注塑模具日期章规格
模具仕样书
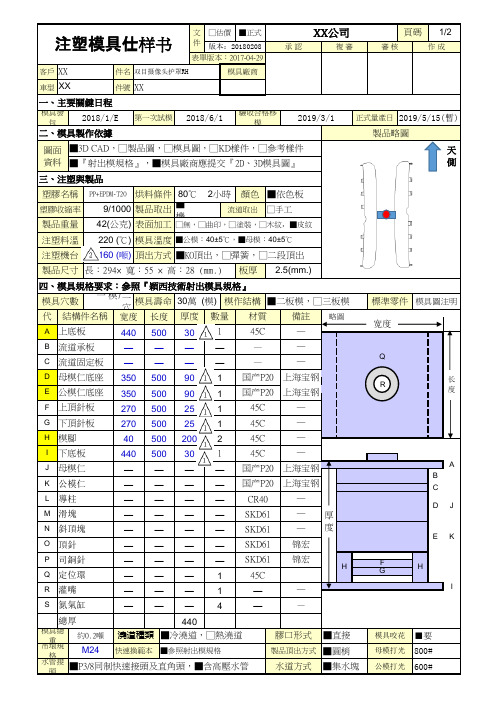
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
模具更换日期章作业指导书A0

模具技师
6 PU
订购非标准日期章
采购部按照TD提供的尺寸订购非标日 期章
采购工程师
7 TD
新日期章安装
8 TD
编制:XX 审批:XX
资料登记台帐
将新日期章安装到模具上
模具技师
将日期章的型号,规格,尺寸(是否 为非标)更换日期等资料登记到台帐 中
模具资料管理 员
制定日期:2016-4-26 审批日期:2016-4-28
XXX有限公司模具更换日期 章作业指导书
实施日期 版本
文件编号
2016-5-5 A/0
WI-07-08-002
受控状态 受 控 Controlled
模具更换日期章作业指导书
序 职责 号 部门
作业流程
作业描述
责任人
1 TD
更换前作业准备
需要准备的工具 1.数显游标卡尺 2.内六角扳手 3.新的日期章
模具技师
2 TD
旧日期章取出
将模具上的旧日期章取出
模具技师
3 TD 4 TD 5 TD
测量
1、测量模具上安装日期章的孔内径 2、测量新日期章外径
模具技师
检查日期章和 孔径的匹配
OK
NG
匹配OK:孔径与日期章外径间隙配 合,间隙≤0.02mm 匹配NG:孔径比日期章外径间隙配 合,间隙>0.02mm
模具技师
非标日期章数据提供
注塑模具标准件

表2-7 标准复位杆(摘自GB/T 4169.13—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um。 a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 端面允许留有中心孔。 标记示例:直径D=10mm、长度L=100mm的复位杆: 复位杆 10×100 GB/T 4169.13—2006
未注表面粗糙度Ra=6.3μm;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm。 标记示例:直径D=12mm、长度L=50mm、与模板配合长度L1=20mm 的带头导柱:带头导柱 12×50×20 GB/T 4169.4—2006
盲孔会增加模具闭合时的阻力,并使模具不能紧密
闭合,带导套的模具应采用带肩导柱。生产实际中
使用的导套如所示。
图1-5 导套实例
导套常用的结构形式也有两种,一种不带安装
凸肩,另一种带安装凸肩,相应地称为直导套和带
头导套,GB/T 4169.2—2006和GB/T 4169.3—
2006分别规定了他们的尺寸规格和公差,同时给出了
mm
注:① 材料由制造者选定,推荐采用4Cr5MoSiV1、3Cr2W8V。 ② 硬度45HRC~50HRC。 ③ 淬火后表面可进行渗碳处理,渗碳层深度为0.08mm~ 0.15mm,心部硬度40HRC~44HRC,表面硬度≥900HV。 ④ 其余应符合GB/T 4170--2006的规定。
四、推板
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm 标记示例:直径D=16mm、长度L=50mm、与模板配合长度L1=20mm 的带肩导柱:带肩导柱 16×50×20 GB/T 4169.5—2006 .
注塑模具标准件

4.导柱布置
一副模具最少要用两根导柱,模板外形尺寸大 的模具,可最多用4根导柱。为了使模具在使用、 维修时的拆装过程中不会发生动、定模认错方向, 导柱的布置可采取如下几种方案: (1)2根直径相同的导柱不对称布置; (2)2根直径不同的导柱对称布置; (3)3根直径相同的导柱不对称布置; (4)4根直径相同的导柱不对称布置; (5)两组直径不同的导柱各两根,对称布置。 5种布置方案分别如图(a)、(b)、(c)、(d)、(e) 所示,可根据模具大小和总体结构选用。
图1-2 带肩导柱与导套的安装尺寸一致
图1-3 带头导柱挠曲时不易卸下
(2)导柱尺寸的确定 导柱直径尺寸随模具 分型面处模板外形尺寸而定,模板尺寸愈大,导柱 间的中心距应愈大,所选导柱直径也应愈大。除了 导柱长度按模具具体结构确定外,导柱其余尺寸随 导柱直径而定。表列出导柱直径推荐尺寸与模板外 形尺寸关系数据。
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
Hale Waihona Puke mm表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
注: ① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度56HRC~60HRC。 20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定, t为6级精度。
mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度52HRC~56HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC 。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
塑料模具铭牌要求

“模具铭牌”要求1、铭牌规格
1.1锁模力在350T及其以下设备用:70×50(mm);1.2锁模力在350T以上设备用:100×70(mm);。
2、铭牌材料及加工方式
用厚0.5-1mm不锈钢板,雕刻加工。
3、铭牌格式
铭牌1
铭牌2
注:
1、铭牌1填写说明:
1)“模具名称”允许仅填“制件名称”;
2)“制件图号”指成型产品图纸编号;
3)“模具编号”按合同所给定编号;
4)“外形尺寸”按模具最大外形尺寸;
5)“重量”栏:重大于1000kg时,单位用“吨”;
6)“↑”表示吊装方向;
7)码模数量:指上、下、前、后装夹数量;
2、铭牌2填写说明:
1)“模具名称”允许仅填“制件名称”;
2)“适合机台”:按“合同”要求;
3)“配用射嘴”:在本通用要求指定的序列中选择;
4)“顶出行程”:顶出行程范围(最小值—最大值);
5)“动作要点”:对模具使用的重要提示或警示;
6)“运水连接”:标识每组水的路径(按本通用要求);
4、铭牌位置
a.使用于“锁模力350吨及其以上设备”的模具铭牌位置按图视“位置I”(铭牌1置于铭牌2之上);
b.使用于“锁模力350吨以下设备”的模具铭牌位置按图视“位置I”或位置II”(铭牌1置于铭牌2之上);
海信容声(广东)冰箱有限公司
顺德基地制造部
2014年02月。
注塑部生产日样表

11.3 1300
6.5 12 12 12 1776 1270 2200 12 12 12
670 1702 1225 2180
RT-201004035
2010-5-4 9# 伟佳 836-19
衣架
HIPS POM 抽粒 ABS 抽粒 ABS
杏色 本色 黑色 黑色 黑色
1*2 1*1 1*2
18
4560
6 670
HIPS 灰白色 1*1
2010-5-4 22# 宏翔 HXCF01
后牛角 0021 HXCF01 2010-5-4 23# 宏翔 脚座 0023 2010-5-4 24# 顺嘉 XJ-0536 睡船公仔
2010-5-5 6# 侨兴 67C-9A 手柄 电话机 底壳/电池 2010-5-5 6# 超然 8# 侨兴 67C-9A 电话机 2010-5-5 9# 伟佳 836-19 功能钮
2010-5-5 17# 源制
RT201004026 RT201004015 RT201004035 RT201004026 RT201004035 RT201003008
13;00修机停机 8:30-9:30调机 够数停机
1 12 8 12
118 422
牙箱 数字金刚
ABS ABS
黑色 黄色
1*1 1*1 24 1710
15:00开机 9:10开机, 13;00-14:00漏料调 17:00开机 17:40开机 14;00-15:00料花有 气泡 8:40开机
12 10.5 12 12 12
电话机 2010-5-3 25# 顺嘉 XJ-0536 睡船公仔
HIPS 灰白色 1*1 灰白色 1*1
RT201004026 RT201004026 RT201004026
注塑模具标准件.

拉 料 杆
无头螺丝
D
L L1 L2
3
4
5
0.4左右 2.5~5
6
……
根据实际板厚确定
R
0.3~0.5
拉料杆
拉料杆
说明:拉料杆常用于三板模中,利用L距离的倒扣勾住流道料, 开模后使流道料脱离产品。如图
点 浇 口
点浇口流道 拉料杆
点浇口
点浇口
D=0.5~2 a=3~10 b=20~60 L=0.5~2
耐磨块(油板)
限位螺丝
滑 块 座
W=3~5 h=5~8 D =斜撑斜直径+1~2
a<=24 b=a+2~3 D1=弹簧直径+1
铲机、压块
h1=5~15 h=螺丝杯头高+1 D=螺丝直接+1 D1=螺丝杯头直径+1~2
耐 磨 块
说明:耐磨块的大小根据滑块座底下大小确定。
斜 撑 销
d
10
D
L
13
100 70
120 90
…… ……
D d
100 35
120 35
…… ……
说明:定位环又叫定位圈,与注塑机连接,给注塑机喷嘴定位作用。
唧 嘴
D d h:型号不 同尺寸不同, 可查看相关标 准件书,L可 根据实际需要 长度任意调整。
说明:注塑成型时唧嘴和注塑机喷嘴相接触,常见形式有销钉 和螺丝固定二种形式,如上图。
延伸唧嘴
其它形式
说明:延伸唧嘴是把定位环和唧嘴二部分做成一个整体的模具零件 其规格尺寸可参照定位环和唧嘴自行设计出所需要的规格。
说明:边锁/零度束块,是一种 模具标准零件,常用于 精密定位,成对使用。
注塑模具规范

模具技术要求一﹑模具设计﹕A. 水路﹕1.公母模﹕依成品形状来决定﹐水路循环的路径与数量﹐公母模的水路需相互配合.2.脱料板x 2 cycle。
3.水孔接头处需做沉孔,沉孔尺寸φ35*L25mm。
4.模具的水栓处,必需上IN﹑OUT且编号。
5.需附铜制水栓﹐铜水栓的尺寸为3/8” PT。
6.侧面止水栓之做法﹐2PCS止水栓或1PCS止水栓+铜块。
7.若有喷水孔﹐使用铜片做隔板。
B. 料沟﹕依成品进料达到平衡﹐来设计料沟的路径﹑形状﹑尺寸…等。
C. 进点﹕依成品的外观形状要求重点﹐来决定进点的型式﹐为针点﹑侧针点﹑侧边状﹑锥型状等。
D.顶出方式﹕1.PIN顶出﹐需使用DME规范(依不同客户决定)。
2.顶针成品面有形状时﹐需做方向性之定位。
3.顶出环(特别注意打水环之拔模斜度)或顶出块。
E. 定位块X 4﹕于公母模板360度/4﹐加长方型之定位块﹐增加基准面之精度(材质:SKD-61)F. 模仁方式﹕1.锁公母模仁之螺丝﹐设计时愈多愈好﹐且需平均分配﹐使模仁与模座接触面更密合﹐锁螺丝时需封称锁入﹐且扭力一致。
2.公母模仁均须有卡入模座之定位梢。
3.所有insert之模仁形状为圆形时需做定位﹐且只能单方向组装﹐避免组装时方向错误。
G. 4支导柱需有1pcs做偏心﹐X﹑Y轴各偏10mm。
H. 模具的螺丝孔及螺丝﹐须为DME的公制规范。
I. 回位销封边要有耐顶板﹐材质为TDAC+氮化处理。
J. 若有斜销及滑块﹐三面需加耐磨板﹐且必须有油槽(材质﹕TDAC+氮化处理)。
K, 需安装计数器﹐INSERT的型式。
L. 模具的长﹑宽﹑高﹑定位环与KO孔﹐需配合客户的机台尺寸。
O. 模具上需有放电加工之指示箭头。
P. Name Plate ﹑箭头﹑锁模器﹑Part No.﹑日期章﹑穴号﹑回收章﹑计数器…等﹐需标示于结构图上。
Q. 模具出货时箭头需喷黄漆﹐锁模块需喷红漆。
R. 模具需强制回位时﹐需于模脚的箭头下方﹐贴强制回位铭板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20
20
25
33
OPITZ日期章(DATI1000)(材质:SUS420 硬度:45-50HRC)
直径 (mm)
3
4
5
6
8
10
12
16
高度(mm) 14
14
17
17
20
20
25
33
OPITZ日期章(DATI1200) (材质:SUS420 硬度:45-50HRC)
直径 (mm)
3
4
5
6
8
10
12
16
20
高度(mm) 14
17
22
27
36
可换式日期章(MISUMI)(材质:SUS420 硬度:47-50HRC)
直径 (mm)
4
5
6
8
10
12
16
20
高度(mm) 88ຫໍສະໝຸດ 81012
14
14
16
CUMSA日期章 (材质:SUS420 硬度:45-50HRC)
直径 (mm)
4
5
6
8
10
高度(mm) 12
12
高度(mm) 14
14
17
17
20
20
25
33
OPITZ日期章(DATI1300)(材质:SUS420 硬度:45-50HRC)
直径 (mm)
2.6
2.8
3
3.5
4
5
高度(mm) 4
4
4
4
5
8
6
8
10
8
10
12
OPITZ日期章(DATI1400)(材质:SUS420 硬度:45-50HRC)
直径 (mm)
20
20
20
12
16
20
20
20
20
三圈日期章 (CUMSA)(材质:SUS420 硬度:48-52HRC)
直径 (mm)
8
10
12
16
20
高度(mm) 20
20
20
20
20
OPITZ三圈日期章(DATI9000) (材质:SUS420 硬度:48-52HRC)
直径 (mm)
6
8
10
12
16
高度(mm) 17
2.6
2.8
3
3.5
4
高度(mm) 7
7
7
8
8
5
6
8
10
12
12
14
16
环保、材料指示章( 材质: SUS420 硬度: 48-52HRC)
直径 (mm)
4
5
6
8
10
高度(mm) 6
8
8
8
8
12
16
20
10
10
10
12
12
14
gh.li
日期章的内部结构分为:波珠结构、弹簧结构、螺丝结构、换芯结构、使用时无台阶结构等。
整体式日期章 (MISUMI)(材质:SUS420 硬度:48-52HRC)
直径 (mm)
3
4
5
6
8
10
12
16
20
高度(mm) 6
8
6
8
6
8
8
10
10
14
14
12
14
标准式日期章 (MISUMI)(材质:SUS420 硬度:47-50HRC)
直径 (mm)
4
5
6
8
10
12
16
20
高度(mm) 8
8
8
10
12
14
14
16
DME-F式日期章(材质:SUS420 硬度:47-50HRC)
直径 (mm)
2.6
3
4
5
6
8
10
12
16
20
高度(mm) 4
4
5
8
8
10
12
14
14
16
DME加长型日期章(材质:SUS420 硬度:45-50HRC)
直径 (mm)
5
6
8
10
12
16
20
高度(mm) 17
17
20
20
25
33
33
HASCO加长型日期章 (材质:SUS420 硬度:47-50HRC)
直径 (mm)
4
5
6
8
10
12
高度(mm) 12.5
14
16
18
22
25
HASCO台阶式日期章(材质:SUS420 硬度:45-50HRC)
直径 (mm)
6
8
12
16