双盘磨
盘磨
盘磨机1.盘磨机的原理:纸浆在高速磨盘的旋转产生的巨大离心力的作用下,从磨盘中心向圆周方向运动,在这个过程中,纤维受到摩擦力,扭力,剪力和水力等多种作用,因此纸浆经盘磨机之后,纤维的撕裂,分丝,帚化,弯曲,压溃和搓揉显著,而切断较少.2.盘磨机的分类:(按磨盘的数量分类)(1).双盘单动盘磨浆机:它是一对磨盘,其中一个磨盘由主轴带动回转,是一种单盘回转的双盘磨浆机,简称为单盘磨机.(2).双盘双动盘磨浆机:它的磨室里有一对磨盘,两个磨盘各由一台电动机通过主轴带动,使盘面相对面而反向回转,简称双盘磨机. (3).三盘单动盘磨机:这类盘磨机的磨室内一般装有三个圆盘.中间圆盘由主轴带动回转,它的两个表面均装有磨片,与两个固定圆盘上和磨片形成两对磨浆面,好像两个单动盘磨机装在一个磨室里一样.因此有时也称它为{双盘磨机}.为了避免与双动盘磨机的盘磨机相混,故把它称为三盘靡磨机(两对磨片安装在三个圆盘上)(4)多盘磨浆机:为了提高低浓(2%-6%)打浆的效率,已发展出总盘数为5,动盘数为2的多盘磨浆机,即五盘双动盘磨机。
3按主轴安装形式分类:(1)卧式盘磨机:主轴成水平布置的称为卧式盘磨机,在现今的造纸厂中,这一类型的盘磨机用得最广泛。
(2)立式盘磨机:主轴直立地布置的称为立式盘磨机,它的特点是纸浆沿重力方向由磨盘中心进入两盘面间隙,容易均匀分布于高速回转的盘面上。
4.磨片磨形结构:基本齿形类型:磨片的基本齿形分疏解型和帚化型两种.通常正锯齿形和斜锯齿形的磨纹用来疏解纸浆,平齿形或圆齿形的磨纹可用来帚化纸浆纤维.5盘面间隙与调节机构:为了控制盘磨机操作时磨盘面间保持一定的间隙,盘面间的纸浆保持着一定的打浆压力.必须设置调节机构.盘面间隙与处理的纸浆的质量,处理量和动力消耗有着对应的密切关系.一般盘磨机工作时,精磨的盘磨机两盘面间的间隙必须保持在小纤维的直径大小.故盘面间隙的调节精度必须达到1/100MM.这就要求盘磨机有良好的结构精度,有精确的间隙调节机构来完成间隙的调节.生产中使用的有机械调节,电动---机械调节和液压调节三种机构: (1).机械调节:机械调节是用手轮摇动蜗轮蜗杆并通过梯形螺旋传动来使转盘移动达到调节盘间间隙的.调节量的大小可通过手轮处的指针和刻度盘表示出来.这种调节机构,虽然不够精确,但易于掌握,并且结构比较简单,容易操作,适用于小型盘磨机(2)电动---机械调节:电动机械调节是借助小型电机带动蜗杆蜗轮实现的。
基于摩擦磨损实验的双盘直槽研磨方法的研具选材研究
第27卷第6期2020年12月工程设计学报Chinese Journal of Engineering DesignVol.27No.6Dec.2020基于摩擦磨损实验的双盘直槽研磨方法的研具选材研究邓晓帆,任成祖,陈洋,陈光,蔡智杰,贺英伦(天津大学天津市装备设计与制造技术重点实验室,天津300350)摘要:双盘直槽(double-disc and linear-groove,DDLG)研磨方法是以1个平端面研磨盘和1个具有多条直沟槽的研磨盘为对磨研具,对圆柱滚子的滚动面进行精密加工的新方法。
在加工过程中,圆柱滚子沿直沟槽连续供料,在2个研磨盘的摩擦力矩驱动下连续自转。
研磨盘材料的选择是搭建双盘直槽研磨设备的基础。
为了确定适用于双盘直槽研磨方法的研磨盘材料组合,基于摩擦磨损实验展开相关研究。
首先,基于摩擦原理,分析了圆柱滚子的运动状态和研磨盘材料的摩擦特性对研磨效果的影响,并确定了研磨盘材料摩擦系数的筛选条件。
然后,通过销-盘摩擦磨损实验测试了铸铁、45钢、黄铜、聚四氟乙烯(polytetrafluoroethylene,PTFE)、有机玻璃(polymethyl methacrylate,PMMA)、125%铸铁基固结磨料和125%树脂基固结磨料等多种备选材料在研磨条件下的摩擦系数、耐磨性和排屑性能。
最后,搭建了双盘直槽研磨试验台,通过观察圆柱滚子的自转情况来验证基于摩擦磨损实验的研具选材方法的合理性。
通过摩擦磨损实验测得,铸铁和45钢的滑动摩擦系数大,磨削效率高,但耐磨性差,适合用作大去除量场合的上研磨盘材料;有机玻璃的滑动摩擦系数大,耐磨性好,磨削效率高,适合用作小去除量场合的上研磨盘材料;聚四氟乙烯的滑动摩擦系数小,耐磨性好,可用作下研磨盘直沟槽材料;固结磨料的滑动摩擦系数变化大且易堵塞,不适合用作研磨盘材料。
研究结果可为双盘直槽研磨设备的设计提供可行的研具选材依据。
关键词:圆柱滚子;双盘直槽研磨方法;摩擦磨损实验;研磨盘选材中图分类号:TH161;TG580.1;TP391.9文献标志码:A文章编号:1006-754X(2020)06-0720-09Research on material selection of lapping tools for double-disc and linear-groove lapping method based on friction and wear experimentDENG Xiao-fan,REN Cheng-zu,CHEN Yang,CHEN Guang,CAI Zhi-jie,HE Ying-lun (Tianjin Key Laboratory of Equipment Design and Manufacturing Technology,Tianjin University,Tianjin300350,China)Abstract:Double-disc and linear-groove(DDLG)lapping method is a new method of precision machining the rolling surface of cylinder roller by using a flat-end lapping disc and a lapping disc with several linear grooves as lapping tools.During the machining process,cylinder rollers are fed continuously along the linear groove and continuously rotate driven by the friction torque of two lapping discs.The selection of lapping disc material is the basis for the construction of double-disc and linear-groove lapping equipment.In order to determine the material combination of the lapping disc that is suitable for the double-disc and linear-groove lapping method,relevant researches are carried out based on the friction and wear experiment.Firstly,based on the friction principle,the influence of the movement state of the cylinder roller and the friction characteristics of the lapping disc material on the doi:10.3785/j.issn.1006-754X.2020.00.086收稿日期:2020-01-03修订日期:2020-03-04本刊网址·在线期刊:/gcsjxb 基金项目:国家重点研发计划资助项目(2018YFB2000401);国家自然科学基金资助项目(51935008)作者简介:邓晓帆(1987—),男,山东潍坊人,博士生,从事高精度滚动轴承滚动体超精密加工工艺与技术研究,E-mail:**********************,https:///0000-0002-1118-4090通信联系人:任成祖(1963—),男,安徽和县人,教授,博士,从事陶瓷滚动轴承设计理论与制造技术以及硬脆材料精密、超精密加工理论与关键技术研究,E-mail:**************.cn邓晓帆,等:基于摩擦磨损实验的双盘直槽研磨方法的研具选材研究第6期lapping effect was analyzed,and the screening conditions for the friction coefficient of the lapping disc material were determined.Secondly,the friction coefficient,wear resistance and chip removal performance of various materials,such as cast iron,45steel,brass,polytetrafluoroethylene(PTFE), polymethyl methacrylate(PMMA),125%cast iron-based consolidated abrasive and125%resin-based consolidated abrasive were tested by friction and wear experiments under lapping conditions.Finally,a double-disc and linear-groove lapping test bench was built to verify the rationality of the material selection method based on the friction and wear experiment by observing the rotation of the cylinder roller.The results of friction and wear experiments showed that the cast iron and45steel had large sliding friction coefficients and high lapping efficiency,but its wear resistance was poor,which were suitable for the upper lapping disc material for large removal occasions;plexiglass had a large sliding friction coefficient,good wear resistance and high lapping efficiency,which was suitable for the upper lapping disc material for small removal occasions;PTFE had a small sliding friction coefficient and good wear resistance,which was suitable for the straight groove material of lower lapping disc;the sliding friction coefficient of consolidated abrasive varied greatly and it was easy to block,so it was not suitable for the lapping disc material.The research results can provide a feasible material selection basis for the design of double-disc and linear-groove lapping equipment.Key words:cylinder roller;double-disc and linear-groove lapping method;friction and wear experiment;material selection of lapping disc滚子轴承广泛应用于各类旋转机械,尤其适用于高速列车等重载机械[1]。
EcoMet30单双盘磨抛机

4
清洁简单
磨盘可轻松取下
我们的磨盘可轻松取下,易于深度清洁,防止交叉污染。不需要任何工具可以直接将磨盘从盆腔取出,进行内衬清洁。
快速清洁内衬
取下磨盘后,直接冲洗或更换内衬,然后将其放回盆腔,插入磨盘并开始磨抛。
人机工程学设计
直接排水系统
可最大限度地减少碎屑堆积并节省清洁时间。
旋转方向
用电量
控制面板
供水压力 供水管 噪音 动力头电机功率 重量
尺寸 (L x D x H) 动力头转速 中心力加载 单点力加载 试样尺寸, 中心力模式 试样尺寸, 单点力模式 压缩空气管 压缩空气压力 遵循标准
EcoMet 30 单盘手动
EcoMet 30 双盘手动
EcoMet 30 单盘半自动
耐用
EcoMet 30 专为连续使用的实验室环境而设计并经过了大量的测试。半自动和手动型 号使用坚固的铸铝,大幅提高了设备的性能和耐用性。
一键清洗
半自动版本包含一键清洗功能,以防止在研磨步骤之间发生交叉污染。一键清洗按启之后,磨抛将按客户预定的速度和时间旋转。 一键清洗功能在最后 10 秒期间会关闭水流,以便去除多余的水,为下一道磨抛做好准备。
Burst模块配有手动开关来控制抛光液的配送,通过Burst模块 可以设置滴液速率,手动开关可以启动/停止Burst 模块。
产品编号 40-10005 40-2823
描述 Burst 模块 手动开关
10
EcoMet 30 双盘半自动
100-240VAC,50/60Hz,单相
300W
440W
8in [203mm]、10in [254mm]、12in [305mm]
低浓双盘磨浆机选型计算

13
■田■■l 纸
与精 浆强 度 的关 系 .是 目前 使用 最广 泛 的精 浆 衡量 指标
SEL:—
cutting edge length 1 【J,叫
式 中:cutting edge length—— 边 缘 长度 见 (1.2) net ref iner Dower一 有效 功率
一
.
—.
—.
—.
一
.
—.
磨 浆是 制浆 处理 工艺 中不 可缺少 的和决定 产 品 最 终质 量 的环节 .而不合 适 的磨浆 机选 型会 使 纸浆 生 产 的产 品质量 下 降 .效率 降低 双 盘磨 浆机 选 型应 根据产 品 、产量 、原 料 、打 浆要 求等 确定 单位 能耗 、有 效 功 率 、有 效边 缘 负荷 、切 削角 ,从 而 选 择磨 浆 机 数 量 及磨 片类 型 、磨浆 机尺 寸等 。
- 和磨 浆机 系列 选型 计算 示例 。
:
:
关键词 :磨 浆机 有 效边 缘 负荷 边缘 长度 磨 片 类型
:
I
’
I
●
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
一
.
.
.
.
一
.
.
.
.
一
一
.
.
.
.
一
.
.
.
一
.
一
.
一
一
一
一
.
一
一
.
一
2号双盘磨浆机轴承更换流程
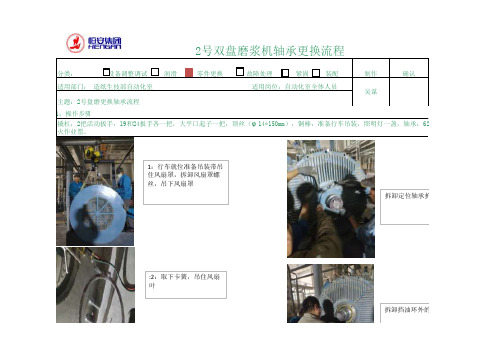
分类:制作确认1:操作步骤做前准备工作及相关工具:氧气乙炔,吊装带,轴承加热器,液压拉码,液压千斤顶,外卡卡簧钳,自制俩抓,高强度丝杆:(φ12*300mm)*2,撬杠,2把活动扳手,19和24扳手各一把,大平口起子一把,顶丝(φ14*150mm),铜棒,准备行车吊装,照明灯一盏,轴承:6232M/C3一盘,开动火作业票。
吴谋2号双盘磨浆机轴承更换流程设备调整调试 润滑 零件更换 故障处理 紧固 装配 适用部门: 造纸生技部自动化室 适用岗位:自动化室全体人员主题:2号盘磨更换轴承流程1:行车就位准备吊装带吊住风扇罩,拆卸风扇罩螺丝,吊下风扇罩:2:取下卡簧,吊住风扇叶:3:把专用铁板架固定上去:4:用氧气加热散热风叶,加热到180度左右。
9:用氧气加热挡杠同时撬挡油环力取下挡油环10:用行吊吊住电拆卸电机端盖螺丝丝(150mm)顶起:5:放入液压千斤顶,顶出散热风叶:6:用行车把散热风叶吊至一旁。
11:顶起端盖后,用行吊吊住电机端12:清洁轴承上的轴承,加热至80用护油盖带出轴承安装的时候,用轴承加热器把轴承加热至110度,实际温度80度:安装轴承,安装电机端盖,用氧气把挡油环加热至50-80度左右安装挡油环,在安装挡油环外的卡簧,之后安装定位轴承的护油盖,然后安装散热风叶前把散热风叶用氧气加热至150-80度左右后安装散热风叶,在装散热风叶外的卡簧。
最后安装电机风扇罩子。
日期(φ12*300mm)*2,明灯一盏,轴承:6232M/C3一盘,开动2018/11/29加热挡油环,用撬挡油环2边,平衡用油环吊住电机尾端轴,盖螺丝。
用专用顶)顶起端盖。
盖后,放下尾端轴,电机端盖取下。
承上的油脂,加热80-100度左右,出轴承。
DD盘磨控制柜操作说明书

DD600双盘磨浆机自 动 控 制 操 作 说 明 书山东晨钟机械股份有限公司二00八年九月注意事项 (3)一、 系统概述 (4)二、 安装要求 (4)三、 接线要求 (4)四、 操作面板功能键 (4)五、 控制变频器与电机 (5)六、 磨浆机启动前准备 (6)七、 磨浆机启停控制 (6)八、 供浆泵控制 (7)九、 磨浆过程控制 (7)十、 退刀操作 (7)十一、 冲洗及停机 (7)十二、 维护与保养 (8)十三、 控制图纸 ………………………………………………………………………9-12注 意 事 项1.磨浆机应由熟悉磨浆工艺、具有磨浆经验、同时具有高度责任心的人员进行操作。
2.在对本设备操作之前,请仔细阅读系统自控说明书,并接受培训。
3.严禁非专职仪表、电气维修人员开柜进行检查、维修。
维修之前必须切断所有进线电源,防止意外事故地发生。
4.本控制台安装现场,必须进行严格的防水、防尘保护,同时柜体必须可靠接地。
5.本控制台的所有进、出线必须使用屏蔽电缆。
6.操作人员在操作过程中必须保持双手清洁。
7.禁止用尖锐物品接触操作界面,如果界面需清扫,请用干净的软布沾清水轻擦即可。
8.本设备绝不允许在进、出浆阀门关闭的情况下运转。
9.今后如有改动,恕不另行通知。
一、系统概述磨浆机单台自控系统是由操作面板TD200、可编程控制器、功率变送器、变频进刀装置组成的一个闭环反馈系统,其性能比较完善,自动化程度比较高,成浆指标比较稳定,操作简单且可靠。
变频进刀机构根据PLC发出的指令实现变速进、退刀;PLC控制系统为整个控制系统的核心,在保证磨浆机可靠、正常工作的基础上,实现恒功率打浆控制;人机界面是操作人员与PLC控制系统之间的联系钮带,实现数据的实时交换与状态的监视。
可实现远程(DCS)与现场(PLC)两地控制。
二、安装位置要求本控制柜安装位置有以下要求:z要求环境通风良好、无振动。
z柜体无防水保护,需注意防水。
双盘磨打浆系统设计选型

与 浆度有 近似 的线性 关 系 ,因此 只要 知道某 一 纤 维每增 加一度 浆 度所需 要 的净 功率 ,就可 以
针 叶木净 有效 能耗 为W
单位 能耗 1k /* R 5 Wh tS 增加 浆度 AS = 0 1= 4 R R 5— 6 3S
总打浆 能耗 为W 盘 磨单 台装 机为W’ 10 W = k 1
过 高或过 低都 不好 ,根据 生 产实践 来 看一般 进 盘 磨 的净压 力保持 在02 a .MP 左右 较 为合适 。
则 泵 的扬程 :
H= .M a 管路损 失 02 P +
22 流量选 择 .
双盘磨 同样 可 以达 到 产量 要 求 , 但工 艺操 作 较 难 , ) 片选 型受 到 一 定 限 制 : ) 台 盘 磨 浆 (磨 1 (单 2
关键 词 : 双盘磨 ; 打浆 单位 能耗 ; 计 选型 设
国 内 生 产 双 盘 磨 主要是 测 绘 国外 产 品 , 厂 家 本 身 不 具 备 研 发 能力 , 于 盘磨 的特 性 对
作 者 简介 : 黄友 义先 生 , 工程
阔叶木 针 叶木 1 选 型原则 . 2
1 —1 k l t S 0 5 W l* R / 1 —1 k l t S 2 8 W l* R /
l 双盘磨 打 浆能力 的计算
11 打浆单 位能 耗 .
国产盘磨 生产 能力 的描 述 主要是 缺少 了产
能 与浆度 的关系 ,以及 在对 应 打浆 度情 况下盘 磨 的绝干 生产能 力为 多少 的计算 。纤 维 的打浆 过 程实质 上是一 个能 量 的转 化 过程 ,即盘磨 的
动 能转化 为纤维 的势 能 , 于 同一纤 维 , 对 其能 耗
双盘磨浆机工作原理

双盘磨浆机工作原理
双盘磨浆机是一种用于磨浆制备的设备,其工作原理如下:
1. 设备结构:双盘磨浆机由两个旋转的磨盘组成,磨盘之间设有一定的距离,可以调节。
磨盘内部有一层磨辊,通过电机和传动装置驱动磨盘旋转。
2. 原料进料:将需要磨浆的原料加入到双盘磨浆机的进料口处。
原料可以是固体物料、液体物料或者其它形式的原料。
3. 磨浆过程:当磨盘旋转时,原料会被磨盘和磨辊所夹持,并被夹持处的摩擦力和剪切力所作用。
这些力可以将原料颗粒彼此之间的结合力破坏,使得颗粒被细化和破碎。
4. 研磨调节:通过调整磨盘之间的距离,可以改变破碎物料的粒径大小。
如果磨盘之间的距离较小,颗粒受到的摩擦力和剪切力较大,破碎效果会更好,得到较细的破碎产品。
5. 出料排放:磨浆过程中,破碎后的颗粒会从磨盘中排出,形成磨浆产品。
这些磨浆产品可以通过出料口排出,进一步处理或者直接使用。
双盘磨浆机通过磨盘旋转和磨辊的夹持作用,在物料的压力、剪切和摩擦力的共同作用下,实现颗粒的细化和破碎,实现磨浆的目的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新一代双盘磨浆机磨盘低强度制阔叶浆和脱墨浆摘要打浆在不仅在备浆中而且在整个造纸过程中起着重要的作用。
其次,原料的选择对最终的产品品质的影响最大,在整个过程的高排名中使得它更加重要,需要最佳的打浆机,最合适的填浆类型的配置和最佳参数。
本文介绍了采用新一代的磨盘的几种硬木纸浆(桉树,桦树和混合热带硬木)以及回收纤维的打浆。
这种新的类型有一个更精细的齿宽和窄槽,从而提高了切削刃的长度(CEL)。
新机器的设计保证了比刀缘负荷(SEL)和空负荷功率下降,并能够在低强度的条件下运作。
因此较高的打浆效率和更低总有效磨浆功耗对造纸厂是有利的。
优化试验共进行了不同切削角度,齿宽和比刀缘负荷(SEL)的实验。
结果发现,低强度打桉树与桦木浆时切削角度40 °优于60 °,达到高强度性能。
为了实现高强度性能对精细的齿宽也是有要求的,因为比刀缘负荷(SEL)需低于1.0 J /M。
为了获得混合热带阔叶浆的低强度磨浆的最佳强度性能,需要一个高于其他阔叶浆切割角度和非常低的比刀缘负荷(SEL)。
试验还进行了脱墨浆实验,结果显示最好的结果与精细的齿宽,高的切削角度和低刀缘负荷有关。
概述打浆在不仅在备浆中而且在整个造纸过程中起着重要的作用。
其次,原料的选择对最终的产品品质的影响最大,在整个过程的高排名中使得它更加重要,需最优的打浆机的运作,最合适的填浆类型的配置和最佳参数。
为了满足日益增长的轻度打浆的需求,新机器的设计保证了比刀缘负荷(SEL)和空负荷功率下降,并能够在低强度的条件下运作。
因此对造纸厂是有利的,有较高的打浆效率和更低总有效磨浆功耗,以及更好的纸张质量。
本文介绍了应用新一代的磨盘的几种硬木纸浆(桉树,桦树和混合热带硬木)以及回收纤维例如脱墨浆的打浆。
这种新的类型有一个更精细的齿宽和窄槽,从而提高了切削刃的长度(CEL)。
优化试验共进行了不同切削角度,齿宽和比刀缘负荷(SEL)的实验。
概要为什么低强度磨浆?纸浆市场调查表明,未来纸和纸板的需求会增加。
最大的增幅将是回收纤维采购,而原生纸浆将越来越多地来自阔叶木,特别是在亚洲人造林的的快速生长的物种。
工业的要求应为这个发展趋势负责。
事实上,越来越多的短纤维阔叶浆正在被使用,不仅由于它们杰出的光学性能(良好的透光性)和表面性能(良好印刷性),而且因为它们的低成本。
随着阔叶浆的使用的增加,磨浆的重要性也同样增加。
今天,这些纸浆能够保证其高强度性能,但造纸厂需要达到尽可能最佳的整体效果。
由于阔叶木的高强度性能,纸制品的软木纸浆比例可以降低。
为了达到这种类型配料的最佳的效果,磨浆条件需要进行改进。
硬木纸浆比软木纸浆纤维短,薄,以及他们对打浆负载的抗性要低得多。
而且,大部分纤维之前就被研磨,所以次生配料有相对较低的抗磨性。
此外,大部分纤维的每一次的回收都有弱化的效果。
基于这个原因,阔叶木浆和次生配料的磨浆应该是非常温和的,需要低比齿韧负荷的低强度磨浆。
能源投入应当非常低。
这利用了最佳的纤维造纸的潜力,主要通过最小化甚至避免任何得进一步的削短纤维。
这是一个高撕裂强度的重要要求,它能够在磨次生纤维浆时的快速削弱比齿韧负荷。
另一方面,印刷提出更高的要求意味着更高的表面质量的要求。
特别适用于二次纤维备料改良新闻纸,超级压光纸和低定量涂布纸的等级。
为了改善表面质量,生活用纸回收的脱墨浆的R14含量必须降低,换句话说,剩余的粗糙的热磨机械浆纤维束必须破碎。
回收纸备浆另一个目的是提高再生纤维的主要技术性能。
其中许多都有很高的潜力能够可通过磨浆加以利用,从而纠正在前的阶段回收纤维处理的负面效果(如肿胀,灵活性,和粘接潜力)。
由于再生纤维磨浆的目标取决于最终产品和所使用的废纸类型,磨浆的应用广泛。
该行业的进一步重要的要求是,节省磨浆能源和更长磨盘的使用寿命,从而降低运营成本。
1、低强度磨浆是什么意思?该技术成果和成本取决于纤维处理的强度和次数。
最好的描述纤维处理的情况的关键数字是“有效磨浆功耗”,用千瓦时/吨来表述。
有效磨浆功耗的商是净/总功率和备料的整体流量。
它可以被理解为产品的纤维处理的强度和次数。
但是,有效磨浆功耗不适用于准确描述磨浆过程或预测结果。
基于这个原因,已经制定了描述强度和磨浆次数的其他几个关键数字。
Meltzer和Sepke 很好的概述这些关键数字。
Brecht 和Siewert定义的比齿韧负荷是一个全球公认的测磨浆强度的数据。
正如名字所指出的,在纤维处理过程中这项工作由齿宽起着主导作用的。
预测磨浆结果的关键数字是由净精磨率(PE)和切削刃长(CEL)计算出来的。
有效磨浆功率就是磨盘的总磨浆功率和泵功率(在水中无负载或闲置功率)之间的差距。
切削刃的长度(CEL)是来自转子与定子杆的数量,杆平均长度和磨浆机转速.比齿韧负荷越高,短纤维越多,同时是一个有较明显的细纤维化效果较低值。
低强度的条件下的磨浆,有两种可能性:1。
减少磨浆功率;2。
增加切削刃的长度(CEL)。
减少磨浆功率导致低利用系数,结果是更多的机器需要实现一个给定的磨浆效果。
为了提高切削刃的长度(CEL),必需要更长的杆长,因此,更精细的齿宽和/或更窄槽也是必要的。
另一种直接影响磨浆效果的几何参数是切割角度。
本文介绍的结果同样提到切割角度。
2、新一代磨盘的要求合适的低强度磨短纤维浆磨盘有哪些要求?齿宽应尽可能精细,沟槽宽度尽可能狭窄。
这将导致高切削刃的长度(CEL)。
基于材料强度的考虑,齿宽只能在有限的程度上减少。
材料强度还受齿高的影响,因为高度越低,齿越细都可以。
另外一个低齿高的优势是低无负载功率。
另一方面,齿高必须足以确保所要求的高吞吐量和足够的使用寿命。
尤其是后者的因素更重要,由于其含量高的磨盘内容,次要纤维比原始纤维备料需要更多研磨。
为了避免过短纤维,齿宽不应超过一定的最低限度。
忽视这一事实可能将切削刃的长度(CEL)和低比齿韧负荷的积极作用抵消。
与槽宽有关的要考虑的另一个重要方面是堵塞,这个取决于纤维的类型和它们的状况。
风险最高的是长、粗纤维。
在所有情况下,为了保持无负载的总磨浆功率相对低比边缘负荷尽可能低,所以切削刃的长度(CEL)必须非常高。
作为磨浆机效率的一个功能的无负载功率的关键因素。
假设空载功率是恒定的,磨盘时用具有较高的切削刃的长度(CEL)更有效率。
0.8J / m磨盘时使用3毫米齿宽和2毫米齿宽为同样的效率,比齿韧负荷提高到1.5J /M,也就是说,对于磨浆功率转换为更精细的磨盘设定时,给定的比齿韧负荷必须增加。
3、试验条件试验在德国拉文斯堡福伊特苏尔寿备料研究和技术中心进行。
该磨浆设备包括一个7立方米碎浆机,两个9立方米箱子和一个工业规模双盘磨浆机(磨盘直径:20“)。
磨浆实验的备料浓度在4%至5%之间,流量在360和2100升/分钟,其取决于所期望的每次输入有效磨浆功耗。
所有试验已在转换模式进行。
每一个试验中,250公斤o.d.纸浆在备浆浓度为6%和温度约30 - 35摄氏度用淡水水力碎浆10分钟。
设定磨浆有效功率点从所需的比齿韧负荷和的CEL计算。
加上水中无负载功率,测量磨浆总功率达到磨浆控制参数。
磨浆功率是通过改变转子和定片的磨浆差距控制的。
吞吐量是计算每次有效磨浆功耗。
已安装的电机功率范围可达3000千瓦。
集成的换版装置确保快速方便地更换磨盘。
备料到机器之间的流动在两个定子和转子之间的磨浆缝隙间均匀分布的。
由于纤维通过这些缝隙悬浮移动到周边,在磨盘转子和两个定子之间研磨直到离开机器前。
由于花键轴自由的轴向运动,转子是液压自定心。
这种安排保证了磨盘磨浆机的精确并行性,并提供了一个高效和统一的纤维处理。
电动机械设备在轴向方向移动定子调整磨浆缝隙,也调整马达功率。
如果没有备料的流动,机电调整器件提供高速释放系统。
实验程序用不同类型的填充物进行了广泛的试验。
在不同的齿边缘负荷下进行了不同的齿宽和槽宽和各种切割角度进行试验。
试验的目的是寻找获得各种配料的最佳技术成果的最佳参数。
实验期间的能源输入故意比典型的工厂应用高。
本文总结了许多试验的主要成果,集中于以下方面:•两个切割角度之间的比较(40 °和60 °)•两个齿宽之间的比较(2mm和3mm)•不同比齿韧负荷之间的比较许多不同类型的脱墨纸浆包括不同的来源的不同配料。
在试验中使用一个典型的脱墨纸浆混合物。
磨浆前,脱墨浆进行高浓度清洗,然后进行孔筛选和浮选。
4、结果(1)切削角桉树/桦木切削角度对硬木桦木和桉树纸浆抗拉强度的影响。
这些试验是在低强度,0.6J / m的比齿韧负荷和2mm的齿宽的条件下进行。
正如这比较表明,在两个纸浆实验中40 °的切削角度比60 °的切削角度都取得更好的效果。
例如桦木实验中,给定的抗张力强度为70Nm/g时得到在一个较低的打浆度(40 °是打浆度28,60 °时打浆度33),并减少磨浆所需的能耗(总功率为180千瓦时/吨,而不是210千瓦时/吨)。
一个给定的抗张力强度时切削角度为40 °时,导致块状和不透明度较高。
在高抗张力强度值而力量不再进一步增加,块状和不透明度却迅速下降。
混合热带硬木对于混合热带硬木的抗张力强度特性表明,与桉树和桦树的实验结果相反,最好的结果是切削角度为60 °,低强度的,比齿韧负荷为0.8J/m条件下的实验结果也相同。
至于总比能方面,此备料的60 °的切削角度磨浆更高效的。
,另一个因素是硬木纸浆的导管细胞。
这些细胞是胶版印刷缺陷产生的原因,经常被称为掉毛。
导管细胞的非常平坦,灵活,约0.5 - 1.0mm长。
一个粗混合热带硬木的导管细胞。
其灵活性使导管细胞不可能分馏,减少其大小也比较困难。
在造纸机成形部,这些细胞集中在板料的顶部,可能会导致在涂布过程中或随后的过程中的出现问题。
在印刷过程中,掉毛并粘在印刷机械轧辊表面,从而导致故障点的。
但是,有减少掉毛的可能性。
可以增加合适Z -纸张强度合适的磨盘,这样的导管细胞就能够留在纸面上。
以60 °的切削角度磨浆能达到了最好的结果脱墨浆磨浆是采用40度切割角度比为60 °切削角度需要较高打浆度和给定的抗张力强度的更多的能耗。
切削角度对硬木桦木和桉树纸浆抗拉强度的影响试验结果可以得知:高强度特性和低比能的最佳切削角度为40 °。
但是,这不适用于所有配料。
混合热带阔叶木浆和脱墨浆需要较高60°切削角度。
原因之一可能是混合热带阔叶木浆和脱墨浆都给予抗性较差的配料。
切割角度几乎没有对桉树和桦树纸浆纤维缩短的影响,但是对混合热带阔叶木浆和脱墨浆,40 °切削角度比60 °切削角度缩短效应更高。
(2)齿宽为了成功操作更精细齿宽,知道齿宽对磨浆效果的影响是很重要的。