生产部工时统计表
生产型工厂各部门操作规范和表格模板单
工厂表单目录
6、生产物料检验说明
7、生产物料特采作业
精心整理
流程
8、生产物料特采作业
15、特别领料单
精心整理
16、领料单(一)
17、领用单(二)
25、成品入库流程说明
精心整理
26、物料出库管理流程
27、原材料出库流程说明
35、仓库材料日报表
精心整理
36、库存控制表
37、计件工资控制表
精心整理
精心整理
交货期变更通知单
通知单位:年月日
生产指令单
精心整理
精心整理
精心整理
精心整理
生产物料特采作业流程
精心整理
生产物料领用流程说明
精心整理
精心整理
精心整理
精心整理
精心整理
.进料检验记录表
精心整理
特别领料单
编号:日期:
精心整理
领用部门:日期:
精心整理
精心整理
仓管员:品管员:补料员:
精心整理
精心整理
精心整理
精心整理
精心整理
2.物料出库管理流程
原材料出库流程说明
精心整理
精心整理
精心整理
物资仓储管理流程
物资仓储管理流程说明
精心整理
精心整理
精心整理
7.物料入库日报表
编号:入库日期:年月日
审核:
精心整理
精心整理
精心整理
精心整理
精心整理
精心整理
精心整理。
工厂各部门岗位KPI指标一览表

PMC课
1.物料申购出单及时性与准确性 (出单员)
2.库存周转率(出单员)
MC物控 3.物料回货计划及时性与准确性 员 (跟料员)
在规定时间内完成订单物料申购单并确保准确性
按时完成
期间材料使用金额/[(期初存货金额+期末存货金额)/2]× 100%
≥90%
在规定时间内完成订单物料回货计划并确保准确性
资料员
2.部门日常事务完成及时性与准确 性
准时提交及追踪重点事项的完成情况
3.部门文档资料管理规范性
整理规范、完整,不出现遗失、杂乱现象
按时完成 10 检验报表
每错误与遗漏1次扣1分,扣完为止。
按时完成 按时完成
18
会议记录与文档资料
每延迟半天提交扣2分,每错误或被退回一 次扣2分,扣完为止。
18
工作事项与工作计划类
≥98.5%
8 品质月报表
每低1个百分点扣1分,扣完为止。
主 任 3.工单结案率
当月工单入库批次/(当月工单入库批次+规定时间外未结 工单批次)×100%
4.厂办交办事项完成及时性与准确 性
在规定时间内完成所交办事项并确保准确性
≥90% 按时完成
8 工厂数据报表
每低1个百分点扣1分,扣完为止。
8
工作事项与工作计划资 每延迟半天提交扣1分,每错误或被退回一
按时完成
10 工厂数据报表
每低1个百分点扣1分,扣完为止。
10 工厂数据报表
每低1个百分点扣1分,扣完为止。
10
日/周/月 PC相关报表
每延迟半天提交扣1分,每错误或被退回一 次扣1分,遗漏每次扣2.5分,扣完为止。
15 物料申购表
标准工时统计表-新
T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
设备总效率统计表
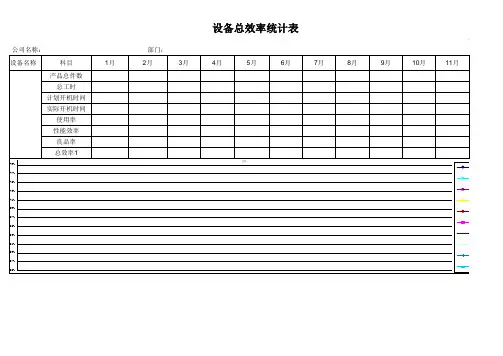
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素, 例如设备的磨损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的 次品损失。
文件编号: 12月
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
改变等) 度运行的因素,
运行时产生的
ቤተ መጻሕፍቲ ባይዱ
公司名称:
设备名称
科目
产品总件数 总工时
计划开机时间 实际开机时间
使用率 性能效率
良品率 总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
1月
设备总效率统计表
部门:
文件编号:
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
月份
总效率 系列 系列 系列 系列 系列 系列 系列 系列 系列
生产工序工时统计表
生产工序工时统计表概述生产工序工时统计表是用于记录和分析生产过程中不同工序所需工时的一种表格。
通过统计每个工序的工时,可以帮助生产部门管理人员了解生产流程的瓶颈和效率,以便进行优化和提升生产效率。
工时是指完成某一工序所需的时间,通常用小时作为单位进行计量。
生产工序工时统计表可以根据具体需求来设计,一般包括工序名称、工序描述、标准工时和实际工时等字段。
表格设计在设计生产工序工时统计表时,需要考虑以下几个字段:•工序名称:记录每个工序的名称,方便识别和查找。
可以使用简洁但具有描述性的名称,如“钣金加工”、“喷涂”等。
•工序描述:简要描述每个工序的具体内容和要求,为操作人员提供必要的指导和参考。
描述可以包括工具和设备的使用、操作步骤、注意事项等。
•标准工时:记录每个工序的标准工时,即完成该工序所需的理论时间。
标准工时通常是由工程师根据实际情况和经验进行测算和设定的。
•实际工时:记录每个工序的实际工时,即在实际生产过程中完成该工序所需的时间。
实际工时是通过监测和记录生产过程中所花费的时间来获得的。
以下是一个示例的生产工序工时统计表的表格设计:工序名称工序描述标准工时(小时)实际工时(小时)钣金加工利用机械设备对金属板进行切割和弯曲2 2.5喷涂清洁、上底漆和涂装 1.5 1.8组装将零部件组装成完整产品3 3.22.5 2.7测试对产品进行功能和性能测试数据收集为了准确统计生产工序的工时,需要进行数据的收集和记录。
数据收集可以通过以下几种方式进行:1.实地观察:生产部门的工程师或作业员可以通过实地观察和记录的方式收集数据。
他们可以亲自参与工序的操作,并记录每个工序所花费的时间。
2.时间测定:使用计时器、秒表或其他时间测定设备对每个工序的耗时进行测定。
可以进行多次测定,并计算平均值来获得较为准确的数据。
3.设备监测:对于自动化生产线或使用设备的工序,可以通过设备上的监测系统来获取工时数据。
这种方式可以自动记录工序的开始和结束时间,减少人工操作的误差。
生产效率计算方式及相关公式套入
3 效率不高的动作 不遵守规定作业顺序 非效率的作业或非经济
的作业方法 速度过快的作业或暂停
次数过多
3 效率Performance改善方案
要因区分 微小的作业停止;空闲
作业节奏
无视标准作业方法 作业责任不高的浪费
改善点Point
1 要求大家严守开始;结束;休息等作业时间 2 要求大家迅速结束准备作业 3 制定清扫;整顿的标准 4 作业过程中减少不必要的离席;谈笑
生产效率及达成率 培训教材
RVE:00
生产效率计算方式
线别
日期
实用工时目标产能 PCS
总产能PCS
产能达成率%
总出勤人数人 人均出勤工时H
出勤总工时H 人时产能PCS
产出标准工时H
每PCS平均标准工时s
总生产效率%
31 32 33
360 0
3600
3600
2400 2400 2600
66 7%
66 7% 72 2%
15
人时产能=实际当天产能/出勤总工时
1077
产出标准工时=实际当天产能每PCS产品生产 标准时间/3600
776
每PCS产品生产标准时间
32 6%
生产效率=产出标准时间/出勤总工时100%
附档产品生产效率统计表:
3 效率改善方案
区
少量的作业终止;
分
空闲
作业节奏
1 发生在作业开始和结束时; 1 动作的有效性
无视标准作业方式
作业者责任的 不良损失
1 设备能力的有效利用度 机械设备的不正确运转 回转数或馈送数比标准低 设备未能满负载运转 加热;干燥;化学反应
时间比规定长 设备的启动到正常运转
工厂车间计件工时管理规定
工厂车间计件工时管理规定
第一条适用范围
本规定适用于工厂车间的计件工时管理。
第二条计件工时管理的原则
工艺过程中,应当遵循“以人为本、落实用户需求、合理安排工作、保证效率”
的原则,合理分配工作,保证工作质量和效率,落实计件工时管理。
第三条计件工时管理的基本要求
1.实行“先计件后结算”的原则。
2.针对不同工序进行科学、合理地分配计件工作的时间和数量。
3.根据实际产品情况制定计件标准和工序计价表。
4.测算产出物料的重量、体积和数量,进行数据分析和处理,提高计件
工作的效率。
5.根据生产进度及时调整计件工作的时间和数量并落实计件情况的登记。
第四条工时计算
1.由车间管理人员负责统计和核算该车间的工时情况。
2.计件工的工时为计件数量与标准计价表单价之积,按要求填写《计件
工人工资统计表》,上交车间负责人审核后,并将《计件工人工资统计表》移交到财务部门进行计算。
3.优秀计件工应在习惯 monthly/quarterly 计件工作量评比得到表彰。
第五条实施措施
1.员工应严格执行计件工时管理规定。
2.制定相关标准、流程和考核办法,促进计件工时管理规范化、制度化
和科学化。
3.定期进行计件工时管理培训和考核,提高员工的意识和技能。
第六条其他
1.本工时管理办法的具体执行和修订,由工厂车间负责人负责制定和监
督实施。
2.本规定自颁布之日起生效。
《工时定额完成率统计表》编制及使用说明
《工时定额完成率统计表》编制及使用说明一、编制说明1、编制目的及时掌握各公司工时定额完成率率变化的真实情况,分析产生变化的原因,及时根据各生产因素变化做出对策调整,达到各工序间的均衡生产,提高工时利用率,减少加班加点情况,进而提高公司生产运营的盈利能力。
2、表格关系说明工时定额完成率统计共需用到两个表格,其一是《生产能力平衡表》,其二是《工时定额完成率统计表》。
《平衡表》是分析生产线各工序间工序能力平衡情况的依据,也是为《统计表》提供基础数据的依据。
《统计表》是需要各生产单位每日填写上报的资料,也是分析工时利用情况的直接资料。
二、名词解释:1、设备能力:表示单台设备加工一件产品某工序需要的最短时间(包括设备自动加工时间、操作工的辅助操作时间中与设备自动加工时间不重合的部分),单位:分钟/件。
2、工序能力:表示某工序平均产出一件产品需要的时间,该能力同时考虑了设备数量和设备能力问题,单位:分钟/件。
当工序只有一台设备时,工序能力=设备能力;当工序有多台设备时,工序能力=1/[Σ(1/Xi)]。
3、工艺定员:表示工艺部门根据车间实际设备布局、设备能力、设备自动加工时间和辅助加工时间等具体情况为工序配置的人员数;生产线的工艺定员为各工序工艺定员之和。
4、工艺工时定额:各工序的工艺工时定额表示该工序每产出一件产品所花费的人工,单位:分钟·人/件或小时·人/件。
计算公式为:工艺工时定额=工序能力×工艺定员。
5、8时单班产量定额(三班生产制):表示8小时工作制下,扣除生理时间(每班按50分钟计)后,每班能够产出的产品数量,单位:件/班。
计算公式:对于单个工序,8时单班产量定额=430分钟/工序能力。
对于一条生产线,8时单班产量定额=430分钟/瓶颈工序的工序能力=430分钟/生产线节拍。
6、工序能力利用率:同一条生产线上的各工序生产能力发挥的情况都会受到瓶颈工序的制约,该指标表示的是理论上某一工序能够达到的最大工序能力利用情况。
生产部工时管理制度
工时管理制度1.目的本制度规定了产品生产全过程中工时管理的要求,以满足产品成本核算、经营报价、效率考核等方面的需要,进一步规范工时管理工作,促进劳动生产率的提高。
2.适用范围本制度适用于锦州箱厂生产技术设备部及各道工序正常生产过程中的工时管理。
3.定义3.1 总工时:是指从原材料加工开始至产品完工并验收合格期间所耗用的与生产产品有关的所有工时。
总工时=直接工时+辅助工时+其他工时。
3.2 直接工时:是指从原材料加工开始至产品完工出箱期间所耗用的与生产产品直接相关的工时,一般包括从开卷到完工各道工序所耗费的工时。
包括开卷工时、木地板油漆工时、预处理工时、冲压工时、侧顶板及部装工时、底架及总装工时、打砂工时、油漆工时、完工工时、外场修箱工时等。
3.3 辅助工时:是指从原材料加工开始至产品完工并验收合格期间所耗用的,与生产产品不直接相关但却必须耗用的辅助工时,一般包括工装准备、场地、铲车、维修工时等。
3.4工装、模具准备工时:是指因生产产品变换而耗用的工装、模具准备工时。
包括工装、模具制造工时与工装调整工时。
模具工时仅指开卷、冲压生产线发生的工时。
3.5 场地工时:是指外场班为各种产品提供综合服务所耗用的场地工时。
3.6 铲车工时:是指铲车班为各种产品提供综合服务所耗用的铲车工时。
3.7 维修工时:是指为维护产品质量所耗费的维修产品工时。
3.8 其他工时:是指产品生产中非必须耗用的其他工时。
一般包括停工待料工时、机器设备停修工时、新产品试制工时、机器设备维修工时、内部协作工时、房屋设备搬迁工时及其他工时。
3.9 停工待料工时:是指在连续生产过程中由于材料供应中断而发生的停工工时。
3.10 机器设备停修工时:是指因机器设备发生故障进行维修导致生产停工的工时。
3.11 新产品试制工时:是指新产品试制过程中所合理耗用的工时。
3.12 机器设备维修工时:是指因机器设备发生故障,机修人员进行设备维修所耗用的工时。
生产工时统计表
生产工时统计表
班组:
年月: 20 年 月
日 期
当日总 当日总 正常产
人数 (个)
工时 (H)
品工时 (H)
研 发
返工工时(H)
工材生其 艺料产他
设 备
异常工时(H)
材工生计 料艺产划
其 他
临时 计划 (H)
换线工时 (H)
中休5S 整理 (H)
其他 (H)
1
2
3
4
5Leabharlann 6789
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
填表说明: 一、 适用范围:适用于生产各班组的工时统计 二、填写要求
1 班组:填写所在的班组,生产线 2 月份:填写工时发生的月份 3 具体工时填写要求:各组长根据实际发生工时填写各工时,具体内容可以通过生产日报查询。 三、原件存档部门及保存期规定:原件由生产部保存,保存期为1年。 四、 归口管理部门:生产部 五、 发放范围:生产部 六、 生效日期: