机械制造基础-铸造工艺
机械制造基础工程材料铸造

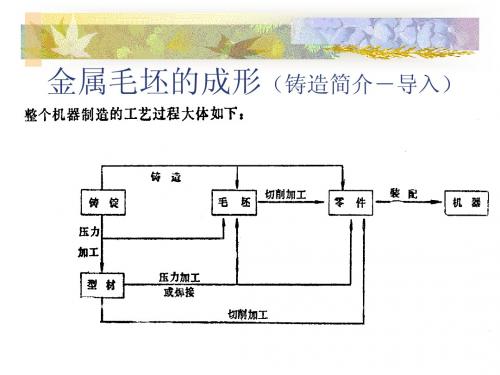
机械制造基础工程材料铸造1. 概述铸造是一种常见的制造工艺,用于生产各种复杂形状的零件。
在机械制造行业中,铸造被广泛应用于生产各种机床、汽车、航空航天和电子设备等零部件。
铸造工艺可以制造各种不同材料的零件,其中,工程材料在机械制造中扮演着重要的角色。
2. 工程材料的分类在铸造中,常见的工程材料包括铁、钢、铜、铝等。
这些工程材料具有不同的特性和用途,可以满足不同行业的需求。
•铁: 铁是一种常见的工程材料,具有优良的机械性能和导热性能。
铁可以进一步细分为生铁和钢铁,其在机械制造中广泛应用于制造车床、机床床身等零件。
•钢: 钢是一种由铁和碳组成的合金,具有优异的强度和韧性。
钢在机械制造中经常用于制造齿轮、轴承和弹簧等零部件。
•铜: 铜具有良好的导电性和导热性,因此在电子设备和通信领域有广泛的应用。
铜在铸造中常用于制造导线、电缆和散热器等零件。
•铝: 铝是一种轻质金属,具有良好的可塑性和耐腐蚀性。
铝材常用于制造汽车发动机缸盖、飞机零件以及各种物体的外壳。
3. 铸造工艺铸造是一种将熔化金属或合金注入到模具中,冷却后得到所需形状的工艺。
在铸造过程中,主要包括模具制备、熔炼、浇注和冷却四个步骤。
•模具制备: 模具是铸造过程中最关键的工具。
模具可以制成各种形状,以便在铸造过程中得到所需的零件。
模具制备的材料一般为石膏、砂状物或金属材料。
•熔炼: 熔炼是将金属或合金加热至其熔点以上的操作。
常见的熔炼设备包括电炉、感应炉和火焰炉等。
在熔炼过程中,根据所需材料的不同,可以添加适量的合金元素以改善材料的性能。
•浇注: 浇注是将熔化的金属或合金倒入模具中的操作。
在浇注过程中,需要控制好浇注温度和速度,以确保熔化的金属或合金填充整个模具。
•冷却: 冷却是指将浇注后的熔化金属或合金冷却至室温的过程。
冷却速度会影响材料的结晶形态和性能。
通常,通过在冷却过程中控制冷却速度,可以获得所需的材料性能。
4. 铸造材料的性能测试铸造材料的性能测试是保证产品质量和性能的重要环节。
铸造工艺的名词解释

铸造工艺的名词解释铸造工艺是一种利用熔融金属或其他可熔融材料,在特定的模具中进行凝固形成固体制品的制造技术。
在工业生产中,铸造工艺被广泛应用于制造各种铸件,从大型机器零部件到小型日常用品。
以下将对铸造工艺的一些关键名词进行解释,以加深对这一领域的了解。
1. 熔炼熔炼是将金属或合金材料加热至其熔点并保持在液态状态的过程。
这一阶段的关键是控制温度和合金成分,以确保熔融金属的质量符合规定要求。
2. 模具设计模具设计是铸造工艺中至关重要的一环。
模具是用于装入熔融金属并形成所需形状的工具。
模具设计必须考虑到铸件的复杂度、结构、冷却系统和产量等方面的要求。
3. 塑性变形在铸造工艺中,金属经过塑性变形来适应模具的形状,并且形成铸件的外形。
塑性变形可以采用手工或机械手段进行,其中包括挤压、压制和切割等技术。
4. 凝固凝固阶段是将熔融金属由液态转变为固态的过程。
当熔融金属冷却至其熔点以下时,原子和分子开始重新排列,形成晶体结构。
这个过程中凝固速率对于铸件质量和性能至关重要。
5. 清除毛刺和缺陷修复铸造完成后,常常会出现一些缺陷和毛刺。
这些缺陷和毛刺需要通过机械手段或其他特定过程进行修复和去除,以确保铸件的最终质量和外观。
6. 热处理热处理是一种通过加热和冷却熔融金属来改变其组织和性能的工艺。
通过控制热处理的温度、保温时间和冷却速率,可以使铸件具有所需的物理和机械性能。
7. 机械加工铸造工艺产生的铸件通常需要进行机械加工,以达到最终的尺寸和形状要求。
机械加工包括铣削、车削、钻孔和切削等工艺。
8. 铸造质量控制铸造质量控制是铸造工艺中非常重要的一环。
通过采取合适的措施,如严格控制熔炼、模具设计和工艺参数等,可以减少铸造缺陷,并提高铸件的质量和可靠性。
9. 环境保护铸造工艺涉及到一些环境问题,如废水、废气和固体废弃物的处理。
为了保护环境,铸造企业需要合理处理废弃物,采取适当的环境保护措施。
以上是铸造工艺中一些重要名词的简要解释。
机械制造基础(02-1毛坯的成形)
金属毛坯的成形(典型模锻件)
金属毛坯的成形(锤上锻模)
金属毛坯的成形(零件的模锻过程)
金属毛坯的成形(冲压)
冲压:使板料经分离或成形而得到制件的加工方法。 特点: 1.操作简便,易于实现机械化和自动化,生产率高,成本 低。 2.冲压件精度高,表面质量好,互换性好,可直接使用。 3.冲压件质量轻,强度、刚度高,有利于减轻结构重量。 4.模具制造复杂,周期长、成本高。 5.对板材有要求,应具有良好的塑性,厚度小于8mm。
锻压加工:是利用金属的塑性变形以得到一定形状的制件 并可提高或改善制件力学性能或物理性能的加工方法,它 是锻造和冲压的总称。
金属毛坯的成形(锻造)
锻造:在加压设备及工(模)具的作用,使坯料或铸锭产 生局部或全部的塑性变形,以获得一定几何尺寸、形状和 质量的锻件的加工方法。 锻造的特点: 1.锻造能提高材料的致密度,细化晶粒,改善偏析,流线 合理分布,因此锻件的力学性能较高。 2.锻造难于锻出形状复杂,尤其是复杂内腔的锻件。
锻造分类:自由锻、模锻、胎模锻。
金属毛坯的成形(自由锻)
自由锻:只用简单的通用性锻造工具,或在锻造设备的 上下砧之间直接使坯料变形而获得锻件的锻造方法。
特点: 1.可以加工各种大小的锻件,对于大型锻件,自由锻是 唯一的生产方法。 2.生产准备时间短。 3.生产率低,劳动强度大。 4.锻件形状简单,精度低,加工余量大,适用于单件小 批量生产。
金属毛坯的成形(冲模)
冲模的分类: 1.简单模 2.连续模
3.复合模
金属毛坯的成形(焊接)
焊接:通过加热或加压或两者并用,并且用或不用填充 材料,使焊件达到原子间结合的一种加工方法。
特点: 1.加工范围广,可加工大型构件和复杂构件,以及良好 的密封性构件。 2.经济性好。 3.加热冷却不均匀,造成焊件接头处的组织性能不均匀, 并且焊件易产生内应力和变形。
机械制造基础(第二版)第9章 z铸造锻压与焊接

机械制造基础
第九章 铸造、锻压和焊接
9-2 锻压
9-2 锻压
锻压是一种借助工具或模具在冲击或压力作用下,对金 属坯料施加外力,使其产生塑性变形,改变尺寸、形状及性 能,用以制造机械零件或零件毛坯的成形加工方法,锻压叉 称作锻造或冲压。
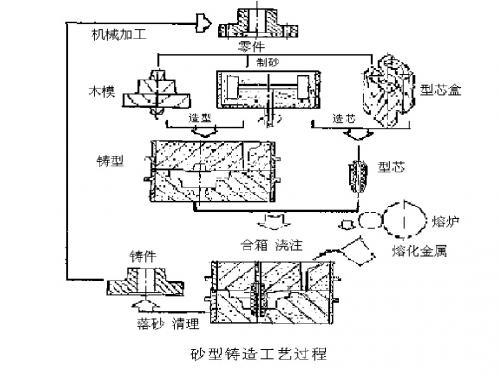
砂型铸造的基本工艺过程如图9-6所示。主要工序有制 造模样和芯盒、备制型砂和芯砂、造型、造芯、合型、浇注、 落砂清理和检验等。其中造型(芯)是砂型铸造最基本的工序, 按紧实型砂和起模方法不同,造型方法可分为手工造型和机 器造型两种。
9-1 铸造
9-1 铸造
1.手工造型 手工造剂操作灵活,工装简单,但劳动强度大,生产率低,
(1)应尽量使铸件位于同一铸型内
不合理
合理
9-1 铸造
(2)尽量减少分型面
9-1 铸造
(3)尽量使分型面平直
9-1 铸造
(4)尽量使型腔和主要型芯位于下砂箱
不合理
合理
9-1 铸造
(二)确定铸造主要工艺参数 铸造工艺参数是指铸造工艺设计时需要确定的某些数据。 主要指加工余量、起模斜度、铸造收缩率、型芯头尺寸、 铸造圆角等。这些工艺参数不仅和浇注位置及模样有关, 还与造芯、下芯及合型的工艺过程有关。 在铸造过程中,为了便于制作模样和简化造型操作,一 般在确定工艺参数前要根据零件的形状特征简化铸件结构。 例如零件上的小凸台、小凹槽、小孔等可以不铸出,留待 以后切削加工。在单件小批生产条件下铸件的孔径小于30 mm、凸台高度和凹槽深度小于10 mm时,可以不铸出。 1.加工余量 在铸件工艺设计时预先增加而在机加工中再切去的金属层厚 度,称为加工余量。根据GB/T 11350—1989《铸件机械 加工余量》的规定,确定加工余量之前,需先确定铸件的尺 寸公差等级和加工余量等级。
机械制造基础 第一篇 铸造成形 第二讲 砂型铸造
24
• 4、型芯头:是指型芯端头的延伸部分主 要用于定位和固定砂芯
25
5、最小铸出孔及槽 ① 大孔应铸出 ② 小孔不铸 ③ 零件图中不要求加工的孔、槽,无论 大小均要铸出
26
ห้องสมุดไป่ตู้
14
选择浇注位置的原则:
1、铸件的重要面应朝下或位于侧面
15
2、铸件的大平面应朝下
16
3、铸件面积较大的薄壁部分朝下或侧立
油盘
17
4、铸件厚壁部位朝上或侧立
18
二、铸型分型面的选择:
分型面:是指两半铸型互相接触的表面 • 1、尽量使铸件的全部或大部分置于同一 砂型中 • 2、尽量减少分型面的数量 • 3、分型面尽量选用平直面 • 4、尽量减少型芯和活块的数量 • 5、尽量使型腔及主要型芯位于下型
19
分模面
20
• 说明:
• 一、铸件分型面的选择与浇注位置有密切的 关系。先定浇注位置再选分型面;确定浇注 位置时考虑分型面,确定分型面时尽可能与 浇注位置一致。 • 二、浇注位置和分型面的选择原则,有时相 互矛盾,我们应抓住主要矛盾,以优先保证 铸件质量为主,再考虑简化造型工艺,而对 于质量要求一般的铸件,则以简化造型工艺 为主,再选择浇注位置
4
• 3、型、芯砂应具备的性能:
(通常由硅砂、粘土或粘结材料和水按 一定比例混制而成)
(1)强 度 (2)耐火性 (3)透气性 (4)退让性
5
§1–2–1 造型与造芯方法
• 制造砂型的工艺过程称为造型,通常分 为手工造型和机器造型两大类 一、手工造型:(见P15表1.5) 用手工完成填砂、紧实和起模 • 1、按砂箱特征分: (1)两箱造型 (2)三箱造型 (3)脱箱造型 (4)地坑造型
机械制造基础
机械制造基础铸造.锻压.焊接复习资料铸造一、概念1、铸造:铸造是将熔融金属浇注、压射或吸入铸型型腔,冷却凝固后获得一定形状和性能的零件或毛坯的金属成形工艺。
2、合金的流动性:是指液态合金本身的流动能力。
3、比热容:是单位质量物体改变单位温度时吸收或释放的能量。
4、液体收缩:指液态金属由浇注温度冷却到凝固开始温度(液相线温度)之间的收缩。
5、凝固收缩:指从凝固开始温度到凝固终了温度(固相线温度)之间的收缩。
6、固态收缩:指合金从凝固终了温度冷却到室温之间的收缩。
7、缩孔:在铸件凝固过程中,由于合金的液态收缩和凝固收缩,使铸件的最后凝固部位出现孔洞,面积较大而集中的孔洞称为缩孔。
8、缩松:在铸件凝固过程中,由于合金的液态收缩和凝固收缩,使铸件的最后凝固部位出现孔洞,细小而分散的孔洞称为缩松。
9、顺序凝固原则:顺序凝固原则就是在铸件上可能出现缩孔的厚大部位通过安放冒口等工艺措施,使铸件远离冒口的部位先凝固,然后是靠近冒口的部位凝固,最后才是冒口本身凝固。
10、热应力:温度改变时,物体由于外在约束以及内部各部分之间的相互约束,使其不能完全自由胀缩而产生的应力。
11、机械应力:铸件收缩受到铸型、型芯及浇注系统的机械阻碍而产生的应力。
12、热裂:是在凝固后期高温下形成的,主要是由于收缩受到机械阻碍作用而产生的。
13、冷裂:是在较低温度下形成的,常出现在铸件受拉伸部位,特别是有应力集中的地方。
二、填空题。
1、在液态金属成形的过程中,液态金属的充型及收缩是影响成形工艺及铸件质量的两个最基本的因素。
2、铸造组织的晶粒比较粗大,内部常有缩孔、缩松、气孔、砂眼等组织缺陷。
3、液态金属注入铸型以后,从浇注温度冷却到室温要经历液态收缩、凝固收缩和固态收缩三个互相联系的收缩阶段。
4、热裂是在凝固后期高温下形成的,主要是由于收缩收到机械阻碍作用而产生的。
5、冷裂是在较低温度下形成的,常出现在铸件受拉伸部位,特别是有应力集中的地方。
机械制造基础铸造第二章
机械制造基础
第二章 铸造成型
§2-1.2
金属与合金的铸造性能
液态合金的充型能力
—— 液态 合金充满铸型型 腔,获得形状完 整、轮廓清晰铸 件的能力。 充型能力不足容易出现浇 不足、冷隔缺陷,尤其对 于薄壁铸件
机械制造基础
第二章 铸造成型
影响充型能力的因素:
1. 合金的流动性 ——液态合金本身的流动能力。
(1). 流动性的测试 螺旋形试样法
机械制造基础
第二章 铸造成型
(2). 影响流动性的因素:
合金的种类:
灰口铸铁、硅黄铜流动性最好, 铸钢的流动性最差。 灰口铸铁:l 1000 mm 硅黄铜: l 1000 mm 铸钢: l 200 mm
机械制造基础
第二章 铸造成型
(2)机器造型
指用机器完成全部或至少完成紧砂 操作的造型工序。 1)特点: ①提高了生产率,铸件尺寸精度较高; ②节约金属,降低成本; ③改善了劳动条件; ④设备投资较大。 2)应用:成批、大量生产各类铸件。
机械制造基础
第二章 铸造成型
3)机器造型方法 ①震压造型: 先震击紧实,再用较低的比压(0.15 -0.4MPa )压实。 紧实效果好,噪音大,生产率不够高。 ②微震压实造型: 对型砂压实的同时进行微震。 紧实度高、均匀,生产率高,噪音仍较大。
要预热后再浇注合金液。
(3). 铸型的排气能力,流动阻力,充型能 力,所以铸型要留出气口。
机械制造基础
第二章 铸造成型
2.1.2.2 铸件的收缩 ① 液态收缩阶段
② 凝固收缩阶段 ③ 固态收缩阶段
T ① ② ③
机械制造基础(金属工艺学) 第二章 铸造
第2章 铸造
01 铸造工艺基础 02 合金铸件的生产工艺 03 砂型铸造 04 特种铸造 05 铸件结构设计
第2章 铸造
铸造工艺特点 1)适合制造形状复杂的毛坯
第2章 铸造
铸造工艺特点 2)毛坯大小不受限制
第2章 铸造
铸造工艺特点 3)材料不受限制(能熔化的金属) 4)生产成本低(原材料来源广泛) 5)应用广泛(历史最久的金属成型方法,40%~80%)
2.3.2 浇注位置和分型面的选择—浇注位置 1)铸件的重要加工面应朝下或位于侧面
2.3 砂型铸造
2.3.2 浇注位置和分型面的选择—浇注位置 2)铸件宽大平面应朝下
2.3 砂型铸造
2.3.2 浇注位置和分型面的选择—浇注位置 3)面积较大的薄壁部分应置于铸型下部
2.3 砂型铸造
2.3.2 浇注位置和分型面的选择—分型面 分型面:铸型组元之间的结合面或分界面。 分型面影响: 1)铸件质量; 2)生产工序的难易; 3)切削加工的工作量。
2.2.1 铸铁件生产 2)球墨铸铁 由于石墨成球状,它对基体的缩减和割裂作用减至最低限度,球墨
铸铁具有比灰铸铁高的多的力学性能,塑韧性大大提高。
2.2 合金铸件的生产工艺
2.2.1 铸铁件生产 2)球墨铸铁
球墨铸铁的牌号、 性能及用途 QTXXX-X
2.2 合金铸件的生产工艺
2.2.1 铸铁件生产 3)可锻铸铁 将白口铸铁件经长时间的高温石墨化退火,使白口铸铁中的渗碳体
04 特种铸造 05 铸件结构设计
2.3 砂型铸造
铸造工艺
砂型铸造
特种铸造
手工造型 机器造型 金属型铸造 熔模铸造
压力铸造 低压铸造
陶瓷型铸造 离心铸造
2.3 砂型铸造
机械制造基础 第1章-03特种铸造
离心铸造主要用于大批生产铸铁管、气缸套、铜套、双金属 轴承、无缝钢来自毛坯、造纸机滚筒、细薄成形铸件等。
§1-3 特种铸造 五、熔模铸造
1.熔模铸造的工艺过程 将液态金属浇入由蜡模熔失后形成的中空型壳中,从而获得精密 铸件的方法,称为熔模铸造或失蜡铸造。
§1-3 特种铸造 二、压力铸造
将液态金属高速压人铸型,使其在压力下结晶而获得铸件的方法 1. 压力铸造工艺过程
压型必须用合金工具钢来制造,并要进行严格的热处理。压型工 作时应保持120~280度的工作温度,并定期喷刷涂料。
§1-3 特种铸造 2.压力铸造的特点及应用范围
(1)生产率高,生产过程易于机械化和自动化。
低熔点合金铸件。
三、挤压铸造
挤压铸造也称“液态模锻”,是对进入 挤压模内的液态金属施加较高的机械压 力,使其凝固成为铸件的铸造方法。
1. 挤压铸造的工艺过程
挤压铸造
挤压铸造与压力铸造的主要区别是:
挤压铸造 压力铸造
充型速度(m/s ) 凝固过程
0.1~0.4 15~100
压力下结晶并产生 塑性变形
② 原材料价贵,铸件成本高。
主要用来生产形状复杂、精度要求较高或难以切削加工的小型 合金铸件。在航空、船舶、汽车、机床、仪表、刀具和兵器等行 业得到了广泛应用。
§1-3 特种铸造 六、消失模铸造
用泡沫塑料模样造 型后,不取出模样、 直接浇注,使模样气 化消失而形成铸件的 方法,称为消失模铸 造。
1. 负压消失模铸 造工艺过程
机械制造技术基础
第1章 铸造工艺
华中科技大学机械学院
机械制造技术基础
第1章 铸造工艺
机械制造2-3 砂型铸造
32
2.3.1 造型方法的选择
2. 机器造型
(1)机器造型紧砂方式 抛砂式。用抛砂方法同时完成填砂和紧实铸型。机器结构
简单,但制造成本较高,生产率较高,能量消耗少,型砂紧实 较均匀。
射砂式。用射砂方法同时完成填砂和紧实铸型。生产率高,
型砂紧实度高而均匀。机器结构简单,噪音低,不用砂箱(用 活动砂箱),但垂直分型,下芯困难。
31
2.3.1 造型方法的选择
2. 机器造型
(1)机器造型紧砂方式 震压式。在震击后加压,紧实铸型。机器成本低,结构
简单,生产率较高,但噪声大。型砂紧实度较均匀。
微震压实式。在微震的同时加压紧实铸型。生产率较
高,但机器易损坏。与前者的区别:频率高、振幅小。
高压式。用较高的比压来压实铸型。生产率高,噪音小,
25
2.3.1 造型方法的选择
1. 手工造型
(3)手工造型常用方法 (详见P23 表2-5) 按模样特征分类 整模造型:适用于分型面为最大截面且位于一端的铸件,
采用整体模,两砂箱,分型面为平面,操作简单。
分模造型:适用于最大截面在中部的铸件,采用定位销定
位的分开模,分型面多是平面,操作较简单。
活块造型:适用于带有妨碍起模的凸台或凹槽的铸件,操
造型机展示视频(0:30)
30
2.3.1 造型方法的选择
2. 机器造型
(1)机器造型紧砂方式 压实式。用较低的比压(铸型单位面积上所受压力)压实
铸型。机器结构简单,噪声较小,生产率较高。但铸型上紧 下松,容易掉砂,很少单独使用。
震实式。靠造型机的震击来紧实铸型。机器结构简单,
制造成本低。但噪声大,生产率低,对厂房基础要求高,劳 动繁重。铸型上松下紧,也很少单独使用。