生产节拍时间计算公式
如何确定生产节拍
ENTERPRISE MANAGEMENT 11, 200783在“一个流”、平准化生产中,生产节拍(Take Time)起着控制生产工序的加工时间,消除设备利用率低、生产线严重阻塞等现象的作用。
生产线节拍平衡是现代生产管理的关键,因为流线化生产中任何一个问题都会在整个生产线和供应链上放大,从某种意义来说,将比传统大量生产方式造成更大程度上的浪费。
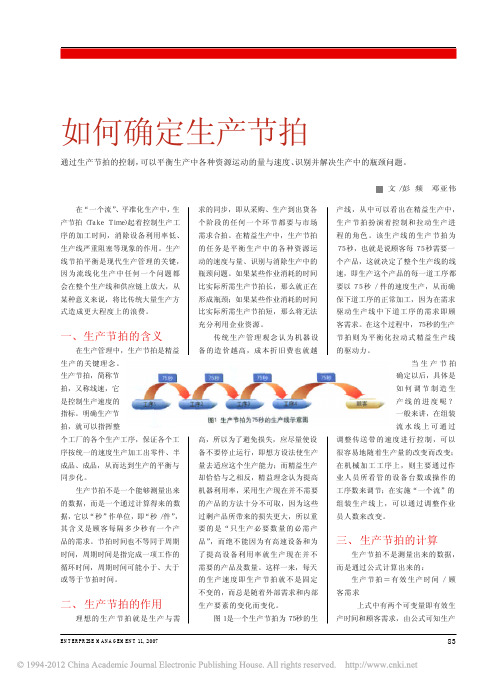
一、生产节拍的含义在生产管理中,生产节拍是精益生产的关键理念。
生产节拍,简称节拍,又称线速,它是控制生产速度的指标。
明确生产节拍,就可以指挥整个工厂的各个生产工序,保证各个工序按统一的速度生产加工出零件、半成品、成品,从而达到生产的平衡与同步化。
生产节拍不是一个能够测量出来的数据,而是一个通过计算得来的数据,它以“秒”作单位,即“秒/件”,其含义是顾客每隔多少秒有一个产品的需求。
节拍时间也不等同于周期时间,周期时间是指完成一项工作的循环时间,周期时间可能小于、大于或等于节拍时间。
二、 生产节拍的作用理想的生产节拍就是生产与需求的同步,即从采购、生产到出货各个阶段的任何一个环节都要与市场需求合拍。
在精益生产中,生产节拍的任务是平衡生产中的各种资源运动的速度与量、识别与消除生产中的瓶颈问题。
如果某些作业消耗的时间比实际所需生产节拍长,那么就正在形成瓶颈;如果某些作业消耗的时间比实际所需生产节拍短,那么将无法充分利用企业资源。
传统生产管理观念认为机器设备的造价越高,成本折旧费也就越高,所以为了避免损失,应尽量使设备不要停止运行,即想方设法使生产量去适应这个生产能力;而精益生产却恰恰与之相反,精益理念认为提高机器利用率,采用生产现在并不需要的产品的方法十分不可取,因为这些过剩产品所带来的损失更大,所以重要的是“只生产必要数量的必需产品”,而绝不能因为有高速设备和为了提高设备利用率就生产现在并不需要的产品及数量。
这样一来,每天的生产速度即生产节拍就不是固定不变的,而总是随着外部需求和内部生产要素的变化而变化。
流水线节拍计算

自动化生产流水线节拍流水线的负荷系数又称编程效率,其值越大,表明流水线的生产效率越高。
流水线上总负荷系数可按下列公式计算:η=T/(N×Pt)其中η为负荷系数Pt为生产节拍=计划期有效工作时间/计划期产品产量=标准总加工时间/作业员人数=有限机种的标准总加工时间/有限机种台数N为工位数T为所有工位完成一个节拍所用时间之合一般以工作地(机器)作计算单元的,流水线的负荷系数不应低于0.75;以操作工人作计算单位的,其流水线的负荷系数应在0.85-0.9以上。
举个例子某一新开设的丁恤衫制衣厂,生产目标为每日1000件T恤杉、每日工作8h。
生产工序和每个工序的日产量如表所示工序名称8H产量1装袋3202缝肩10003缝领5004缝袖9505上袖4006上领4807车边10508开门9009钉纽950①计算这条生产线的生产节拍PtPt=H/Q=8×60/1000=0.48min/件②计算每个工序所需的标准作业时间,结果如表5-8③计算每个工位所需的工位数,结果列于表5-8例如,第一个工序的作业时间第一个工序理论上所需的工位数= 15/0.48=3.1个工序名称作业之间计算工位数实际工位1 1.5 3.1 32 0.48 1 13 0.96 2 24 0.51 1.1 15 1.2 2.5 36 1.0 2.1 27 0.46 0.95 18 0.53 1.1 19 0.51 1.05 1合计7.15 14.90 15④计算出理论上该生产线所需的最小工作位数,即Nmin=[T/Pt]+1=[7.15/0.48]+1=15个⑤计算该生产线平衡后的平均负荷率η=T/(N×Pt)×100%=7.15/(15×0.53) ×100%=89.9&(0.53为作业之间最大的)依照工序流程安排生产线,首先要按照每个工序的难易程度,计算出各工序所需的工作位数目,务必使各工序每小时的总产量大致相同,才能得到一条平衡的生产线,例1中该生产线平衡后实际的节拍应为0.53min,平衡后的工序负荷率为89.9%。
自动化生产流水线节拍、设备利用率计算

自动化生产流水线节拍、设备利用率计算-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN自动化生产流水线节拍流水线的负荷系数又称编程效率,其值越大,表明流水线的生产效率越高。
流水线上总负荷系数可按下列公式计算:η=T/(N×Pt)其中η为负荷系数Pt为生产节拍=计划期有效工作时间/计划期产品产量=标准总加工时间/作业员人数=有限机种的标准总加工时间/有限机种台数N为工位数T为所有工位完成一个节拍所用时间之合一般以工作地(机器)作计算单元的,流水线的负荷系数不应低于;以操作工人作计算单位的,其流水线的负荷系数应在-以上。
举个例子某一新开设的丁恤衫制衣厂,生产目标为每日1000件T恤杉、每日工作8h。
生产工序和每个工序的日产量如表所示工序名称 8H产量1装袋 3202缝肩 10003缝领 5004缝袖 9505上袖 4006上领 4807车边 10508开门 9009钉纽 950①计算这条生产线的生产节拍PtPt=H/Q=8×60/1000=/件②计算每个工序所需的标准作业时间,结果如表5-8③计算每个工位所需的工位数,结果列于表5-8例如,第一个工序的作业时间第一个工序理论上所需的工位数= 15/=个工序名称作业之间计算工位数实际工位1 32 1 13 2 24 15 36 27 18 19 1合计 15④计算出理论上该生产线所需的最小工作位数,即Nmin=[T/Pt]+1=[]+1=15个⑤计算该生产线平衡后的平均负荷率η=T/(N×Pt)×100%=(15× ×100%=&依照工序流程安排生产线,首先要按照每个工序的难易程度,计算出各工序所需的工作位数目,务必使各工序每小时的总产量大致相同,才能得到一条子衡的生产线,例1中该生产线平衡后实际的节拍应为(瓶颈工作地节拍),平衡后的工序负荷率为%。
流程的“节拍”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。
流水节拍计算公式
流水节拍计算公式1. 引言流水线生产是一种高效的生产方式,它能够提高生产效率、降低制造成本并保证产品质量。
在流水线生产过程中,节拍的控制是至关重要的。
流水节拍是指在一个工作周期内所需完成的工作数量,它直接影响到生产线的生产能力和效率。
为了准确地计算流水节拍,我们可以使用一些公式和方法来帮助我们。
2. 流水节拍的定义在开始介绍计算公式之前,让我们先来了解一下流水节拍的定义。
流水节拍是衡量流水线生产效率的关键指标之一,它取决于生产线上各个工作站的工作时间以及物料在各个工作站之间的传递时间。
流水节拍的计算可以帮助生产部门提前预判生产线的能力和产能,并做出相应的调整和优化。
3. 流水节拍计算的公式3.1 单工位节拍计算单工位节拍是指一个工作站在一个工作周期内所需完成的工作数量。
在计算单工位节拍时,我们需要知道工作站的工作时间以及该工作站的标准工作量。
单工位节拍 = 标准工作量 / 工作时间其中,标准工作量是指在理想状态下,工作站在一个工作周期内能够完成的工作数量。
需要根据相关数据和经验进行估算或测算得出。
工作时间是指一个工作周期内工作站的有效工作时间,通常以分钟为单位。
3.2 多工位节拍计算在实际的流水线生产中,往往有多个工作站需要协同工作,完成一批产品的生产。
此时,我们需要将各个工作站的工作时间和传递时间综合考虑,来计算整个生产线的流水节拍。
多工位节拍 = 1 / ((1 / 工作站1节拍) + (1 / 工作站2节拍) + ... + (1 / 工作站n节拍))其中,工作站1节拍、工作站2节拍等表示各个工作站的节拍。
4. 流水节拍计算的注意事项4.1 数据的准确性流水节拍的计算需要依赖于准确的数据,如工作时间、标准工作量等。
因此,在进行计算时,必须确保所使用的数据是准确可靠的,以保证计算结果的准确性。
4.2 实时调整流水节拍的计算是基于当前的生产线情况进行的,然而实际生产中可能会出现各种变动,例如工作站的故障、工作人员的变动等。
自动化生产流水线节拍、设备利用率计算
自动化生产流水线节拍令狐采学流水线的负荷系数又称编程效率,其值越大,表明流水线的生产效率越高。
流水线上总负荷系数可按下列公式计算:η=T/(N×Pt)其中η为负荷系数Pt为生产节拍=计划期有效工作时间/计划期产品产量=标准总加工时间/作业员人数=有限机种的标准总加工时间/有限机种台数N为工位数T为所有工位完成一个节拍所用时间之合一般以工作地(机器)作计算单元的,流水线的负荷系数不应低于0.75;以操作工人作计算单位的,其流水线的负荷系数应在0.85-0.9以上。
举个例子某一新开设的丁恤衫制衣厂,生产目标为每日1000件T恤杉、每日工作8h。
生产工序和每个工序的日产量如表所示工序名称 8H产量1装袋 3202缝肩 10003缝领 5004缝袖 9505上袖 4006上领 4807车边 10508开门 9009钉纽 950①计算这条生产线的生产节拍PtPt=H/Q=8×60/1000=0.48min/件②计算每个工序所需的标准作业时间,结果如表5-8③计算每个工位所需的工位数,结果列于表5-8例如,第一个工序的作业时间第一个工序理论上所需的工位数= 15/0.48=3.1个工序名称作业之间计算工位数实际工位1 1.5 3.1 32 0.48 1 13 0.96 2 24 0.51 1.1 15 1.2 2.5 36 1.0 2.1 27 0.46 0.95 18 0.53 1.1 19 0.51 1.05 1合计 7.15 14.90 15④计算出理论上该生产线所需的最小工作位数,即Nmin=[T/Pt]+1=[7.15/0.48]+1=15个⑤计算该生产线平衡后的平均负荷率η=T/(N×Pt)×100%=7.15/(15×0.53) ×100%=89.9&依照工序流程安排生产线,首先要按照每个工序的难易程度,计算出各工序所需的工作位数目,务必使各工序每小时的总产量大致相同,才能得到一条子衡的生产线,例1中该生产线平衡后实际的节拍应为0.53min(瓶颈工作地节拍),平衡后的工序负荷率为89.9%。
生产公式
工厂一般常用的计算公式小单元生产:Cell production)1:生产设备的平衡率:生产能力(拼劲工序的产能)/潜在能力(所有工序产能之和/工序数)×100%:2:TACK TIME(流水线节拍:(每天运行的时间×95%时间利用率)/(日计划产量X良品率)3:线速1:每小时有效作业时间(3600秒/96%)/每小时目标产量线速2:皮带长/节拍4:人均產能:實際產量/投入時間/人數5:生產效能:實際產量/可生產數量6:LOSS RATE平衡损失率:1-平衡率7:S.T是標准時間(Standard Time):標準時間=正常時間*(1+寬放率5%-10%)=(觀測時間*評比係數)*(1+寬放率5%-10%)8:寬放率(%):寬放時間/正常時間) X100%9:流水线平衡率公式:LB (line balance)公式A:【(各工序时间之和) / (瓶颈工序时间×工序数)】×100% 公式B:【(各工序时间平均数) / 瓶颈工序时间×100%10:流水线人员工程改善公式=(1-平衡率)×工序人数11:CYCLE TIME流水线单个生产周期:标准工时×工序数12:工序计算公式:每小时产能/标准工时13:公式1:标准产能:3600秒/标准工时公式2:[工作时间/产品整体工序时间]*流水线人数品质计算公式:1:Ppm=不良数/投入数×10的6次方稼动率:实际作业时间 / 总投入时间*100%2: 依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值 (X为所有取样数据的平均值)3:. 依据公式:Cp =T/6σ,计算出制程精密度:Cp值4: 依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值5: Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级 Cpk≥2.0 特优可考虑成本的降低A+ 级 2.0 > Cpk ≥ 1.67 优应当保持之A 级 1.67 > Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级 1.33 > Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为 A级C 级 1.0 > Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级 0.67 > Cpk 不可接受其能力太差,应考虑重新整改设计制程。
Lean相关名词解说
Lean相关名词解说1,T.T.(Takt Time),产距时间,也称为生产节拍时间,理论上生产一个产品的时间。
(也就是说每天实际工作多长时间里,要完成多少产品,从而计算出每隔多长时间就要完成一个产品,依据T.T.就可以更好地进行各工序的人员配置)。
公式:T.T.=每日实动时间÷每日需要量2,H.T. (Hand Time),手动时间,即人的时间,指操作时手/脚要作用于产品的时间。
3,M.T(Machine Time),机动时间,机器在产品上作用的时间。
4,P.T(Process Time),加工时间,加工一个产品的时间5,公式:加工时间(PT)=人的时间(HT)+机器时间(MT)-重叠时间(OT)。
6,C.T.(Cycle Time),周期时间,实际上要完成一个产品的时间。
有三种:个别工序的C.T.(操作一个工序从拿起到放下的时间),全线最慢的C.T.(全线的瓶颈工程的C.T.)和全线的C.T.(整条线各个工序CT的总和)。
公式:周期时间(CT)=PT÷PBS÷M (其中PBS指加工批量,M是指工作站数)TCT(Total Cycle Time)总周期时间7,MLT(Manufacturing lead time)生产前置时间MLT=WIP/EOLR生产前置时间=在制品÷每小时产量8,D2D(Dock to Dock ),点到点的时间也称为“交期时间”,一个产品从投入到生产完成的这段时间。
9,RFT(Right the First Time),第一次品质通过率,一个流程中所有完成的产品里,第一次品质就通过的产品所占的比例(%)。
10,BCS(Build to Customer Schedule),要求测量的是按码数要求生产的达成率和按接订单次序生产的达成率。
11,劳动生产力(Labor Productivity),单位为:双/人/小时,与产能的意思一样,指每人每小时能生产多少产品。
衡量生产线编成效果的评价指标
衡量生产线编成效果的评价指标1. 引言生产线编程是指根据产品工艺要求,合理安排生产线上各个工位的工作内容和工作顺序,以实现高效、稳定的生产。
生产线编程的效果直接影响到生产线的生产能力、质量和成本等方面。
因此,衡量生产线编程效果的评价指标对于优化生产线的运作非常重要。
本文将从生产效率、质量控制、成本控制和灵活性等方面,提出一些常用的评价指标,并对每个指标进行详细说明。
2. 生产效率评价指标2.1 生产线利用率生产线利用率指生产线在一定时间内实际生产时间与总可用时间的比值。
衡量生产线编程的效果,需要保证生产线的利用率高,即生产线能够充分利用可用的时间进行生产,避免因为等待、停机等原因导致生产线闲置。
生产线利用率的计算公式为:生产线利用率 = (实际生产时间 / 总可用时间)× 100%2.2 生产效率生产效率指生产线在单位时间内完成的产品数量。
衡量生产线编程的效果,需要提高生产效率,即在保证产品质量的前提下,尽可能地提高单位时间内的生产数量。
生产效率的计算公式为:生产效率 = 完成产品数量 / 生产时间2.3 生产线节拍生产线节拍指生产线上各个工位之间的工作时间间隔。
合理的生产线节拍能够平衡各个工位的工作负荷,避免工位之间的等待和闲置时间。
生产线节拍的计算公式为:生产线节拍 = 生产时间 / 完成产品数量3. 质量控制评价指标3.1 产品合格率产品合格率指生产线上生产的产品中合格产品的比例。
衡量生产线编程的效果,需要保证产品合格率高,即生产线能够稳定地生产出符合质量要求的产品。
产品合格率的计算公式为:产品合格率 = (合格产品数量 / 总产品数量)× 100%3.2 不良品率不良品率指生产线上生产的产品中不良产品的比例。
衡量生产线编程的效果,需要尽量降低不良品率,减少因质量问题导致的废品和返工。
不良品率的计算公式为:不良品率 = (不良产品数量 / 总产品数量)× 100%3.3 返工率返工率指生产线上生产的产品中需要进行返工的比例。
停线工序节拍计算公式
停线工序节拍计算公式
停线工序节拍计算的公式通常是根据停线时间和总生产时间来
计算的。
停线工序节拍可以用以下公式来计算:
停线工序节拍 = (总生产时间停线时间) / 总生产数量。
其中,总生产时间是指在一定时间内工厂或生产线实际生产的
时间,不包括停线时间;停线时间是指由于设备故障、换模、清洁
等原因而导致生产暂时停止的时间;总生产数量是指在总生产时间
内完成的产品数量。
这个公式可以帮助生产管理人员评估工序的效率和稳定性。
通
过计算停线工序节拍,可以及时发现生产中的问题,并采取措施来
提高生产效率,减少停线时间,从而提高生产线的稳定性和产能利
用率。
除了上述公式外,还可以根据具体的生产情况和需求进行定制
化的停线工序节拍计算公式,以更好地满足实际生产的需求。
例如,有些生产线可能需要考虑到换模时间、维护时间等因素,因此在实
际应用中可能会根据具体情况进行调整和改进。
总之,停线工序节拍计算公式是一个重要的生产管理工具,可以帮助企业全面了解生产线的运行情况,及时发现问题并采取措施加以改进,从而提高生产效率和产品质量。
自动化生产流水线节拍、设备利用率计算
自动化生产流水线节拍、设备利用率计算引言概述:自动化生产流水线是现代工业生产中常见的生产方式,其节拍和设备利用率的计算对于生产效率的提高至关重要。
本文将详细介绍自动化生产流水线节拍和设备利用率的计算方法。
一、自动化生产流水线节拍计算1.1 确定生产节拍的定义:生产节拍是指生产一个产品所需的时间,通常以单位时间内生产的产品数量来表示。
1.2 计算生产节拍的方法:生产节拍可以通过分析生产过程中每个工序所需的时间,以及工序之间的转换时间来计算。
1.3 优化生产节拍的策略:通过优化生产流程、提高设备效率、减少转换时间等方式来提高生产节拍,从而提高生产效率。
二、设备利用率的计算2.1 确定设备利用率的定义:设备利用率是指设备实际生产时间与设备总可用时间的比值,反映了设备在生产过程中的利用程度。
2.2 计算设备利用率的方法:设备利用率可以通过记录设备的运行时间、维修时间、停机时间等数据,然后根据公式计算得出。
2.3 提高设备利用率的措施:通过设备维护保养、定期检查、生产计划合理安排等方式来提高设备利用率,降低生产成本。
三、自动化生产流水线节拍与设备利用率的关系3.1 节拍和设备利用率的关联:生产节拍的优化可以提高设备的利用率,而设备利用率的提高也可以促进生产节拍的优化。
3.2 协调节拍与设备利用率:在生产过程中,需要协调好节拍和设备利用率的关系,以实现生产效率的最大化。
3.3 通过数据分析优化生产流水线:通过对生产数据进行分析,可以找出生产节拍和设备利用率的瓶颈,从而采取相应措施进行优化。
四、自动化生产流水线节拍和设备利用率的监控4.1 建立监控系统:可以通过建立自动化的监控系统,实时监测生产节拍和设备利用率的数据,并及时反馈。
4.2 数据分析与报告:对监测到的数据进行分析,生成报告,及时发现问题并采取措施解决。
4.3 持续改进:通过不断的监控和改进,提高生产流水线的效率和设备的利用率,实现生产过程的持续改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产节拍时间计算公式
为了使生产和销售节奏同步。
节拍在德语中式节奏或者节拍的意思。
生产节拍时间是生产一件符合客户要求的零件所需要的时间比率。
实施者:
精益小组可以和销售人员一起工作,确定客户需求和客户订购模式的一致程度。
小组将需要根据人工小时和机器小时确定生产能力。
实施时间:
几分钟到几小时,如果可以预计客户的需求,计算就非常简单。
如果您需要搜集历史数据来预计客户需求,那么可能需要几个小时。
作用:
调整生产速率,以使它与客户需求速率相符,将重点放在对客户需求的了解上设置标准速率,可以此为参照对所有操作进行计划和衡量。
实施步骤:
下面的例子说明了生产节拍时间公式。
要点
·生产节拍时间是公司为满足客户需求所必须保持的产品生产速率。
·生产节拍时间将成为工厂或者生产的节奏。
·生产节拍时间设定有规律的、可预期的节奏,并型成标准化工作的基础。
在计划标准化工作之前,必须计算生产节拍时间。
每次改变生产节拍时间时,也会改变标准化的工作。
丰田将定期改变生产节拍时间的能力看作是衡量某一设施的精益实践活动成熟度的指标。
随着订单数量的增加或减少,可以调整生产节拍时间,以使生产和需求同步。
当需求增加时,生产节拍时间减少。