SINUMERIK 802SC基本连接
西门子802s-c数控车床操作说明书.

西门子802s/c系统操作说明书图1-1 SINUMERIK 802S/C base line 操作面板图1-2 NC 键盘区(左侧)图1-3机床控制面板区域(右侧)1.1 屏幕划分图1-4 屏幕划分符号说明:屏幕中的缩略符分别具有如下含义:表1-1 符号说明图中元素缩略符含义MA 加工PA 参数(1)当前操作区域PR程序DI 通讯DG 诊断STOP 程序停止(2)程序状态RUN程序运行RESE程序复位开机和回参考点操作步骤第一步,接通CNC 和机床电源。
系统引导以后进入“加工”操作区JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在CNC进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数;输入/修改零点偏置;输入设定数据。
3.1输入刀具参数及刀具补偿参数—“参数”操作区功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值用“扩展键”扩展软键功能所有的刀具补偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具补偿参数。
注意:最多可以建立15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键” 开始搜索。
刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1.3对刀确定刀具补偿值功能利用此功能可以计算刀具T 未知的几何长度。
前提条件换入该刀具。
在JOG 方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是一个已知位置的工件。
其坐标值可以分为两个部分:可存储的零点偏置和偏移值(Offset)过程偏移值登记到“偏移值”区域。
任务书-802C数控系统的连接与调试1

沈阳工程学院毕业设计任务书毕业设计题目:802C数控系统的连接与调试-伺服驱动和主轴驱动系别机械系班级数控102学生姓名于强学号 25指导教师王志成职称副教授、高工毕业设计(论文)进行地点:数控维修实验室任务下达时间: 2013年3月4日起止日期:2013年4月29日起——至2013年6月21日止教研室主任年月日批准1.设计的原始资料及依据(1)NNC-2C数控铣床综合实验系统(2)802C数控系统技术资料(3)配置同类数控系统机床的电原理图和电气使用说明书2.设计主要内容及要求以配置SINUMERIK 802C数控系统的数控铣床维修实验台为基础,进行数控系统的连接与调试。
主要包括机床强电回路、CNC与伺服驱动部分和主轴驱动部分的连接调试、PLC与机床电气部分的连接与调试。
3.毕业设计论文的格式按学院统一要求,具体应包括如下内容:①数控连接与调试的一般方法、原则;②数控系统连接原理分析;③绘制数控系统连接图,机床电气原理图等;④总结数控系统的连接与调试步骤与注意事项。
注:本人侧重数控系统与进给伺服驱动和主轴驱动部分的连接与调试。
4.课题完成后应提交设计论文,参加答辩。
5.时间进度安排6.主要参考资料(文献)不少于30篇。
第五章 PLC程序设计5.1、PLC参数设定802C数控系统参数设定以后,机床数据暂存在系统的RAM存储器当中,断电保存时间为50小时。
若没有将数据存储,机床数据会丢失,恢复成缺省设置状态,故在设置参数完成后,应按[数据存储]键,将机床数据保存至系统的ROM 当中。
以便数控系统在以后可以按存储数据方式启动,快速恢复机床参数设置。
1)用户键定义K1-K12为用户键,需在PLC程序定义后方能使用,在802C系统附带的PLC 程序里面,K1、K2、K3、K4、K5、K6已经被定义好。
具体见下表:每个用户键的左上方有一个指示灯,指示灯也被定义成系统的状态,具体见下表:2)参数14510的设定按[诊断]键,再按[机床数据],按[普通数据],进入PLC参数设置页面,按右扩展键,按[搜索]键,输入14510找到参数14510[0],按下表设定参数,下表未列出的参数均按默认设定。
西门子CS操作
西门子802s/c系统操作篇(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操作面板NC 键盘区(左侧):机床控制面板区域(右侧):1.1 屏幕划分符号说明屏幕中的缩略符分别具有如下含义:表 1-1 符号说明图中元素缩略符含义MA 加工PA 参数(1)当前操作区域程序PRDI 通讯DG 诊断STOP 程序停止(2)程序状态程序运行RUNRESET 程序复位表 1-1 符号说明(续)有效”。
PRT 程序测试(无指令给驱动)1_1000 INC 步进增量系统处于 JOG 运行方式时不显示程序控制而是显示所选择的步进增量。
开机和回参考点 2操作步骤第一步,接通 CNC 和机床电源。
系统引导以后进入“加工”操作区 JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在 CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数输入/修改零点偏置输入设定数据3.1输入刀具参数及刀具补偿参数—“参数”操作区功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参见章节8.6“刀具和刀具补偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值用“扩展键”扩展软键功能所有的刀具补偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立 30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具补偿参数。
注意:最多可以建立 15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键”开始搜索。
刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1。
3对刀确定刀具补偿值功能利用此功能可以计算刀具 T 未知的几何长度前提条件换入该刀具。
西门子

西门子802s/c系统操作篇锚机连接(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操作面板NC 键盘区(左侧):机床控制面板区域(右侧):1.1屏幕划分符号说明屏幕中的缩略符分别具有如下含义:表1-1 符号说明表1-1 符号说明(续)开机和回参考点 2操作步骤第一步,接通CNC 和机床电源。
系统引导以后进入“加工”操作区JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数输入/修改零点偏置输入设定数据3.1输入刀具参数及刀具补偿参数—“参数”操作区功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参见章节8.6“刀具和刀具补偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值用“扩展键”扩展软键功能所有的刀具补偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具补偿参数。
注意:最多可以建立15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键”开始搜索。
刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1。
3对刀确定刀具补偿值功能利用此功能可以计算刀具T 未知的几何长度前提条件换入该刀具。
在JOG 方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是一个已知位置的工件。
其坐标值可以分为两个部分:可存储的零点偏置和偏移值(Offset)过程偏移值登记到“偏移值”区域。
选择相应的零点偏置(比如:G54),没有零点偏置时选择G500。
SINUMERIK 802C数控系统硬件接口

SINUMERIK 802C数控系统硬件接口
SINUMERIK 802C base line属于经济型数控系统,它可以控制2—3个进结轴伺服单元和一个主轴伺服或变频主轴单元。
802C系统背面接口如下图所示。
802C统主要接口包括:
(1)24v直流电源接口x1,x1为系统提供24v工作电压。
数控机床电气控制系统采用4v直流稳压电源提供系统工作。
x1接口端子接线方法表如下图所示。
(2)RS232串行通讯接口X2,数控系统与计算机通过朋232接口进行串行通讯。
RS232接口通讯电缆接线图如下图所示。
通常将RS232接口转接到方便操作的位置。
RS232接口转接盒如下图所示。
(3)保险接口,保险接口位于24V电源接口XI下方。
(4)主轴/进给轴伺服接口X7,主轴、进给轴伺服驱动接口与611U 伺服驱动29的连接如下图所示。
(5)进给轴反馈信号接口X3、X4、X5、X6。
SINUMERIK 802C base line 所使用的X3一X6接口引脚分配均相同。
为SUB—D15芯孔插座。
但是功能上x3—x5用于连接三个进给轴伺服电动机的编码器,X6为主轴编码器接口。
(6)手轮接口X10。
系统支持连按一个或两个手轮。
X10有10个接线端于X10接线端子说明如下表:
802C系统共有48个数字输入和16个数字输出接线端子。
X100~X105为数字输入接口,X200~X201为数字输出接口。
如下图所示。
数字输入接线端子
数字输出接线端子
802C系统plc接口信号连接图如下图所示。
SINUMERIK 802C sl数控立车调试方法

SINUMERIK 802C sl数控立车调试方法一.引言本文以CK5225立车为例,介绍了SINUMERIK 802C bl数控系统的安装调试。
CK5225立车的结构为双柱龙门式,两个刀架附于横梁,工作台由三相异步电动机拖动(55KW)。
其中一个刀架为数控刀架,工作台拖动电机用变频器控制。
SINUMERIK 802C bl数控系统经济实惠,且能满足该机床的各种功能要求,故选用此系统作为控制系统。
二.硬件和软件1.硬件802Cbl系统的CNC最多控制3个模拟坐标轴和一个模拟主轴。
CKJ5225立车的一个刀架有两个坐标运动,用CNC两个模拟坐标控制,工作台拖动用CNC的一个模拟信号接口控制。
其硬件连接图如下:(本图为示意图)2.软件PLC程序使用预装在Programming ToolPLC802中的实例程序,能完全满足该机床的改造要求,一些多出的功能可屏蔽。
三.调试开始1.系统上电在系统送电前,仔细检查接线,+24V电源是否正确,电源模块和电机模块是否接反,相序是否正确。
保证无接线错误,避免烧坏模块。
将CNC上调试开关S3拨到0位置,正常引导系统,如无故障CNC上LED显示为“b”,系统进入JOG运行方式下回参考点状态,此时黄灯LED DIAG闪烁。
如有故障在屏幕上显示并以LED ERR灯亮表示。
系统第一次开机会自动产生一个初始状态,所有的存储区初始化,存储器中所存储的标准值作为初始值设置。
2.参数设置(1)、输入PLC程序(2)、PLC参数设置系统起动后,出现700000用户报警,设置PLC参数:MD14510[0]=1,即车床情况。
重起系统,又会出现许多用户报警,设置PLC参数:MD14510[10]=17,MD14510[11]=23,MD14510[14]=21,MD14510[15]=19,MD14512[0]=AFH,MD14512[1]=1H,MD14512[2]=B0H,MD14512[5]=2H,MD14512[7]=5H等,消除相应报警。
SINUMERIK 802S 802C 数控仿真控制系统用户手册
目录
概 述 .............................................................................................................................................. 5 SINUMERIK 802S/802C 仿真操作面板 OP ................................................................................ 6 机床控制面板................................................................................................................................... 7 第一篇 SINUMERIK 802 S / C 数控仿真控制系统软件(车床)........................................... 8
2.1 屏幕划分 .................................
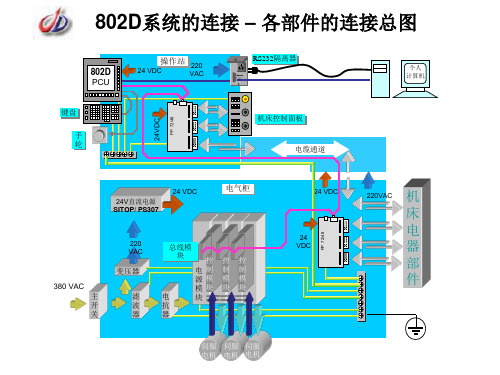
案例二:SINUMERIK 802D系统的连接 – 各部
220VAC
变压器 380 VAC 主 开 关 滤 波 器 电 抗 器
伺服 伺服 伺服 电机 电机 电机
X333
220 VAC
总线模 块
功 功 功 率 率 率 控模 控模 控模 块 电 制块 制 制块 源模 模 模 模块 块 块 块
24 VDC
机 床 电 器 部 件
PP 72/48
X222
X111
驱动器连接(电源馈入模块) 系统的连接 – 驱动器连接(电源馈入模块)
个人 计算机
N
PE L
SINUMERIK 802D
PCU
RS232接口
RS232隔离 器
RS-232隔离器将六个信号全部通过光藕隔离。 从802D到隔离器的电缆与隔离器到计算机的电缆完全相同 通讯电缆的接线请参阅《802D简明调试手册》第四页 通过隔离器为外部设备(计算机)提供电源
D 1 0 V 2 24 V 3 I 3.0 4 5 6 7 8 I 3.1 I 3.2 I 3.3 I 3.4 I 3.5 PP72/48模块一 接口:X111 9 I 3.6 1 0 I 3.7 1 1 I 4.0 E
F
审 核 批 准
PLC输入原 MTC668C F 理 重量 比例 1:1
7 M&T Co. Ltd. 8
M
PCU
PCU
共地连接方式 只有在接地符合国标GB5226的前提 下,推荐采用共地方式 共地方式可保证系统稳定可靠工作
PE
浮地连接方式 在接地不能保证符合国标GB5226的 前提下,可采用浮地方式 如果使用计算机与802D通讯,必须采 用RS232隔离器,以免由于计算机与 802D不共地导致通讯接口损坏。
24 VDC 0V
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验一SINUMERIK 802S/C 基本连接
【实验目的与要求】
1、了解数控系统的各基本单元
2、了解低压电气元件的原理、性能及接线
3、了解PLC输入输出连接及控制
4、了解主轴变频器电气控制原理
5、掌握数控系统的电气连接。
【实验性质】
本实验为综合性实验
【实验设备与仪器】
RS-SY-802SCBL数控机床综合培训系统
【实验必备知识】
1、西门子802S/C系统构成:
SINUMERIK 802S 系统可控制2到3个步进电机进给轴,和一个伺服主轴(或变频主轴)。
步进电机的控制信号为脉冲、方向和使能。
SINUMERIK 802C 系统可控制2到3个伺服电机进给轴,和一个伺服主轴(或变频主轴)。
伺服电机的控制信号为模拟给定、使能。
·802S由OP及MCP操作与显示单元、ECU中央处理单元、D/O PLC 输入/输出单元、步进驱动器、步进电机、电源及相应附件等。
·802C由OP及MCP操作与显示单元、ECU中央处理单元、D/O PLC 输入/输出单元、伺服驱动器、伺服电机、编码器、电源及相应附件等。
·802S/C 系统及PLC模块电源为DC24V。
·802S步进驱动器的输入电源为AC 50-85V。
·802C 模拟伺服驱动器输入电源为3~AC380V,经电源模块转换成DC600V电压,提供给各轴功率单元。
·系统及伺服各单元间的连线,均由SIEMENS公司提供的标准电缆连接即可。
·802S为开环系统无反馈信号。
·802C为闭环信号,各电机均有速度和位置反馈信号。
·注意正确接地。
【实验内容】
1、西门子802S系统与步进驱动之间的连接关系
2、西门子802S系统与主轴变频器之间的连接关系
3、动力回路的线路连接
4、系统PLC逻辑控制输入/输出信号与外围强电的连接
5、西门子802C模拟单元的系统与伺服单元的连接关系
【实验步骤】
1、802S的部件连接
连接步骤说明:
a:
①系统核心部分ECU通过连接插座X9,电缆6FX6002-1AA02,与系
统操作面板OP020上插座X1009相连。
②系统操作面板OP020与机床操作面板MCP之间有专用扁平电缆将
X1001与X1201;X1002与X1202相连。
③ECU通过连接插座X2,电缆6FX6002-3BA31,与步进驱动器相连,
其中包含X、Y、Z 三个几何轴的P+,P-;D+,D-;E+,E-;三组信号。
(各信号说明参见SINUMERIK 802S/C简明安装调试手册)步进驱动器与步进电机之间由SIEMENS配置的专用电缆按相相连。
④ECU通过连接插座X3,电缆6FX6002-3AB01(也可自制),向模拟主轴传送命令值电压,电压为DC 0~+/-10V,通过改变PLC程序,也可以向外输出DC 0~10V电压(此时主轴正反向控制要由PLC输出信号来完成),以适应不同模拟驱动器的要求。
主轴编码器与ECU的X4相连,电缆定货号6FX6002-2CD01(也可自制),编码器各信号参见SINUMERIK 802S/C简明安装调试手册。
⑤ECU通过连接插座手轮信号接口X10 ,电缆6FX6002-2BB01(也可自制),与电子手轮相连,电子手轮各信号参见SINUMERIK 802S/C简明安装调试手册。
(必须为差分TTL信号)
⑥ECU上的高速信号接口X20,可接三个坐标的参考点零脉冲信号,信号幅度为24V,通常为接近开关信号。
(注意接近开关的地一定要与X20上地相连!)
⑦所有PLC 输入信号(X2003、X2004)的各开关件,一端与DC24V 相连,另一端接入I/O模块相应的地址,输出信号(X2005、X2006)有效时相应端子输出DC24V/0.5A的信号,以便带动相应负载工作,注意I/O模块上各端子(X2003、X2004、X2005、X2006)的地一定要与系统地相连,输出模块(X2005、X2006)上的“1”脚还需要接入DC24V以便向各输出端提供电源。
⑧AC220V通过隔离变压器向开关电源供电,开关电源输出DC24V电压提供给系统及PLC模块。
AC220V通过隔离变压器转换为AC85V向步进驱动器供电,步进驱动器的地应与机床地相连。
b:实验台上的线路连接
c:通电前的线路检查
通电前,首先测量各电源电压是否正常。
·用万用表ACV档测量AC220V是否正常:断开各变压器次级,用万用表ACV档测量各次级电压是否正常,如正常将电路恢复。
·用万用表DCV档测量开关电源输出电压是否正常(DC24V):断开DC24V输出端,给开关电源供电,用万用表DCV档测量其电压,如正常即可进行下一步。
·断开电源,用万用表电阻档测量各电源输出端对地是否短路。
·按图纸要求将电路恢复。
2、802C的部件连接
系统核心部分ECU通过连接插座X9 ,电缆6FX6002-1AA02,与系统
操作面板上插座X1009相连。
系统操作面板与机床操作面板之间有专用扁平电缆将X1001与X1201;
X1002与X1202相连。
ECU通过连接插座X2 ,电缆6FX2002-3AD01,与伺服驱动器相连,其中包含X、Y、Z 、SP四个轴的命令值电压、使能等信号。
(各信号说明参见SINUMERIK 802S/C简明安装调试手册)伺服驱动器与伺服电机之间由SIEMENS配置的专用电缆6FX4002-5DA**相连。
ECU通过连接插座X3,电缆6FX6002-3AB01(也可自制),向模拟主轴传送命令值电压,电压为DC 0~+/-10V,通过改变PLC程序,也可以向外输出DC 0~10V电压(此时主轴正反向控制要由PLC输出信号来完成),以适应不同模拟驱动器的要求。
主轴编码器与ECU的X4相连,电缆定货号6FX6002-2CD01(也可自制),编码器各信号参见SINUMERIK 802S/C简明安装调试手册。
ECU通过连接插座手轮信号接口X10 ,电缆6FX6002-2BB01(也可自制),与电子手轮相连,电子手轮各信号参见SINUMERIK 802S/C简明安装调试手册。
(必须为差分TTL 信号)
所有PLC 输入信号(X2003、X2004)的各开关件,一端与DC24V相连,另一端接入I/O模块相应的地址,输出信号(X2005、X2006)有效时相应端子输出DC24V/0.5A的信号,以便带动相应负载工作,注意I/O模块上各端子(X2003、X2004、X2005、X2006)的地一定要与系统地相连,输出模块(X2005、X2006)上的“1”脚还需要接入DC24V以便向各输出端提供能源。
AC220V通过隔离变压器向开关电源供电,开关电源输出DC24V电压提供给系统及PLC模块。
AC380V直接向伺服驱动器的电源模块供电,伺服驱动器的地应与机床地相连。
【思考题】
1、802S步进驱动器有哪些信号与数控系统相连?分别起什么作用?
2、开环系统与闭环系统在硬件连接上有什么同?
3、数控系统内置可编程控制器起什么作用?
【实验报告】
根据所学内容,完成实验报告和思考题。
实验报告要求如下:
1、实验名称
2、实验目的与要求
3、实验内容
4、思考题答案。