粉末冶金温压工艺的研究进展及展望_易健宏
粉末温压技术的研究与应用

粉末温压技术的研究与应用江苏理工学院 12110105摘要:本文主要介绍了温压技术研究现状,对其关键技术做了简要的描述。
目前,在国外,粉末温压技术绝大部分已受到专利保护,在我国,粉末温压技术起步较晚。
因而开发出具有我国自主知识产权的粉末温压技术具有重要的现实意义,相信在不久的将来,高性能的铁基粉末冶金零件在汽车、钢铁等领域应用将不断扩大,前景十分广阔。
关键词:粉末冶金温压工艺致密化机理Abstract:This paper mainly introduces the warm compaction technology research,makes a brief description of its key technology. Now, beyond seas , the vast majority of warm compaction techniques have been subject to patent protection. In our country, warm compaction technology started relatively late . so, it has important practical significance to develop the warm compaction technology with Chinese independent intellectual property rights. In the near future, I believe that the application of iron-base powder metallurgy parts with high performance in automobile, steel and so on will be expanded unceasingly, and it has broad prospects .Key words:Powder metallurgy Warm compaction process Densification mechanism粉末冶金在技术和经济上具有一系列特点,它不仅是一门材料加工技术,也是一门零件成形技术,在国民经济的许多领域有着广泛的应用。
粉末压制过程数值模拟的研究现状及展望

2.模拟结果与实验结果存在一定差异。这主要是由于实验过程中存在的因素, 如实验条件、粉末的物理性质和压制工艺参数等的影响。因此,在进行数值模 拟时,需要考虑这些因素对模拟结果的影响。
3.目前粉末压制过程数值模拟的研究还存在一些挑战,如如何提高模拟精度、 如何处理复杂边界条件等。未来的研究应该这些挑战,并提出有效的解决方案。
三、模拟方法及过程
粉末压制过程数值模拟的方法主要包括三个步骤:建立模型、进行模拟计算和 结果分析。
首先,需要根据实际情况建立合适的数学模型,包括粉末的本构方程、压制过 程中的边界条件等。然后,利用模拟软件(如ANSYS、FLUENT等)对数学模型 进行离散化处理,并将处理后的数据输入计算机进行模拟计算。
参考内容三
粉末压制成形最早可以追溯到20世纪初,当时这种方法主要应用于陶瓷和金属 材料的制备。随着科技的不断进步,粉末压制成形的应用领域逐渐扩展到药物、 催化剂、电子元器件等领域。粉末压制成形的基本原理是将粉末原料均匀混合, 然后将其放入模具中,在一定压力下压制成型,最后经过烧结或其它处理工艺 得到最终产品。
2.针对复杂边界条条件对于模拟结果的准确性至关重要。 3.粉末特性研 究。粉末的物理和化学性质对于粉末压制过程有着重要影响。未来的研究应该 更加粉末特性的研究,以便更好地描述和预测粉末压制过程。 4.压制工艺参 数优化的研究。粉末压制工艺参数对于压坯的性能有着重要影响。
为了对陶瓷粉末压制成型过程进行数值模拟,我们采用了有限元分析软件 ANSYS,结合实际实验数据,建立了陶瓷粉末压制成型的有限元模型。模型中 考虑了材料的弹性变形、塑性变形和热传导等因素,采用位移控制的方式对压 制过程进行模拟。在模拟过程中,通过调整压制压力、压制速度、烧结温度等 参数,研究了其对陶瓷粉末压制成型过程的影响。
粉末冶金温压铁粉的制备与性能研究

粉末冶金温压铁粉的制备与性能研究摘要:粉末冶金是一种制备复杂形状近净型产品的生产技术,温压是一种利用含有特殊的聚合物为润滑剂的粉末冶金原料通过粉末加热或模具加热的方式制造高密度粉末冶金零件的成形技术。
本文详细介绍了温压铁粉的制备方法,并研究了不同配比的温压铁粉的物理性能和烧结力学性能。
关键字:粉末冶金、温压、铁粉、成形、高密度一、前言粉末冶金是一种制造金属粉末和利用金属粉末为基本原料制备复杂形状近净型产品的生产技术,就是说粉末冶金可分为两大部分,一是生产制造原材料金属粉末,二是利用金属粉末制备产品。
产品的性能与密度有很大的关系。
对于铁基粉末冶金零件而言,密度达到7.20g/cm3后,其硬度、抗拉强度、疲劳、屈服强度、韧性等都会随密度的增加而有较为明显的提高。
粉末冶金常温压制下,以水雾化粉为例,传统一次压制一次烧结,生产的铁基粉末冶金制品,其压制密度最高可达到7.05-7.10g/cm3,要想达到更高的密度很难实现,对压机的压力是一个考验,低于7.10g/cm3的密度以下,其力学性能远低于同类材料的全致密件。
为了扩大粉末冶金制品的应用范围,提高粉末冶金材料的性能尤其是力学性能,各国经过多年的研究,开发出了多种不同的生产工艺,如高温烧结、渗铜技术、复压复烧、粉末锻造、热等静压、喷射沉积、温压工艺等。
而其中最经济可行的为温压技术,它自从1994年美国赫纳斯公司在加拿大多伦多举行的国际粉末国际金和颗粒材料会议上首次公布以来,很快用于实际生产中。
文中提到的各种牌号的铁粉均由山东鲁银新材料科技有限公司提供。
二、温压的特点及温压铁粉的制备方法温压是一项以较低的成本制造高性能粉末冶金零件的成形技术,通过提高产品初始密度来提高产品的力学性能的唯一途径是采用温压来解决。
2.1温压的特点温压就是指采用特殊的粉末加温、粉末输送或模具加热系统,将加有特殊润滑剂的混合粉末和模具加热至100~150℃,同时为保证良好的粉末流动性和粉末充填行为,将温度波动控制在±2.5℃以内,然后按传统粉末压制工艺进行压制的一项新型粉末冶金生产技术。
铁基粉末冶金零件温压工艺及进展

铁基粉末冶金零件温压工艺及进展1 温压工艺的国内外进展粉末冶金法是指以金属粉末或金属、非金属粉末的混合物为原料,借助其他助剂,通过成形和烧结,制造出各种类型配件的工艺技术。
从制备工艺来看,粉末冶金法与陶瓷工艺高度近似,是将陶瓷工艺移植到金属材料加工当中的一种加工技术。
从目前来看,世界上的温压专利粉末技术主要为美国的Hoeganaes公司、瑞典的Hogannas AB公司和加拿大的QMP公司所掌握,德国和日本在这个领域也具有较高的水平;具有绝对领先优势的温压专利加热设备主要是美国的EL-TEMP、Micro-VIet、TPP300、TOPS四大系統和瑞典的Linde Metal/teknik系统,两国加热装备的区别在于加热方法的不同,美国的装备通过电阻加热,而瑞典的装备通过热油加热。
当然,温压技术不可能实现室温一次压制成型,不断地涌现出各种标志性的产品。
由于粉末冶金技术一直被国外的粉末冶金公司视为绝密技术,控制非常严格,通常情况下其他研究机构是没有机会对其密化机理进行系统研究的。
我国的温压技术起步较晚,研究领域主要集中在粉末材料、润滑剂、温度和压力对粉末冶金零件密度的影响上,国内的生产线和预制粉末一般都源自于国外,仍未摆脱对国外的设备和原料的依赖。
2 温压工艺及其关键技术所谓的温压工艺就是利用特殊的加热系统对模具和加有特殊润滑剂的金属粉末进行加热,使其温度控制在预设温度土2.5℃的范围内,以更好地保证粉末的流动性和充填行为,而后利用传统的粉末压制工艺完成零件加工生产。
国外对温压工艺的专利保护主要集中在温压粉末技术(包括加入和未加入特殊高温润滑剂的金属粉末)和温压工艺的主要技术与设备两个方面,而这两个方面都是最为关键的温压技术。
2.1 温压粉末技术及发展状况温压粉末的制作是温压工艺的基础环节。
用于温压工艺的混合粉末必须要满足非常苛刻的要求,既要具有良好的流动性、压缩性和持久不变的松装密度,也要保证零件成本性能的一致性。
粉末冶金温压技术的进展
莱钢科技
20 年 2 02 月
杉 束增舍湿 压丝 术的 ( 苎展
刘世 民 徐从 京 ( 粉末冶金有 限公 司)
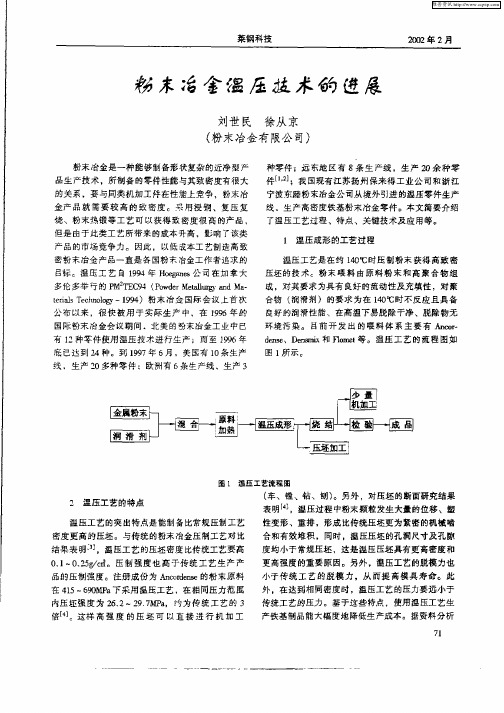
粉末 冶 金是一 种能 够制 备形状 复杂 的近净 型产 品生 产 技术 .所制 备 的零件 性能与其致 密度 有很 大
了温压工艺 过程 、特 点、关键技 术及 应用 等。
金产 品就 需 要 较 高 的 致 密 度 。采 用 浸 铜 、复 压 复
烧 、粉末 热锻等 工 艺 可 以获得 致 密度 很 高 的产 品 , 但 是 由于此 类工 艺所带 来 的成本 升高 ,影 响 了该 类
产 品 的市场 竞争 力。 因此 ,以低 成本工 艺制造高 致
密粉 末 冶金 产品一 直是 各 国粉末 冶金工 作者追 求 的 目标 。温 压工 艺 白 1 9 年 H ea e 司 在加 拿 大 94 o ns公 g 多伦 多举行 的 P E 9 ( o d r e l 蝌 adIa M . c 4 Pw e t l I M a u n l. e tis e m l y 94 e a d o g 一19 )粉末 冶金 国际 会 议 上首 次 rlT o 公 布 以来 ,很 快 被 用 于实 际 生产 中 ,在 l9 9 6年 的 国际 粉末 冶金会议 期 间 ,北 美 的糟末 冶金工业 中 已
良好 的润滑 性能 、在高 温下易脱 除干净 、脱 除物无 环境 污染 。 目前 开 发 出 的 喂 料 体 系主 要 有
图 1 示 所
.
有 1 2种零 件使用 温压 技术 进 行 生产 ;而 至 】9 96年
底 已达 到 弘 种 。到 19 年 6月 ,美 国有 1 97 0条生 产 线 ,生 产 1 0多种 零件 ;欧洲 有 6条生产 线 ,生 产 3
粉末冶金温压成形技术的研究及展望
粉末冶金温压成形技术的研究及展望摘要:冶金温压成形,在得到较高致密度零件的同时,可以较铸造和锻造显著的降低原料成本,缩短零件的研制周期,具有重要的研究价值。
本文概述了国内外温压成形技术的应用、发展现状及温压成形工艺的关键技术和工艺,指出了粉末冶金温压成形技术的发展方向。
关键词:粉末冶金;温压成形一前言粉末冶金制造的零件材料利用率几乎可以达到100%,且零件具有均匀的组织和稳定的性能,可以较铸造和锻造显著的降低原料成本。
粉末冶金温压成形是用一次压制、烧结工艺,制造出高密度、高性能、形状较复杂零件的粉末冶金新技术,且适合于大批量生产。
其工艺流程为:金属粉末、润滑剂→混合→将粉末混合物加热于130 ℃~150 ℃左右压制成型→烧结→整形→制品。
铁粉温压工艺虽比常规一次压制烧结工艺的相对成本提高了20%,但比浸铜工艺、复压复烧和粉末锻造工艺降低20%、30%和80%[1];较铸造、锻造、冲压、机加工降低成本30%~90%,广泛应用于汽车、外科工具、工业泵等的制造[2]。
温压成形工艺首先由美国Hoeganaes 公司在1994年的国际粉末冶金和颗粒材料会议(PM2TEC94)上公布,被国际粉末冶金界誉为“导致粉末冶金技术革命”的新成形技术。
二温压成形技术的发展现状温压成形工艺自问世以来就取得了巨大成功[3]。
目前,国内外温压成形工艺已走向工业化生产,但目前主要集中在铁的温压成形方面。
国外主要有美国Hoeganaes 公司、瑞典的Hoeganaes AB 公司、加拿大QMP 公司、美国的vemat Inc、Abbott Furnace Co、icrowave Material Technologies 、瑞典的LindeMetallteknik AB、日本的丰田公司等。
国内对温压成形技术的研究单位主要有华南理工大学、中南大学、北京科技大学、合肥工业大学,其中华南理工大学已实现铁粉件的产业化生产。
在国内,引进温压工艺的粉末冶金零件生产厂家有宁波东睦粉末冶金公司和扬州保来得工业有限公司。
粉末冶金材料温压工艺的关键技术及其致密化机理探究
的档次和技 术水平 , 促进我 国粉末冶金 工业的发展 , 缩短与 国外先进 水平的差距具有非常重要 的现 实意义。
【 关键词 】 粉末金属 ; 温压工 艺; 密机理 ; 致 密实性 ; 变形 ; 塑性 温度应力 ; 流动性
O 引言
材 料科 学是 当今世 界 的重点学 科之 一 ,发展 高性 能 、 多用 途 的先 进材 料 已被确 定 为许 多 国家 材料 科 学发 展 战 略 目标 中的重点 发展领域 。材料科学 技术 的发展 水平及 规 模, 已成 为衡量 一个 国家科 技进 步 、 综合 国力 的重要标 志 。
2 6 科技视界 s N E&T c N L G I 。 2 l cE c E H 。 。 Y Vs N
S in e& T c n l g s n c c e e h oo yVi o i
机 械与 电子
科 技 视 界
21年 9 02 月第 2 期 5
会对温压压坯的密度产生一定影响。 22 聚合物 . 聚合物包括粘结 剂和润滑剂 。通常 , 用于温压 的预制粉
而 粉 末 冶 金 材 料 则 是 材 料 科 学 与 工 程 领 域 的 一 个 重 要 发 展方 向。
提 高 了 01— . /m 。 . 03 c 5 g 1 产 品具 有 高 强度 . 3
与传统模压工艺相 比。 用温压 制造的零件 的疲劳强度 可
提高 1— 0 极 限抗拉强度提高 1 %, 0 4 %, 0 烧结 态极 限抗拉强度 习≥1 G a . P 。特别是零件经温压 、 2 烧结后进行适度 的复压 , 其
1 压 坯 密 度分 布均 匀 . 5
11 能 以较低 的成 本制 造 出高性 能 的铁 基 粉末 冶金 零部 .
粉末冶金技术在制造工艺中的应用与前景展望

粉末冶金技术在制造工艺中的应用与前景展望随着工业技术的不断进步和发展,粉末冶金技术作为一种独特的制造工艺应运而生,并在各个领域取得了显著的成就。
本文将探讨粉末冶金技术在制造工艺中的应用,并展望其未来的发展前景。
一、粉末冶金技术在制造工艺中的应用1. 材料制备粉末冶金技术为制备各类复杂材料提供了一种高效、经济的途径。
通过控制粉末的粒度和成分,可以制备出具有特定功能和性能的材料,如超硬合金、高温合金等。
此外,粉末冶金技术还可用于制备多孔材料、纳米材料等特殊结构的材料,为工业领域提供更多的选择。
2. 零件制造粉末冶金技术在零件制造领域有着广泛的应用。
通过压制和烧结工艺,可以制造出形状复杂、尺寸精确的零件,如齿轮、传动轴等。
此外,粉末冶金技术还可用于制造高强度、耐磨、耐腐蚀的零件,提高产品的性能和使用寿命。
3. 表面喷涂粉末冶金技术在表面喷涂领域的应用日益广泛。
通过将金属粉末喷涂在基底上,可以形成耐磨、耐腐蚀的保护层,提高基底材料的表面硬度和耐用性。
此外,粉末冶金技术还可用于制备具有特殊功能的表面涂层,如导电、防静电等,满足不同领域的需求。
二、粉末冶金技术在制造工艺中的前景展望随着科学技术的不断进步和粉末冶金技术的不断发展,其在制造工艺中的应用前景将更加广阔。
1. 新材料的开发粉末冶金技术可用于制备各类新材料,如高性能金属复合材料、纳米结构材料等,这些材料具有独特的结构和性能,可以应用于航空航天、汽车制造等高端领域。
未来,随着材料科学的不断发展,粉末冶金技术将在新材料的开发中发挥更重要的作用。
2. 制造工艺的进一步改进粉末冶金技术在制造工艺中的应用还存在一些问题,如成本较高、生产效率有限等。
未来,随着制造技术的进步和粉末冶金技术的改进,这些问题将得到有效解决。
预计未来的粉末冶金技术将更加成熟和高效,为制造业的发展带来新的机遇和挑战。
3. 粉末冶金技术与其他技术的融合随着工业4.0时代的到来,各种先进制造技术相互融合,形成了新的制造模式和工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文献综述粉末冶金温压工艺的研究进展及展望*易健宏**叶途明 彭元东(中南大学粉末冶金国家重点实验室,长沙 410083)摘 要: 温压是一项以较低的成本制造高性能粉末冶金零件的新型成形技术,本文综述并讨论了温压工艺的粉末原料、聚合物、温度、压力、烧结环节及致密化机理。
在此基础上,介绍了温压工艺的新发展)))流动温压、高压温压等,并对其应用前景进行了展望。
关键词:温压;粉末冶金零件;流动温压;高速压制Research progress and prospect of the process in warmcompaction in powder metallurgyYi Jianhong,Ye Tuming,Peng Yuandong(State Key L aboratory for Pow der M etallur gy,Centr al South U niversit y,Changsha 410083,China)Abstract:W ar m compaction is a new forming technique for fabricat ing high per for mance ferrous PM par ts at low cost.T his paper r ev iew ed and discussed the pow der materials,poly mer ,temperature,compr essive stress,sintering and its densificat ion mechani sm of the w ar m compaction.T he new dev elopment of warm compact ion-warm flow co mpaction,high compacting pressur e warm compaction etc,and the po tential application of w arm compact ion was pr esented.Key words:warm compactio n;PM parts;warm flow compaction;high velocity co mpaction*国家/8630高技术基金资助项目(715-012-0060)**易健宏(1965.5-),男,博士,教授,博士生导师,主要从事高性能粉末冶金材料的研究。
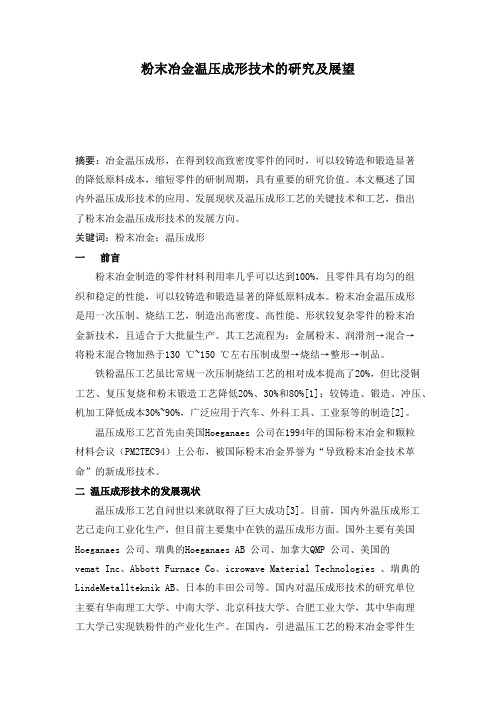
E -mail:yijianhong2004@ 收稿日期:2003-06-031 前言粉末冶金是一种能制备复杂形状近净形产品的生产技术,产品性能与其密度有很大的关系。
对铁基粉末冶金零件而言,密度达到7.2g/cm 3后,其硬度、抗拉强度、疲劳强度、韧性等都会随密度的增加而呈几何级数增大[1]。
例如,密度对烧结钢性能的影响见图1[2]。
而传统一次压制/一次烧结生产的铁基粉末冶金制品,其密度一般在7.1g /cm 3(相对密度约90%)以下,因此其力学性能远低于同类材料的全致密件。
为了扩大粉末冶金制品的应用范围,提高粉末冶金材料的性能尤其是力学性能,各国经过多年的研究,开发出了多种不同的生产工艺,如高温烧结、渗铜技术、复压复烧、粉末锻造、热等静压、喷射沉积、温压工艺等。
而其中最经济可行的为温压技术,它自从1994年美国Hoeganaes 公司在加拿大多伦多举行的PM 2TEC94(1994International Conference on Pow der Metallurgy &Particulate Ma -terials)国际粉末冶金和颗粒材料会议上首次公布以来,很快被用于实际生产中,现已被认为是进入20世纪90年代以来粉末冶金零件生产技术方面最为重要的一项技术进步[3,4]。
2 温压工艺的技术环节所谓温压就是指采用特殊的粉末加温、粉末输第23卷第2期2005年4月 粉末冶金技术Powder Metallurgy TechnologyVol 123,No 12Apr 12005图1 烧结钢的主要性能与密度的关系送和模具加热系统,将加有特殊润滑剂的预合金粉末和模具加热至130~150e ,同时为保证良好的粉末流动性和粉末充填行为,将温度波动控制在?2.5e 以内,然后按传统粉末压制工艺进行压制的一项新型粉末冶金生产技术。
其工艺流程为:原料粉末+粘结剂y 混合y 预制粉料+润滑剂y 混合y 混合粉末y 温压y 压坯y 烧结y 后处理y 粉末冶金零件制品。
目前,世界上已推出的受专利保护的温压工艺有瑞典H Êgan ¾s AB 公司的Densmix T M 、美国Hoeg anaes 公司的AncordenseT M和加拿大QuebecM etal Powder(QMP)的Flomet WP T M等。
温压工艺的突出特点是能制备比常规压制工艺密度更高的压坯,与传统的粉末冶金压制工艺对比结果表明,温压工艺的压坯密度比传统工艺的要高0.15~0.30g /cm 3[4,5]。
并且,其工艺简单、成本低廉,在传统的粉末冶金设备上稍加改装即可生产出高密度、高性能且质量稳定的产品。
温压工艺的技术环节包括以下几个方面:2.1 温压粉末温压粉末是温压技术的核心和获得高密度铁基粉末冶金零部件的技术关键,也是国外两大粉末公司(H Êgan ¾s 公司、Quebec 金属粉末公司)的专有技术。
目前最常用的温压粉末为铁粉,而国内尚没有一种国产品牌粉末可以原封不动的以供货态用于温压工艺。
国外常用的温压铁粉原料如Densemix 、Flomet 等均为专利保护产品,其价格为普通铁粉的2倍以上。
通过研究发现,铁粉的基本特性(流动性、松装密度、成分、粒度组成等)会对温压压坯的密度产生一定影响。
李明怡等[6]研究了铁粉的化学成分、粒度组成、粉末显微硬度等因素对温压压坯密度的影响。
通过合理控制这些因素,用国产水雾化铁粉温压压制,可得到7.3g /cm 3的接近国外粉末的压坯密度。
北科大的果世驹提出了适合温压的铁粉的基本特性[7],即:含O 2<0.1%,含C <0.006%,含N 2<0.0013%,松装密度在3.0~3.2g/cm 3之间。
目前,国内绝大多数厂家的水雾化铁粉的质量还达不到这个标准。
另外,中南大学的曹顺华[8,9]在研究了温压的致密化机理后,对温压粉末作了如下要求:粒度组成合适,以便为粉末颗粒温压重排提供足够的空间;粉末颗粒最好为球形;较好的塑性变形能力。
并通过Fe 与Ni 、M o 合金元素间的部分预合金化处理,外加0.6%聚合物润滑剂,生产出了具有高压缩性的、适于制造高强度铁基粉末零件的温压粉末原料。
该粉末在686M Pa 下压制可获得7.48g /cm 3的密度,在1120e 烧结40min,烧结密度为7.5g /cm 3。
压坯密度比H Êgan ¾s 粉末提高0.08g/cm 3,而回弹及烧结收缩率相当。
除了铁粉外,铝、铜、钨等其它一些金属粉末也适用于温压工艺[10]。
而据我们研究[11],温压即使对具有典型硬脆粉特性的钨基高密度合金也有效果。
2.2 聚合物聚合物包括粘结剂和润滑剂。
通常,用于温压的预制粉末都会先进行粘结剂处理,目的是在粉末颗粒表面上形成一层均匀的薄膜,以便让粉体在具有防止污染和分层特性的同时,具有良好的流动性和可压缩性。
而润滑剂通常要具有较低的摩擦系数、高于温压温度的熔点、防止粉末氧化、分解温度较宽等特性。
温压时聚合物的通常加入量为(质量分数)0.6%。
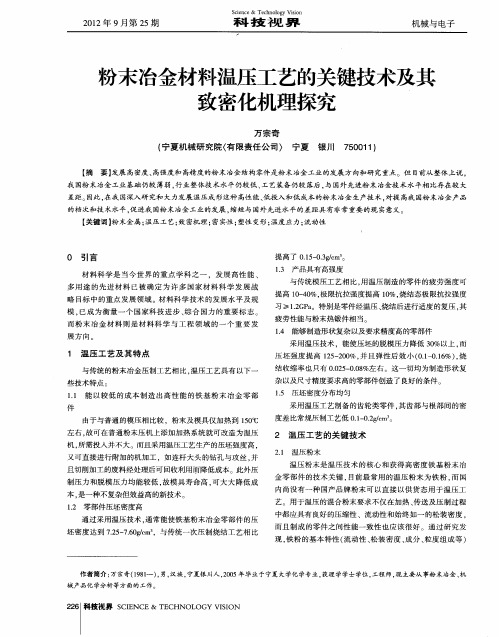
常用的聚合物一般为无定形高聚物,其温度-变形曲线见图2。
图2 无定形高聚物的温度-变形曲线从图中可以看出,随着温度升高,聚合物呈现三种不同的状态:玻璃态、高弹态和黏流态;存在两种转变:玻璃化转变(对应温度为T g )和黏流化转变141第23卷第2期 易健宏等:粉末冶金温压工艺的研究进展及展望(对应温度为T f)。
在T g上下时,聚合物的粘度相差几个数量级。
并且,在不同的压力下,T g也不同。
目前对温压工艺中聚合物的作用、选择、最佳加入量、加入方式等还存在许多争论。
虽然聚合物的加入能够克服摩擦而提高温压压坯密度,但它是一把双刃剑,在烧结时易留下孔洞使材料的烧结密度和力学性能降低。
近年来,人们研究发现,采用模壁润滑(Die Wall Lubrication,DWL)的外润滑温压技术比添加聚合物的内润滑温压技术效果更佳。
据文献[12]报道,用非聚四氟乙烯干粉润滑剂以静电吸附的方式粘着在阴模内壁,温压的铁基零件的压坯密度已达到7.55g/cm3。
国内的李元元等[13]也研究发现,采用DWL的温压压坯密度比未用DWL的温压压坯密度有较大的提高。
2.3温压温度早期的温压一般是采用150e左右的粉末温度进行温压。
后来人们发现,温压温度并不是固定的,而是有一最佳温压温度(包括粉末温度和模具温度)范围。
温压温度与所选的润滑剂有密切关系,一般要求将温压温度控制在聚合物的T g以上25~ 85e[14]或熔点之下5~50e[15],并且,压制压力越大或装粉高度越高,最佳温压温度越低。
加拿大QM P公司的经验是同一种材质装粉高度为1.0cm 时,最佳粉末温度为140e,装粉高度为2.5cm和3.8cm时,最佳粉末温度分别下降到100e和90e 左右。
温压温度的选择必须根据零件尺寸、模具结构以及烧结工艺等因素进行综合考虑。
目前,世界上温压专利加热设备主要有美国制造的以电阻加热的EL-TEMP系统、Micro-M et系统、TPP300系统、TOPS系统以及瑞典制造的以热油加热的Linde M etal/teknik系统等。
2.4温压压力目前使用的温压压力一般在1000M Pa以下,压速也较低。
但现在有学者发现,温压压坯密度跟温压的压力大小、加压速度有很大关系[16]。
在美国奥兰多举行的PM2TEC2002会议上,日本的Toyota 公司披露了采用超高压(压力将近2000M Pa)和模壁润滑的温压技术,制得了压坯密度高达7.84g/ cm3的铁基零件[17]。
这些研究表明,压制压力的大小和压速对提高粉末冶金制品的压坯密度起着重要的作用。
2.5烧结方式温压压坯的烧结行为也是我们进行温压工艺需要考虑的因素。
因为压坯中聚合物的存在,会导致压坯烧结密度的降低。
并且烧结温度太高,可能会抵消温压带来的高压坯密度。
有学者指出[18],粉末的烧结密度是温压及烧结两个过程综合作用的结果。
为保证更高的烧结密度,对温压压坯应采用低温真空预烧后再高温烧结的方式。
2.6致密化机理早些年人们对温压的致密化机理研究不多,主要有两种观点:一是加拿大的M atin Gahne认为[19]温压改进了粉末颗粒的重排,促使小颗粒填充到大颗粒的间隙中,同时还增强了粉末颗粒的塑性变形,从而提高压坯密度;其次是比利时的Degoix C N[20]等人认为,温压时聚合物处于黏流态,提高了压制过程中粉末颗粒之间的润滑效果,减少了摩擦阻力,使有效压力提高,得以提高压坯密度。