690-2010 硫化橡胶或热塑性橡胶 耐液体试验方法 GB/T3512-2001 硫化橡胶或热塑性橡
O型圈进料检验规范
a 对于CS级O形圈是不允许的;对于N级和S级O形圈,允许缺陷尺寸在极限值范围内。
图1 开模缩裂a)允许的过度修边示例不允许的过度修边示例图2图3飞边a飞边对于CS级别的O型圈是不允许的。
图4 流痕a 不允许径向上的定向流痕。
b 允许缺陷尺寸在极限值范围内。
图5模具是沉积物凹痕a 允许缺陷尺寸在极限值范围内。
图6 缺料、杂质和凹痕。
a 允许缺陷尺寸在极限值范围内。
图7错位、错配5.3 O形圈几何尺寸的检测方法和测量仪。
5.3.1 O形圈内径的测量。
用锥棒测量小规格O形圈内径,量程为φ50mm以下,测量误差不大于±0.02mm同一种内径规格的O形圈可以使用同一根锥棒,而不必考虑圈的截面直径。
图8所示是一套1:100锥度钢棒(淬火)。
在锥棒上每距10mm有一根直径刻度线,每一直径刻线精度是0.1mm,可估测到0.01mm。
测量时,将O形圈沿锥棒下滑,在停滞处读出直径刻度值。
为了使O形圈沿锥棒平稳下滑,停止时与锥棒同轴,设计了导向套; 为使O形圈停止时与锥棒不留空隙而设有压码。
压码的尺寸应和合适,内径较锥棒粗端大0.1mm,壁厚6mm,高度随橡胶圈硬度变化。
在低、中、高硬度范围内压码高度分别3、6、15mm。
对于φ40mm以上的锥棒,压码高度应分别为1.5、3和6mm。
当压码的重量成倍地增减时,测量误差也仅相差0.01~0.02 mm,故压码的重量选择不甚严格。
采用SM柔性尺,可适用于φ55~380mm橡胶O形圈内径尺寸的测量。
它由半透明的胶片(高分子材料)制成。
读数原理与游标卡尺基本相同,整数部分由主尺读取,小数部分由副尺读取(参见图9)。
图8测量锥棒示意图图9 SM柔性尺SM柔性尺的技术指标为:测量范围:1﹟尺φ55~100 mm;2﹟尺φ100~200 mm;3﹟尺φ200~380 mm示值精度:1﹟尺0.05 mm;2﹟尺0.05 mm;3﹟尺0.10 mm测量环境要求:温度应保持23±5℃和相对湿度不大于90%;否则要用钢环(核正环) 测出修正系数δ,对测量值进行修正:式中d0—钢环直径(mm)d0—测量读数(mm)d0—测量实际值(mm)柔性尺使用方法简单、易掌握,并能直接读数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
凡尔机械集团有限公司
O形密封圈检验规范
1 范围
本检验规范规定了本公司O形密封圈的检验项目与检验要求。
本检验规范适用于本公司安全阀阀芯用O形密封圈的质量检验。
也适合本公司其他液压阀用形密封圈的质量检验。
2 检验依据
GB/T3452.1-2005 液压、气动用O形橡胶密封圈,第一部分:尺寸及公差
GB/T3452.2-2007 液压、气动用O形橡胶密封圈,第二部分:外观质量检验规范
GB/T5720-2008 0形橡胶密封圈试验方法。
3 检验项目
3.1 对于CS级的O形圈要求核对制造厂商、品名、规格、材料、出厂日期,是否有合格证或质量证明书;
3.2 尺寸检验:线径尺寸公差:安全阀阀芯用Ф2±0.015;其他阀类用Ф2±0.08,Ф2.4±0.09,Ф3.1
±0.10,Ф3.5±0.11,具体检验时按照GB/T3452.1-2005标准中所规定的进行检验。
3.3 硬度检验:聚氨酯(NBR):90±5(邵氏A)度、丁腈橡胶(NBR):70±5(邵氏A)度;其他材料
的硬度,参照机械设计手册《常用橡胶技术性能》或图纸要求。
3.4 外观质量检验:安全阀阀芯所用的O形橡胶密封圈外观质量要求达到CS级(参照附录A),对于其他液
压阀所用的O形橡胶密封圈的外观质量,如果没有特别要求,要求达到S级(参照附录B),具体检验时,按照GB/T3452.2-2007标准中所规定的进行检验。
3.5 老化试验:对于使用温度较高的O形密封圈或图纸有要求的,需要进行老化试验。
4 检验方法:
4.1 本检验规范条款3.1核对。
4.2 本检验规范条款3.2数显游标卡尺。
4.3 本检验规范条款3.3橡胶硬度计。
4.4 本检验规范条款3.4目视、数显游标卡尺。
4.5 本检验规范条款3.5老化箱。
5 检验规则
采用抽检方式,尺寸检验:每批抽检比例不低于10%,外观质量检验:每批抽检比例不低于20%,硬度和老化检验:按照《0形橡胶密封圈试验方法》规定。
6 检验记录
6.1 根据附录C《O形密封圈检验单》填写检验记录。
6.2 各检验项目的检验结果,符合要求的打“√”,不符合要求的打“×”,并在备注栏注明具体的不符合原因。
附录 A
CS级O形密封圈表面缺陷尺寸的极限值
表面缺陷类型
图示缺陷尺
寸符号
缺陷是最大极限值
CS级O形圈截面直径d2
>1.5
≤2
>2.25
≤3.15
>3.15
≤4.50
>4.50
≤6.30
>6.30
≤8.40b
错位、错配(偏
移) e 0.02 0.040.060.060.08
组合飞边(偏移和分模线凸起的组合)x 0.070.070.100.130.13 y 0.100.100.130.130.13 a 不允许
开模缩裂
g 不允许
u 不允许
过度修边(不
允许有径向修
边痕迹)n 允许修边后的尺寸n不小于O形圈载面直径d2的
下限值
流痕(不允许
在径向上有固
有的定向流
痕)
v 1.50a 1.50a 1.5a 4.56a 4.56a
k 0.050.050.050.050.05
缺胶和凹痕
(包括分模线凹痕)w
0.08
0.13d
0.13
0.25d
0.18
0.38d
0.25
0.51d
0.38
0.75d t 0.080.080.100.100.13
a 或者是O形圈内径(d1)乘以0.03,取二者中的较大者,最大不超过30mm。
b 对于截面直径≤0.8mm或截面直径>6.30mm的O形圈,其缺陷的允许极限值应由制造商和用户协商确定。
c 圆角。
d 仅限于模具沉积物产生的凹痕。
附录 B
S级O形密封圈表面缺陷尺寸的极限值
单位:mm
表面缺陷类型
图示缺陷尺
寸符号
缺陷是最大极限值
S级O形圈截面直径d2
>0.8b
≤2
>2
≤3.1
>3.1
≤4.5
>4.50
≤6.30
>6.30
≤8.40b
错位、错配(偏
移) e 0.08 0.080.100.120.13
组合飞边(偏移和分模线凸起的组合)x 0.100.100.130.150.15 y 0.100.100.130.150.15 a 可见的飞边不应超过0.05mm
开模缩裂
g 0.10.150.200.200.30
u 0.050.080.100.100.13
过度修边(不
允许有径向修
边痕迹)n 允许修边后的尺寸n不小于O形圈载面直径d2的
下限值
流痕(不允许
在径向上有固
有的定向流
痕)
v 1.50a 1.50a 5.0a 5.0a 5.0a
k 0.050.050.050.050.05
缺胶和凹痕
(包括分模线
凹痕)
w 0.150.250.400.63 1.00
t 0.080.080.100.100.13
a 或者是O形圈内径(d1)乘以0.05,取二者中的较大者。
b 对于截面直径≤0.8mm或截面直径>6.30mm的O形圈,其缺陷的允许极限值应由制造商和用户协商确定。
c 圆角。
附录 C
O形密封圈检验记录单
凡尔机械集团有限公司
编制:审核:批准:
二0一四年十二月。