EWMA控制图说明
失效模式及后果分析
一、CUSUM(累积和)控制图和EWMA(指数加权滑动平均)控制图随着SPC控制理论中常规控制图的普遍使用,其缺点也逐渐显现出来,其中一条就是对过程的小偏移不灵敏。
而CUSUM和EWMA则可解决类似问题。
控制图的设计思想就是对数据的信息加以积累。
CUSUM控制图分别可用于计量性数据(正态分布),不合格品数(泊松分布变数),不和格品率(二项分布变数)。
CUSUM控制图的理论基础是序贯分析原理中的序贯概率比检验,这是一种基本的序贯检验法。
该控制图通过对信息的累积,将过程的小偏移累加起来,达到放大的效果,提高检测过程小偏移的灵敏度。
2、EWMA控制图中控制统计量同样利用了历史资料,且该控制图可以对不同阶段的数据取不同的权重,距今越近的资料权重越大,距今越远,数据权重越小。
EWMA控制图设计的本质就是寻找最优参数(λ,K)组合的过程,所依据的原则是:对给定的稳态ARL(0),使过程出现设定偏移量的偏移时具有最小失控ARL。
二、稳健设计技术产品/工艺过程的稳健设计方法和技术开发阶段的稳健技术开发方法统称为稳健设计技术。
它是开发高质量低成本产品最有效的方法。
在实际生产中噪声因素(原材料的微小变化、操作人员水平的差异、机器设备的微笑波动等)的存在,由此产生的波动也不可避免?quot;永无止境地减少波动,使产品、工艺过程、技术功能对各种噪声因素不敏感,向着波动为零的目标不断迈进。
(即位质量工程的理论支柱-波动理论)。
而如果采用源头治理的办法,利用稳健技术设计寻找可控因素的一组水平组合,使产品/工艺过程性能或技术功能的输出质量特性围绕设计目标值的波动尽可能减少。
基本功能的性能稳健取决于两点:一是输出质量特性本身的波动小;二是该质量特性应尽可能接近设计目标值。
而S/N该度量指标可以比较准确反映这两个目标。
稳健技术开发的实现过程:1、进行初始设计并确认理想功能2、识别可控因素和噪声因素3、实施一步优化,即优化系统的稳健性4、实施二步优化,确定对灵敏度影响显著的可调因素三、质量机能展开(QFD)(又名品质屋)质量功能展开是一项强有力的综合策划技术,尤其适用于大型产品(如飞机、汽车和大型设备)。
具有可变样本容量的非正态EWMA控制图
具有可变样本容量的非正态EWMA控制图薛丽【摘要】为了提高控制图的监控效率,本文研究非正态分布下,E WMA控制图的可变样本容量设计问题。
首先利用 Burr分布近似各种非正态分布,构造可变样本容量的非正态 EWMA控制图;其次运用马!科夫链法计算可变样本容量非正态E WMA 控制图的平均运行长度;然后与传统的非正态 E WMA 控制图进行比较得出:当过程中出现小波动时,可变样本容量的非正态 E WMA控制图能够更快地发现过程中的异常波动,具有较小的平均运行长度,其监控效率明显优于传统的非正态 E WMA控制图。
%In order to improve the monitoring efficiency of control charts,the EWMA control chart under non-normal distribution with variable sample size (VSS )is constructed in this paper;The Markov chain method is applied to calculate the average run length(ARL)of the VSS EWMA control charts.The computing results show that the VSS EWMA control chart under non-normal distribution is the more efficient in detecting shifts than the traditional EWMA control chart,and has a shorter the average run length to find the abnormal fluctuation.【期刊名称】《运筹与管理》【年(卷),期】2016(025)006【总页数】6页(P224-229)【关键词】可变样本容量;Burr分布;指数加权移动平均(EWMA)图;马!科夫链法【作者】薛丽【作者单位】郑州航空工业管理学院管理工程学院,河南郑州 450000【正文语种】中文【中图分类】TB114.2在产品制造过程中,产品质量特性值总是围绕着设计目标值产生波动,这种制造过程的不稳定性导致了最终产品的质量缺陷。
计量型数据控制图要点
离开均值的标准偏差数
标准偏差的经验规则
前面的累计概率的规则即使数据不是完美的正态 分布也适用。让我们比较数值的理论(完美的)正态分 布和经验(现实的)分布
标准偏差数
±1σ
理论正态分布
68%
经验正态分布
60%-75%
±2σ
±3σ
95%
99.7%
90%-98%
99%-100%
正态分布的判定
方法一:正态性检验 文件:Distributions.MTW,第一列数据为例进行正态判定。
正态分布的判定
P值>0.05, 数据分布正态
正态分布的判定
方法二:图形化汇总
文件:Distributions.MTW,第二列数据为例进行正态判定。
正态分布的判定
P值<0.05, 数据分布不正态
正态分布的判定
方法三:概率图
文件:Distributions.MTW,第三列数据为例进行正态判定。
正态分布的判定
值移动极差图 I-MR Chart
均值极差图 Xbar-R Chart
控制图选择路径
开始 数据类型? 离散型 连续型 需要快速检 测小的变化 ?
具有 属性 的项 目数
计算具有属性的 项目数或者计算 事件发生的次数 ?
否
事件 发生 的次 数
单值或 者子组
是 子 组
计量型数据控制图
模块内容
计量型数据控制图
正态 单值移动极差图 I-MR Chart
均值极差图 Xbar-R Chart
正态分布
计量型数据控制图是建立在数据正态分布的理论基础上的。
正态曲线 正态曲线是描述正态分布的数学表达式的图形表示; 流程只有随机波动或变差
CUSUM EWMAPPT课件
1
26
第26页/共69页
• 双侧CUSUM控制图可以通过同时使用两个单侧CUSUM控制图来实现,其中:上单侧与下单侧CUSUM的
参考值分别记为K1和K2,它们的ARL记为
和
。
• 单侧CUSUM控制图的ARL与双侧CUSUM控制图的ARL即
之间的关系为
L1 () L2 ()
L()
L1
()
L1 1
()
• 利用CUSUM控制图,过程偏移量可以利用点子倾斜程度的变化进行估计。并且, 通过观察倾斜程度的变化,可找到过程出现变化的起点。
14
第14页/共69页
CUSUM控制方法——V型模板
15
第15页/共69页
V型模板的应用方法: 把V型模板的O点放在 最新得到的点子Si上, 直线OP与x轴平行
每当CUSUM打 点图上出现一个 新的点子,就要 移动V型模板, 把O点移到最新 点子上,OP与x 轴平行,应用V 型模板进行控制。
内容:
• CUSUM控制及其应用 • EWMA控制及其应用 • 自相关过程的质量控制
1
第1页/共69页
2
CUSUM控制及其应用
第2页/共69页
常规控制图的不足
• 常规休哈特控制图存在着对过程小偏移不灵敏的缺陷。 • CUSUM控制图的诞生正是为了解决过程小偏移的质量控制问题。 • CUSUM控制图是1954年佩基(Page)提出的。
SH (i)
SL (i)
SH (i)
SH (i)
0
SL (i) SL (i)
或
为负值,则将其置为0;
30
第30页/共69页
• CUSUM控制图的设计原则 设计CUSUM控制图取决于对参考值K和决策值H的选择。 建议:基于对ARL的设计要求,选取参数。
EWMA控制图的ARL求取方法

本文引用格式:常志远.EWMA 控制图的 ARL 求取方法 [J].新型工业化,2014,4(8):66-70. DIO :10.3969/j.issn.2095-6649.2014.8.10EWMA 控制图的 ARL 求取方法常志远 *(南京理工大学大学自动化学院,南京 210094)摘 要:控制图在统计过程控制中占有很重要的地位,平均运行链长 (Average Run Length, ARL) 是评 价控制图性能的一个重要指标。
E W M A 控制图的 AR L 求取相对复杂,到目前为止,E W M A 控制图的 AR L 求取大致有三种方法:M a r k ov 链法、积分方程法和随机模拟。
本文详细阐述了前两种方法在用于 E W M A 控制图 ARL 计算时的原理及实现,并仿真比较了这两种方法的精度,以及状态划分对其精度的影响。
关键词:ARL ;Markov 链;积分方程;EWMAThe Methods for Calculating the ARL of EWMA Control ChartCHANG Zhiyuan(School of Automation , Nanjing University of Science & Technology , Nanjing 210094, Jiangsu , China )Abstract :The aver age run length is a crucial index of control chart, which is an important tool for st a ti st i ca l co ntro l. The ave ra ge run l eng t h ca l c ul a ti o n a l go ri t hm o f E WM A co ntro l cha rt i s complex . The re are three methods to calculate the ARL of EWMA control so far, which is Markov chain method, initial equation method and stochastic simulation method. In this paper, the principle and implementation of the first two methods are described in detail. And the accuracy of the two methods is analy zed by simulation.Key words :ARL; Markov chain; Initial equation; EWMA0 引言Sh e w h a r t 博士基于假设检验理论提出的控制图思想在统计过程控制中得到了广泛的应用, 对提高产品质量做出了巨大贡献。
多变量 EWMA 控制图
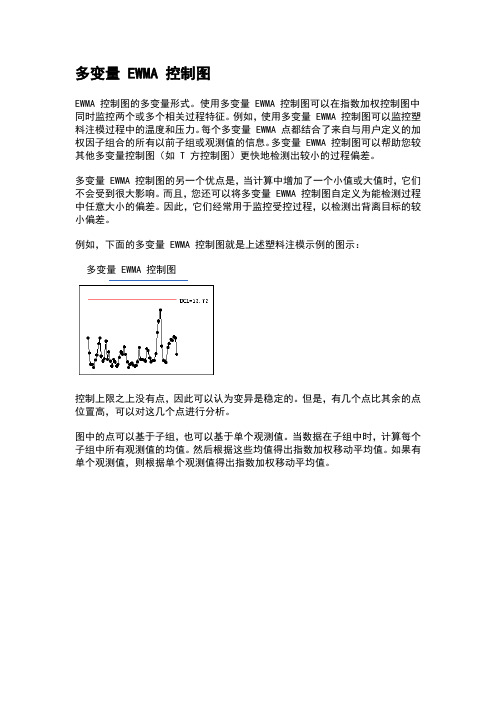
多变量 EWMA 控制图
EWMA 控制图的多变量形式。
使用多变量 EWMA 控制图可以在指数加权控制图中同时监控两个或多个相关过程特征。
例如,使用多变量 EWMA 控制图可以监控塑料注模过程中的温度和压力。
每个多变量 EWMA 点都结合了来自与用户定义的加权因子组合的所有以前子组或观测值的信息。
多变量 EWMA 控制图可以帮助您较其他多变量控制图(如 T 方控制图)更快地检测出较小的过程偏差。
多变量 EWMA 控制图的另一个优点是,当计算中增加了一个小值或大值时,它们不会受到很大影响。
而且,您还可以将多变量 EWMA 控制图自定义为能检测过程中任意大小的偏差。
因此,它们经常用于监控受控过程,以检测出背离目标的较小偏差。
例如,下面的多变量 EWMA 控制图就是上述塑料注模示例的图示:
多变量 EWMA 控制图
控制上限之上没有点,因此可以认为变异是稳定的。
但是,有几个点比其余的点位置高,可以对这几个点进行分析。
图中的点可以基于子组,也可以基于单个观测值。
当数据在子组中时,计算每个子组中所有观测值的均值。
然后根据这些均值得出指数加权移动平均值。
如果有单个观测值,则根据单个观测值得出指数加权移动平均值。
SPC中的EWMA指数加权移动平均控制图
SPC中的EWMA指数加权移动平均控制图========================================================== 本文由QuAInS[注1]根据Douglas Montgomery[注2]相关专注整理而成==========================================================在统计过程控制SPC中,指数加权移动平均(EWMA: Exponentially Weighted Moving Average)控制图常用来侦测流程的微小偏移,作用与累积和控制图(CUSUM:Cumulative Sum)类似,但设置和操作通常要容易一些。
EWMA有时也称为几何移动平均(GMA: Geometric Moving Average),在时间序列建模和预测领域应用十分广泛。
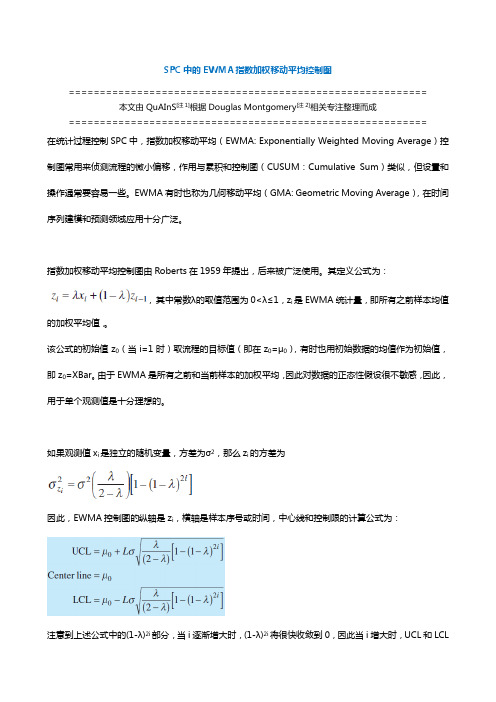
指数加权移动平均控制图由Roberts在1959年提出,后来被广泛使用。
其定义公式为:, 其中常数λ的取值范围为0<λ≤1,z i是EWMA统计量,即所有之前样本均值的加权平均值,。
该公式的初始值z0(当i=1时)取流程的目标值(即在z0=μ0),有时也用初始数据的均值作为初始值,即z0=XBar。
由于EWMA是所有之前和当前样本的加权平均,因此对数据的正态性假设很不敏感,因此,用于单个观测值是十分理想的。
如果观测值x i是独立的随机变量,方差为σ2,那么z i的方差为因此,EWMA控制图的纵轴是z i,横轴是样本序号或时间,中心线和控制限的计算公式为:注意到上述公式中的(1-λ)2i部分,当i逐渐增大时,(1-λ)2i将很快收敛到0,因此当i增大时,UCL和LCL将稳定到下面两个值:,但当i比较小时,强烈建议使用精确公式,这样十分有助于提高此时EWMA控制图的作用以侦测流程的偏移。
以下是一个EWMA控制图的示例:如何决定公式中L和λ的值EWMA控制图对于侦测流程的微小偏移十分有用。
多变量 EWMA 控制图
多变量 EWMA 控制图
EWMA 控制图的多变量形式。
使用多变量 EWMA 控制图可以在指数加权控制图中同时监控两个或多个相关过程特征。
例如,使用多变量 EWMA 控制图可以监控塑料注模过程中的温度和压力。
每个多变量 EWMA 点都结合了来自与用户定义的加权因子组合的所有以前子组或观测值的信息。
多变量 EWMA 控制图可以帮助您较其他多变量控制图(如 T 方控制图)更快地检测出较小的过程偏差。
多变量 EWMA 控制图的另一个优点是,当计算中增加了一个小值或大值时,它们不会受到很大影响。
而且,您还可以将多变量 EWMA 控制图自定义为能检测过程中任意大小的偏差。
因此,它们经常用于监控受控过程,以检测出背离目标的较小偏差。
例如,下面的多变量 EWMA 控制图就是上述塑料注模示例的图示:
多变量 EWMA 控制图
控制上限之上没有点,因此可以认为变异是稳定的。
但是,有几个点比其余的点位置高,可以对这几个点进行分析。
图中的点可以基于子组,也可以基于单个观测值。
当数据在子组中时,计算每个子组中所有观测值的均值。
然后根据这些均值得出指数加权移动平均值。
如果有单个观测值,则根据单个观测值得出指数加权移动平均值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EWMA(Exponentially Weighted Moving-Average)Chart
指数加权移动平均控制图
一、应用条件:
1)有时间序列的数据。
2)控制条件严格,检测精度很高的过程(标准差的变化为0.5至2西格玛)。
注:传统的控制图都是基于休哈特理论用3个西格玛来控制,我们无纺布公司一般用Xbar-R图。
3)图示说明:
图1
二、图形特点:
不受正态假定的限定,图上的每个点包含着前面所有子组的信息,具有检出过程均值小漂移的敏感性。
三、相关公式:
A:EWMA控制图的中心线的总均值,与休哈特的单值、或均值控制图的中心线是一样的。
B:控制图中点的计算公式
注:从公式中可以看出每个点包含着前面所有子组的信息。
C:控制限的计算公式
五:举例说明
以某精密标准件的厚度为例,用Xbar-R图控制,没有异常,如图2
图2
但是用EWMA控制图来控制却有异常:
图3
可以从上控制线的数据来说明,Xbar-R的UCL值是3.178;而EWMA的UCL值是3.07596。
而他们的中心线都是一致的3.0385。
六:目前我司应用的控制图(以亲水产品的回渗为例):
图4
七、个人总结:
没必要在无纺布领域应用EWMA控制图,因为休哈特理论是从电子和机加工行业延伸出来的,这种行业基本上是标准模具控制,加工条件相对稳定,才用3个西格玛进行控制。
而我们的无纺布这种流程性材料工艺本身决定随机因素影响较大,用0.5-2个西格玛来控制,基本上是不可行,可以说是作茧自缚。
克重还勉强可以控制(取样数据较多的情况下),如强力、伸长率、亲水性能就更难控制。
如果客户问及,我们可以说无纺布领域的物理性能控制用3西格玛就已经足以严格。
如果要用EWMA控制图,我们可以用minitab来做相应的分析用如图5。
图5。