塑胶模具浇口与流道设计共42页
塑胶模具基本结构详解

塑胶模具基本结构简介1模具基本结构1.1二板模1.2三板模1.3热浇道2流道与浇口2.1流道形式2.2浇口设计3冷却系統3.1一般水3.2冷冻水3.3油温4顶出系統4.1二段顶出4.2强制顶出5倒勾处理5.1滑块(內滑块)5.2斜销5.3强制脱模第一单元模具基本结构图9工件浇口料销1.1模穴的配臵1.1.1对单穴之情況:<A>对于需要中央进浇之情況图10由中心进浇直达分模线图11传统式之模具基本构造图12三板式之模具基本构造图13由中心进浇直达分模线<B>对于侧向进浇之情況:图14单穴侧面进浇方式图16热浇道模于偏离浇口之应用实例第二单元流道与浇口2-1前言模具设计的必要条件是要有广泛的知识领域。
根据成形品的形状及性质。
考虑其材料将如何射入,成品将如何取出以及模具机构为何等问题。
欲适当的处理这些问题,则必须充分的了解常用的基本机构及处理方法。
在此让我们一一的介紹射出成形模具所必须具备的基本基能。
2-2材料的流通机构2-2.1注道注道是从成形机构的喷嘴至流道之间,有一段锥形的孔道,以引导材料进入模穴中,是模具构造中最先与材料接触的部位。
其前端孔径较小,末端孔径较大,锥孔斜度约3~5度。
注衬套前端之R 需大于喷嘴之R约0.1mm,以便与喷嘴密切接合且小端孔径须大于成型机之喷嘴孔径约1mm程度。
如图17所示。
H部份约3~5mm。
图17 注道衬套2-2.2流道流道是从注道之末端至浇口之间的通路部份。
也是影响材料流动关系最密切的部份。
例如模穴充填不足等不良原因,大多由于流道问題而产生。
流道的断面形状可采用如图18所示之形式,一般以圆形或梯形较适宜。
为减少流动阻力,其表面必须加以研磨。
並考虑其段面积的大小及材料损失。
流道的断面积约图18 流道的断面关系2-2.3 浇口流道的終点,模穴的入口称为浇口。
浇口在射出成形模具中占有最重要的地位,系因其具有下列的功能:(1)控制注入材料的流动状态,如流量及流速等。
(2)减轻入口附近的残余应力,防止产生裂痕和收缩之影响。
塑料件注塑模具的浇口及流道设计
间接配合
浇口和流道通过其他结构进行间接连 接,这种配合方式可以更好地适应复 杂模具结构的要求。
配合实例
侧浇口与直通式流道的配合
侧浇口与直通式流道配合使用,可以保证塑料熔体的流动顺畅,适用于生产小 型塑料件。
扇形浇口与分流道的配合
扇形浇口与分流道配合使用,可以满足大型塑料件的充填要求,并减少溢料现 象的发生。
根据塑料件的精度要求选择浇口类型,高精度要求的塑料件应选择潜伏式浇口或直 接浇口。
根据塑料件的成型周期和生产效率要求选择浇口类型,生产效率要求高的应选择侧 浇口或扇形浇口。
浇口的尺寸
浇口的尺寸应根据塑料件的尺 寸、形状、精度要求以及塑料 熔体的流动特性来确定。
浇口的尺寸过大会导致塑料件 产生过大的收缩率,尺寸过小 会导致塑料件充填不足或产生 喷射痕。
SolidWorks
一款广泛使用的CAD软件,也适用于注塑模具设 计,提供了丰富的流道设计和分析工具。
3
Moldflow
专业的注塑模具设计软件,提供了流道设计和分 析功能,可以模拟塑料熔体的流动和冷却过程。
PART 05
浇口与流道设计案例分析
案例一:手机壳浇口设计
总结词
手机壳浇口设计需考虑浇口位置、尺寸和数量,以确保塑料能够顺利填充模具并 减少缺陷。
详细描述
根据餐具的形状和尺寸,选择合适的浇口位置和尺寸,以实现均匀填充。同时,流道的走向应与餐具的形状相匹 配,以减少流动阻力。在设计过程中,还需考虑餐具的功能需求,如刀叉的锐利度、碗盘的承重能力等,以确保 设计的实用性和可靠性。
PART 04
设计优化与改进
优化原则
减小浇口截面积
避免死角和滞留
浇口截面积的大小直接影响塑料熔体的流 动速度。减小浇口的截面积可以使熔体的 流动速度增加,从而提高生产效率。
浇口及流道设计GATERUNDESIGN.

Flow channel
Gate geometry varies widely depending on drop style and usage
閥澆口(Valve Gate)
與熱澆道類似, 但是由一個銷釘關閉這個澆口孔口 在週期期間銷釘能夠控制不同時間之開與關 模型建立使用Beams
Valve pin
使用在三板模模具 非常小的孔洞 模型建立使用Beams 孔洞直徑約為0.25~ 1.5 mm
Drop blue Gate, Yellow
熱澆道(Hot drop)
直接將熔膠材料送到產品 熱澆道形式決定了澆口幾
何造型與尺寸 孔口尺寸是重要關鍵,它控
制噴口塑料不會流出 模型建立使用Beams
指定澆口位置
手動建立流道系統與多模穴複製 設定形狀因子與建立
對稱形多模穴模具
指定產品形狀因子與建立對稱形多模穴
選擇整個產品 按滑鼠右鍵 > Properties 在表列將所有屬性形狀因子(Occurence)設定為4
建立澆口
放大塑膠入口點區域 刪除塑膠入口點 建立澆口曲線
Relative 0, -3.175, –3.175 設定建立冷流道澆口
冷卻時間
冷卻時間建議保壓問題 決定流道系統80%最小冷卻時間或產品冷卻時間
時間 vs.壓力結果
如果沒壓力平衡與它 有關係嗎?時間比率低 於 0.04 秒!!
這個充填平衡足 夠好嗎?
這結果獲得3% 的時間不平 衡性與2%的壓力不平衡性
修改流道尺寸
在案例中如執行流道平衡分析,將會自動修改流道 尺寸且會在分析子目錄後面註解(runner balance)
保壓切換F/P
使用充填體積%, 設定 100%
注塑模的流道和浇口的设计文献综述

注塑模的流道和浇口的设计文献综述姓名:学院:专业:班级:学号:指导老师:注塑模的流道和浇口的设计文献综述摘要:流道和浇口设计不合理,则出模产品会出现空洞缩水凹陷气孔等缺陷,从而降低出模产品的机械性能断裂延伸率和冲击性能成型后产品尺寸变差较大,致使影响产品性能。
浇口直接影响注塑制品的外观、变形、成型收缩率及强度, 如果选用不当,容易使注塑制品产生缺料、熔接痕、缩孔、浇口白斑、翘曲、变脆及降解等缺陷。
根据注塑制品的不同特点,探讨了11种浇口形式的优缺点,进一步阐述了选用浇口类型与位置的方法及原则。
关键词:流道浇口 注塑模具 注塑制品设计环节引言流道和浇口设计是设计注塑模具的重要环节,其设计位置形状决定出模产品的质量物理性能等除此之外,流道浇口的合理布置对提高材料利用率,改善注塑工艺性等方面也有十分关键的作用。
浇口亦称进料口, 是连接分流道与型腔熔体的通道。
浇口选择恰当与否直接关系到注塑制品能否完好、高质量地注射成型。
浇口设计包括浇口截面形状与尺寸的确定和浇口位置的选择。
关于浇口截面形状及尺寸的确定, 很多教科书都有提及, 这里不再重复。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用, 因此也决定了注塑制品的强度和其它性能。
对于影响确定浇口位置的因素来说, 包括制品的形状、大小、壁厚、尺寸精度、外观质量及力学性能等。
此外, 还应考虑浇口的加工、脱模及清除浇口的难易程度。
正确的浇口位置可以避。
免出现那些可以预见的问题。
一、主流道设计1.主流道尺寸主流道是一端与注射机喷嘴相接触,另一端与分流道相连的一段带有锥度的流动通道。
主流道小端尺寸为3.5~4mm。
2.主流道衬套的形式主流道小端入口处与注射机喷嘴反复接触,属易损件,对材料要求较严,因而模具主流道部分常设计成可拆卸更换的主流道衬套形式(俗称浇口套,这边称唧咀),以便有效的选用优质钢材单独进行加工和热处理。
唧咀都是标准件,只需去买就行了。
2_05浇口和流道设计

– 浇口端点的Base Coordinate
– Offset Vector: 0, –36.825, 0
Create Beams
– 设定Create as
» Circle, 5 mm dia. Occur 4
为该runner做9个element
设定正确的形状、尺寸和 occurrence number (4)
Polypropylene 5.0-10.0 3/16-3/8
Polystyrene 3.0-10 1/8-3/8
PVC
6.0-16 1/4-5/8
流道建构案例
Wear cap
– Cavity duplication wizard – Runner Creation Wizard
Snap cover
框选整个产品 按鼠标右键选择Properties 对列示的所有properties指定
occurrence number为4 也就是说设定整个产品的出
现次数为4
创建Gate
将进浇位置放大 删除进浇点 为该浇口创建一条curve线,
– Relative 0, -3.175, –3.175 – 设定Create as为Cold gate
直接浇口
注道直接连到产品上 其大小由注道的大小决定 以beam element建构 有大而明显的浇口痕迹
Sprue Gate
膜式浇口
以膜式浇口作为圆柱状产 品的内径
通常有一段薄的区域与产 品相连
以shell elements建构
Diaphragm Gate
Gate Land
问题解答
流道设计
流道排布
两种常用的排布形式
塑胶模具设计准GB
2.对于多品多穴采用非平衡式分流道和进胶口,应依照流动的距离调整水口或流道的 大小,以确保尽可能各腔填充同步。
3.为减少热量及压力损失,流道应尽量短、直,且转角处须加R角保证流动顺畅。流 道表面须用600#以上沙纸省光,如果部品品是镜面,流道须用1000#沙纸省光。
差应提交客户确认;
3、模板间距考虑:分模面的确定要保证母、公模开模行程最短;
4、应尽量避免侧抽芯机构,若无法避免侧抽芯,应使抽芯尽量短,并尽量使滑块全
部出在公模;
5、由于斜滑块合模时锁紧力较小,对于投影面积较大的大型塑件,可将塑件投影面
积大的分模面放在公母模合模的主平面上,而将投影面积较小的分模面作为侧向分模
第一章. 模架的设计
第一节、撑头 第二节、小水口的开模控制机构 第三节、中托司及中托边 第四节、顶针复位开关 第五节、锁模扣 第六节、上 下固定板高度 第七节、定位块 第八节、导柱 导套排气 第九节、模架常用标准件的选择 第十节、模架板吊环螺丝孔的规定
第二章.标准件
第一节:内部自制标准件的选择
第二节:螺丝、顶针等相关标准件数据速查表
目录
三、分流道(RUNNER)的设计标准
1.流道类型
(1).圆形流道 D
(2).U形流道 20°
H=D
D
2.D的系列值:2 2.5 3 3.5 4 4.5 5 6 7 8 (10 12参考使用)
3.D的取值方式:
对于PE、PA等材料,D值可取小值,对于PC、PMMA等材料,D值可取大值。
目录
(2).经验估算
注塑机吨位(TON) ﹤130 ﹤350 350吨以上
塑胶射出成型模具的浇口设计

技术专栏: 塑胶射出成型模具的浇口设计文:徐昌煜 (现任模仁科技董事长兼震雄集团顾问) 浇口(Gate)在射出成型模具的浇注系统(Feed System)中是连接流道(Runner)和型腔(Cavity)的熔胶通道。
浇口设计和塑件品质有着密不可分的关系。
1. 浇口的位置和数目1.1. 浇口位置与喷流(Jetting)的关系浇口若能布置成冲击型浇口 -- 也就是使得进浇后的塑胶熔体立刻冲击到一阻挡物(如型腔壁、芯型销等),让塑流稳定下来,就可以减少喷流的机率。
1.2. 浇口的位置和数目与熔接线(Weld Line)的关系熔接线是两股熔胶的波前(Melt Front)相遇后所形成的线条。
就塑件的外观或是强度而言,熔接线都是负面的。
每增加一个浇口,至少要增加一条熔接线,同时还要增加一个浇口痕(Gate Mark)、较多的积风 (Air Trap)以及流道的体积。
所以在型腔能够如期充填的前提下,浇口的数目是愈少愈好。
爲了减少浇口的数目,每一浇口应在塑流力所能及的流动比之内(Flow Length to Thickness Ratio),找出可以涵盖最大塑件面积的进浇位置。
更改浇口位置以后,能够将熔接线自敏感处移除爲上策。
如果熔接线无法移除,那么增加波前的熔胶温度(Melt Temperature);或是减少两相遇波前的熔胶温度差(Melt Temperature Difference);或是增加两波前相遇后的熔胶压力(Melt Pressure);或是增加熔胶波前相遇时的遇合角(Meeting Angle),都可以改善熔接线的品质。
1.3. 浇口的位置和数目与积风(Air Trap)的关系积风是型腔内的空气和熔胶释出的气体被熔胶包围后的缺陷。
积风的存在,重则导致短射(Short Shot)或焦痕(Burn Mark),轻亦影响外观和强度。
每增加一个浇口,就会增加积风发生的机率。
当塑件厚薄差异大时,如果浇口位置设置不当,就会因爲跑道现象(Race Track Effect)而导致积风。
注塑模具冷流道系统设计手册(1)
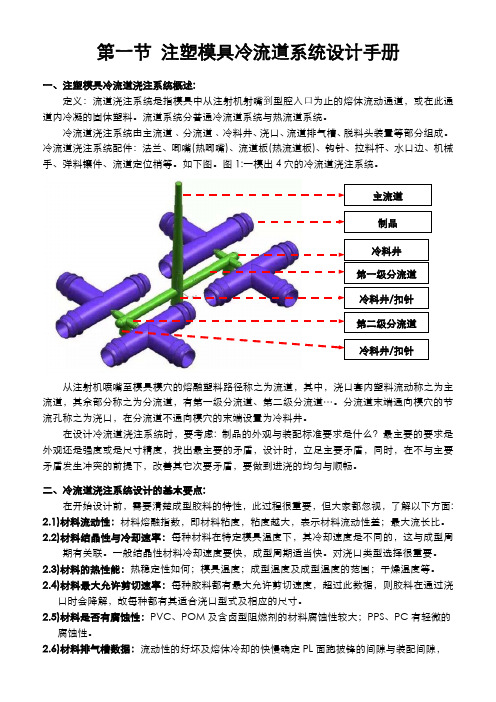
第一节 注塑模具冷流道系统设计手册一、注塑模具冷流道浇注系统概述:定义:流道浇注系统是指模具中从注射机射嘴到型腔入口为止的熔体流动通道,或在此通道内冷凝的固体塑料。
流道系统分普通冷流道系统与热流道系统。
冷流道浇注系统由主流道﹑分流道﹑冷料井、浇口、流道排气槽、脱料头装置等部分组成。
冷流道浇注系统配件:法兰、唧嘴(热唧嘴)、流道板(热流道板)、钩针、拉料杆、水口边、机械手、弹料镶件、流道定位梢等。
如下图。
图1:一模出4穴的冷流道浇注系统。
从注射机喷嘴至模具模穴的熔融塑料路径称之为流道,其中,浇口套内塑料流动称之为主流道,其余部分称之为分流道,有第一级分流道、第二级分流道…。
分流道末端通向模穴的节流孔称之为浇口,在分流道不通向模穴的末端设置为冷料井。
在设计冷流道浇注系统时,要考虑: 制品的外观与装配标准要求是什么?最主要的要求是外观还是强度或是尺寸精度,找出最主要的矛盾,设计时,立足主要矛盾,同时,在不与主要矛盾发生冲突的前提下,改善其它次要矛盾,要做到进浇的均匀与顺畅。
二、冷流道浇注系统设计的基本要点:在开始设计前,需要清楚成型胶料的特性,此过程很重要,但大家都忽视,了解以下方面: 2.1)材料流动性:材料熔融指数,即材料粘度,粘度越大,表示材料流动性差;最大流长比。
2.2)材料结晶性与冷却速率:每种材料在特定模具温度下,其冷却速度是不同的,这与成型周期有关联。
一般结晶性材料冷却速度要快,成型周期适当快。
对浇口类型选择很重要。
2.3)材料的热性能:热稳定性如何;模具温度;成型温度及成型温度的范围;干燥温度等。
2.4)材料最大允许剪切速率:每种胶料都有最大允许剪切速度,超过此数据,则胶料在通过浇口时会降解,故每种都有其适合浇口型式及相应的尺寸。
2.5)材料是否有腐蚀性:PVC 、POM 及含卤型阻燃剂的材料腐蚀性较大;PPS 、PC 有轻微的 腐蚀性。
决定加工精度及加工工艺与加工成本;每种胶料有其特定排气槽的设计数据。