浇口及流道设计
2_05浇口和流道设计

2_05浇口和流道设计浇口和流道设计是塑料注塑成型过程中非常重要的一环,它们的设计质量直接关系到成型件的质量和生产过程的稳定性。
本文将详细介绍浇口和流道设计的意义、原则以及一些常见的设计方法。
一、浇口的设计意义1.提供熔融塑料进入模具腔体的通道,确保塑料充填腔体均匀;2.控制塑料进入速度和压力,避免短充、气泡等缺陷;3.有效防止熔融塑料对模具磨损和腐蚀;4.方便脱模和切除浇口处余料。
二、浇口设计的原则1.浇口位置应选择在产品外表面影响不大的部位,如底部、壁角等;2.浇口形状应简单,避免锐角和复杂几何形状,以利于塑料顺利进入腔体;3.浇口尺寸应合理,既能保证塑料充填,又不至于过大过长造成浪费和废料;4.浇口和产品分离的方式应考虑生产效率和产品外观要求;5.浇口设计要充分考虑熔融塑料的物理性质和流动性,避免局部过热或过冷。
三、流道设计的意义1.将浇注的熔融塑料传递到各个腔体,使得产品充填均匀;2.控制塑料的流速和压力,避免气泡、短充等缺陷;3.提供相对稳定的压力和温度环境,促进熔融塑料的密度均匀;4.对于多腔体模具,流道设计还要充分考虑产品产量的平衡。
四、流道设计的原则1.流道的直径、长度和截面积要合理选择,以保证塑料在流道内的流速符合流动性要求;2.流道和浇口的连接处要能够顺利过渡,避免过渡断面过小或过大造成流动不畅;3.流道的布置应考虑与模具结构的配合,以便于流道的加工和安装;4.尽量减少流道的弯曲和分支,以减小塑料流动阻力和热量损失;5.流道的表面要光滑,减小摩擦阻力和物料附着。
总之,浇口和流道设计是塑料注塑成型过程中关键的一环,其设计质量直接影响产品的质量和生产过程的稳定性。
合理的浇口和流道设计可以确保塑料充填均匀、避免气泡和短充等缺陷,并提高生产效率和降低生产成本。
因此,在进行浇口和流道设计时,需要综合考虑材料的流动性能、产品的几何形状、模具结构等因素,并遵循一定的设计原则。
流道设计基本原理
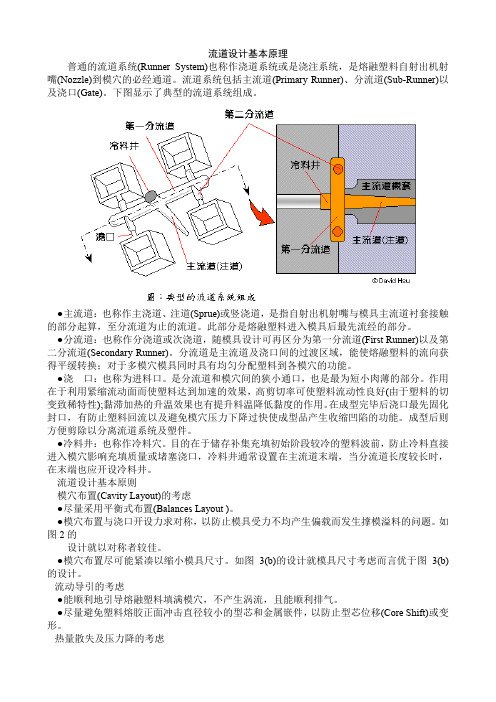
流道设计基本原理普通的流道系统(Runner System)也称作浇道系统或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经通道。
流道系统包括主流道(Primary Runner)、分流道(Sub-Runner)以及浇口(Gate)。
下图显示了典型的流道系统组成。
●主流道:也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部分起算,至分流道为止的流道。
此部分是熔融塑料进入模具后最先流经的部分。
●分流道:也称作分浇道或次浇道,随模具设计可再区分为第一分流道(First Runner)以及第二分流道(Secondary Runner)。
分流道是主流道及浇口间的过渡区域,能使熔融塑料的流向获得平缓转换;对于多模穴模具同时具有均匀分配塑料到各模穴的功能。
●浇口:也称为进料口。
是分流道和模穴间的狭小通口,也是最为短小肉薄的部分。
作用在于利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的切变致稀特性);黏滞加热的升温效果也有提升料温降低黏度的作用。
在成型完毕后浇口最先固化封口,有防止塑料回流以及避免模穴压力下降过快使成型品产生收缩凹陷的功能。
成型后则方便剪除以分离流道系统及塑件。
●冷料井:也称作冷料穴。
目的在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入模穴影响充填质量或堵塞浇口,冷料井通常设置在主流道末端,当分流道长度较长时,在末端也应开设冷料井。
流道设计基本原则模穴布置(Cavity Layout)的考虑●尽量采用平衡式布置(Balances Layout )。
●模穴布置与浇口开设力求对称,以防止模具受力不均产生偏载而发生撑模溢料的问题。
如图2的设计就以对称者较佳。
●模穴布置尽可能紧凑以缩小模具尺寸。
如图3(b)的设计就模具尺寸考虑而言优于图3(b)的设计。
流动导引的考虑●能顺利地引导熔融塑料填满模穴,不产生涡流,且能顺利排气。
球墨铸铁浇冒口系统设计的关键 (一)

球磨铸铁浇冒口设计的关键第一部分浇流道系统设计1.0浇流道系统设计1.1要求快速浇铸:使充型过程中温度损失最小使冶金学性能衰减最小使氧化物最少清洁浇铸:避免浇铸过程中产生炉渣(浮渣)设计的经济性:使铸件产量最大化1.2关键组成:所示的所有组成部分要求炉渣缺陷最小化1.3规划考虑设计基本设计:优化对铸件的空间利用;冒口设计方法的选择;设置分型面以最小化对模芯的需求;铸件设置在上模中;平稳填充;简单对称的设计系统;同一铸件使用相同的浇冒口;可能的话,在多个铸件上使用一个冒口;在分型面上给浇冒口系统留下足够的空间;具体设计如下:1.4阻流阀的作用定义:阻流阀是浇道系统中一块横截面积,它决定充型时间有两个正确的位置设置阻流阀,因此有两个基本的浇道系统:在简单的浇注系统中,1)阻流阀位于流道和浇口的连接处。
2)阻流阀位于直浇道与横浇道的连接处。
1.5 选择浇流系统类型在浇口-横浇道系统中,铸件分别被一个或多个阻流阀或浇口阻挡。
在直浇道-横浇道系统中,很可能几个铸件共用一个阻流阀。
使用直浇道-横浇道系统在一个模具里生产大量小型件,这是不切实际的对每个铸件分别设置阻流阀(阻流阀尺寸非常小),极大的依赖于模具技术及浇注温度大部分情况下是使用浇口-横浇道系统浇口-横浇道系统与直浇道-横浇道系统特点的结合形成混合系统。
这通常用在要求运输铁水到复杂的铸件型腔的流道系统中。
1.6摩擦并非直浇道顶部所有铁水的潜能都可以转换为铸造型腔中的机械能随着铁水与型腔内壁的撞击和铁水之间的撞击,一些潜能损失在摩擦上由于摩擦造成的损失,延长了模型填充时间,必须考虑何时计算阻流阀截面积和浇铸时间。
选择fr,摩擦损失因子,作为能量损失的估计值对于薄壁平板:fr—0.2对于厚重立方体:fr---0.81.7浇铸时间尽可能快的符合人们的能力及生产例程推荐的浇注时间:非常近似的指导,铸件质量+冒口质量1.8阻流阀的横截面积对总的浇铸质量选择最快的实际浇铸时间(t,sec.)选择合适的fr值确定总的浇铸体积/阻气阀(V)V是所有铸件及冒口,特定阻流阀的下游之和体积=质量/密度液态铸铁,密度=0.25磅/立方英尺或0.007KG/cm3Determine effective ferrostatic head in sprue (H.)确定铸件在上模中的高度(b.)根据Torricelli,铁水在阻流阀的流速当铸件完全处在下模,当铸件完全位于上模,当铸件位于上模和下模中,可以从下面的图谱中,选择合适的Ac图谱数据基于平均上模高度(依铸造不同而变化)。
塑料件注塑模具的浇口及流道设计
间接配合
浇口和流道通过其他结构进行间接连 接,这种配合方式可以更好地适应复 杂模具结构的要求。
配合实例
侧浇口与直通式流道的配合
侧浇口与直通式流道配合使用,可以保证塑料熔体的流动顺畅,适用于生产小 型塑料件。
扇形浇口与分流道的配合
扇形浇口与分流道配合使用,可以满足大型塑料件的充填要求,并减少溢料现 象的发生。
根据塑料件的精度要求选择浇口类型,高精度要求的塑料件应选择潜伏式浇口或直 接浇口。
根据塑料件的成型周期和生产效率要求选择浇口类型,生产效率要求高的应选择侧 浇口或扇形浇口。
浇口的尺寸
浇口的尺寸应根据塑料件的尺 寸、形状、精度要求以及塑料 熔体的流动特性来确定。
浇口的尺寸过大会导致塑料件 产生过大的收缩率,尺寸过小 会导致塑料件充填不足或产生 喷射痕。
SolidWorks
一款广泛使用的CAD软件,也适用于注塑模具设 计,提供了丰富的流道设计和分析工具。
3
Moldflow
专业的注塑模具设计软件,提供了流道设计和分 析功能,可以模拟塑料熔体的流动和冷却过程。
PART 05
浇口与流道设计案例分析
案例一:手机壳浇口设计
总结词
手机壳浇口设计需考虑浇口位置、尺寸和数量,以确保塑料能够顺利填充模具并 减少缺陷。
详细描述
根据餐具的形状和尺寸,选择合适的浇口位置和尺寸,以实现均匀填充。同时,流道的走向应与餐具的形状相匹 配,以减少流动阻力。在设计过程中,还需考虑餐具的功能需求,如刀叉的锐利度、碗盘的承重能力等,以确保 设计的实用性和可靠性。
PART 04
设计优化与改进
优化原则
减小浇口截面积
避免死角和滞留
浇口截面积的大小直接影响塑料熔体的流 动速度。减小浇口的截面积可以使熔体的 流动速度增加,从而提高生产效率。
塑料件模具设计--浇注系统设计

(6)轮辐式浇口
轮辐式浇口的适用范围类似 于盘形浇口,带有矩形内 孔的塑件也适用,但是它 将整个周边进料改成了几 小段直线进料。这种浇口 切除方便,流道凝料少, 型芯上部得到定位而增加 了型芯的稳定性。
31
(7)护耳式浇口
它在型腔侧面开设耳槽,熔体通过浇口冲击在 耳槽侧面上,经调整方向和速度后再进入型 腔,因此可以防止喷射现象,是一种典型的 冲击性浇口,它可减少浇口附近的内应力, 对于流动性差的塑料极为有效,浇口应设置 在塑件的厚壁处。
这种浇口的去除比较 困难,痕迹大
32
(8)点浇口
点浇口又称针点浇口或菱形浇口,是一 种截面尺寸很小的浇口,俗称小浇口。 这类浇口由于前后两端存在较大的压力 差,能较大地增大塑料熔体的剪切速率 并产生较大的剪切热,从而导致熔体的 表观粘度下降,流动性增加,有利于型 腔的充填。
33
(8)点浇口的设计形式
图a所示为直接式,直径为d的圆锥形的小端直接与塑件相 连。
图b所示为圆锥形的小端有一段直径为d、长度为l的点浇口 与塑件相连。这种形式的浇口直径d不能太小,浇口长度l 不能大长,否则脱模时浇口凝料会断裂而堵塞住浇口,影 响注射的正常进行。上述两种形式的点浇口制造方便,但 去除浇口时容易相伤塑件,浇口也容易磨损,仅适于批量 不大的塑件成型和流动性好的塑料。
非限制性浇口是整个浇口系统中截面尺寸最大的部位,它主 要对中大型筒类、壳类塑件型腔起引料和进料后的施压作用。
21
1、浇口的类型
(1)直接浇口(又称主流道形浇口)
在单型腔模中,熔体直接流入型腔,因 而压力损失小,进料速度快,成型比 较容易,对各种塑料都能适用。它传 递压力好,保压补缩作用强,模具结 构简单紧凑,制造方便。
压铸模流道与浇口设计

压铸模流道与浇口设计压铸模流道设计是压铸模具设计中的重要环节,其质量的好与坏直接影响着铸件的质量和生产效果。
好的流道设计能够使得金属熔液在铸件中充分流动,保证铸件的充填性和凝固性,减少缩孔、破裂等缺陷。
因此,在进行压铸模具设计时,流道设计是需要重点考虑和完善的。
首先,流道设计需要考虑到金属熔液进入模腔的流动路径。
一般情况下,流道设计应遵循从大到小、从圆到方、从长到短的原则。
即,从金属熔液流动的开始到结束,流道的截面积逐渐减小,形状也从圆形转变为方形。
这样可以使得金属熔液在流动过程中更加平稳,避免较大的速度差异引起的涡流和过剩的测射。
其次,流道设计还应考虑到金属熔液的冷却影响。
流道的设计应使其能够迅速将熔液引导到模腔中,并确保流动的速度和温度均匀。
这样可以避免熔液在流动过程中过度冷却而凝固,造成流道堵塞或铸件表面不光滑的问题。
同时,流道设计还需要考虑到金属熔液的流动阻力。
流道的长度和弯曲度越小,流经流道的金属熔液的阻力就越小,流动能力就越好。
因此,在流道设计中应尽量减少流道的弯曲和咽喉,使金属熔液能够顺畅地流动。
另外,在流道设计中,浇口的位置和形状也是需要注意的。
浇口的位置应选择在铸件底部或靠近铸件底部的位置,以充分利用重力来推动金属熔液流动。
浇口的形状应选择为喇叭口状或倒喇叭口状,以便于金属熔液的顺畅流动和避免气泡和杂质的混入。
在进行流道设计时,还需要综合考虑模腔的结构和形状。
流道设计应适应模腔的形状,保证金属熔液能够均匀地流入并充填整个模腔。
同时,流道的尺寸也需要根据铸件的尺寸和结构来进行合理确定,以保证铸件的充填性能和凝固性能。
需要注意的是,流道设计还应结合具体的铸造材料和生产工艺来进行综合考虑和设计。
不同的铸造材料和生产工艺对流道的要求和设计方法也会有所不同。
总结起来,压铸模流道设计的目标是使金属熔液在模腔中充分流动,保证铸件的充填性能和凝固性能。
良好的流道设计能够避免铸件缺陷,提高生产效率和质量。
浇口及流道设计GATERUNDESIGN.

Flow channel
Gate geometry varies widely depending on drop style and usage
閥澆口(Valve Gate)
與熱澆道類似, 但是由一個銷釘關閉這個澆口孔口 在週期期間銷釘能夠控制不同時間之開與關 模型建立使用Beams
Valve pin
使用在三板模模具 非常小的孔洞 模型建立使用Beams 孔洞直徑約為0.25~ 1.5 mm
Drop blue Gate, Yellow
熱澆道(Hot drop)
直接將熔膠材料送到產品 熱澆道形式決定了澆口幾
何造型與尺寸 孔口尺寸是重要關鍵,它控
制噴口塑料不會流出 模型建立使用Beams
指定澆口位置
手動建立流道系統與多模穴複製 設定形狀因子與建立
對稱形多模穴模具
指定產品形狀因子與建立對稱形多模穴
選擇整個產品 按滑鼠右鍵 > Properties 在表列將所有屬性形狀因子(Occurence)設定為4
建立澆口
放大塑膠入口點區域 刪除塑膠入口點 建立澆口曲線
Relative 0, -3.175, –3.175 設定建立冷流道澆口
冷卻時間
冷卻時間建議保壓問題 決定流道系統80%最小冷卻時間或產品冷卻時間
時間 vs.壓力結果
如果沒壓力平衡與它 有關係嗎?時間比率低 於 0.04 秒!!
這個充填平衡足 夠好嗎?
這結果獲得3% 的時間不平 衡性與2%的壓力不平衡性
修改流道尺寸
在案例中如執行流道平衡分析,將會自動修改流道 尺寸且會在分析子目錄後面註解(runner balance)
保壓切換F/P
使用充填體積%, 設定 100%
热流道模具浇口等的设计

•主流道杯尺 寸
C、井坑式喷嘴的改进:防主流杯中熔体凝固过量,使浇口堵
塞
•开模分离型
•延伸喷嘴加热 型
•便于清理型
•2.2、多型腔绝热流道模具
特点:主流道和分流道为粗大的圆形截面,分流道直径φ16~30mm;停机
后流道会完全凝固,下次开机前应清除凝料。
•衬套加热,
可用于长周期
件
有瞬时关闭浇口功能,防止型腔充满后高 压熔体溢出产生结构飞边;
防止浇口的流涎和拉丝;
在塑件上仅留下柱销周边痕迹;
可用于结构泡沫或波状模塑等特殊注射加 工
•3)开式喷嘴
特点
开式喷嘴会在塑件表面或 冷流道上留下一个短的浇口 凝料;
浇口尺寸相对较大,通常 为φ1~4mm,有较好的保压 压力并减小内应力;
•浇口温度高,适于注射温 度300℃以下的结晶型料
•加工ABS、热塑 性弹性体和添加 金属或珠光颜料 的塑料可消除熔 接痕,适于快结 晶型和高温塑料
D、多顶针喷 嘴
多顶针喷嘴优点 ▪与多个喷嘴相比,缩小了注射点间的空间;解决 微小制品或需多点注射高精度制品的成型问题; ▪取消或简化了流道板; ▪降低了每个注射点的价格。
PS、PC、ABS(偶尔)会出现浇口垂滴现 象;采用顶针式浇口可减少垂滴的缺陷。
•浇口温度过高 时,流涎拉丝
B、机械闭合浇 口
优点
充填型腔容易,特别对高黏度或剪切敏感 的塑料;
有维持较长保压时间的功能,使热流道系 统可用于厚壁塑件;
浇口闭合排除了浇口区域的热平衡影响, 可准确控制保压状态,提高参数控制精度;
A、顶针式喷嘴结 构
•不适合PS、PE、 PP的小尺寸塑件
•鱼雷棒和顶针不能安装加热 器,不适用于快速结晶塑料
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
決定壓力平衡
使用充填分析結果
設定分析壓力切換點在100%
平衡壓力決定流道的尺寸 看注射點位置壓力
壓力是由開始點到充滿模穴末端止 如果注射位置壓力陳現巨大起伏,或許使用 壓力平衡可以降低充填所需壓力
較高的平衡壓力將減少體積,但是或許 會使得流道變的太小
入口壓力vs.時間
Pressure trace at the top of the sprue with the switchover set to 100%
類似環形與扇形澆口 故意設計流動波前平行進入產品
Difficult to achieve
不建議 模型建立是由薄殼及Beams組成
潛伏式澆口(Submarine Gate)
圓錐形澆口, 與分模線以下的產品相 交 典型常用 入口直徑約為平均厚度25% ~ 75%
Parting Line
香蕉形澆口(Cashew Gate)
澆口及流道設計
Gate Types
手動整理
自動修整
Edge Tab Sprue Diaphragm Ring Fan Flash
Submarine Cashew Pin Hot drop Valve
邊緣澆口(Edge Gate)
普通常用的手動整理澆口形式 約為產品厚度 50% ~ 75% 可能是固定厚度或者逐漸減少厚度
輸入流道資訊
流道建立
輸入澆口資訊
NOTE: Currently, the Runner wizard is set up for sub gates. To create an edge gate, the parting plane was set to the gate plane, a 0ºangle is entered. The actual gate land is entered. The next step will be to set the correct shape and size.
檢查平衡時的保壓
體積收縮在兩模穴間應該均勻的. 這將指示出流道系統是否會設計的 太小.
練習
Wear cap,建立流道系統
Use Cavity duplication wizard Runner system wizard Create 8-cavity layout per given drawing Build 2-cavity tool to represent 8 cavity herringbone layout per given drawing Duplicate cavity manually Create nodes and beams manually
定立澆口位置
使用多模穴複製精靈 使用流道系統精靈
Gate
模穴複製
8 cavities 2 rows
行間隔調節50 列間隔調節60
Runner Creation
定立豎澆道澆口位置 以澆口面建立產品分模面 將使用邊緣膠口
流道建立
輸入豎澆道資訊
The sprue being used is a standard DME sprue
觀看流道平衡結果
壓力平衡
壓力在模穴之間均等嗎? 如不行,如何修改?
時間平衡
在一定時間內足夠充滿模穴?
流道尺寸是否得宜? 他們能夠均勻分佈或在標準尺寸範圍嗎? 冷卻時間建議保壓問題 決定流道系統80%最小冷卻時間或產品冷卻時 間
流道尺寸
冷卻時間
時間 vs.壓力結果
如果沒壓力平衡與它 有關係嗎?時間比率低 於 0.04 秒!!
複製模型
選擇整個模型 轉換
Vector 75 Copy 1
建立主流道
建立Beams
設有建立規範 Circle, 5 mm dia. Occur 2 對於次流道之間 採用 10 個元素 豎膠道採用5 個 元素
建立豎膠道
建立豎膠道結點 建立曲線
第一個節點為豎膠道頂 點 Sprue Orifice 5.56 mm Taper 2.38º
建立設定規範
網格長度為 6 mm
指定進膠點
儲存完成模型
儲存新名稱
Snap Cover 2 cav
為何要平衡流道?
單保產品充填一致性 (平衡) 單保保壓一致性 保持可接受的壓力範圍 使流道體積減到最小
流道限制
對於流動平衡可約束流道屬性性質 內定設定是不受約束 流道平衡分析將不會改變澆口與豎 澆道尺寸
給新圖層重新命名
建立流道
建立新圖層 建立末端之結點與建立流道
Base coordinate end of gate Offset Vector 0, –36.825, 0
建立Beams
பைடு நூலகம்
Set Create as
Circle, 5 mm dia. Occur 4
流道有9個有限元素 設定正確的形狀因子, 尺寸與Occ數目(4) Note: Beams can be created 2 ways, by first creating
Gate Land
環形澆口(Ring Gate)
看似隔膜澆口但是在產品的外圍 不建議
難獲得均勻流動性
模型建立是由薄殼及beams組成
扇型澆口(Fan Gate)
寬闊的邊緣澆口 平衡流動波前平穩進入產品 模型建立是由薄殼及Beams組成
薄膜澆口(Flash Gate)
澆口設定
將澆口區域放大,按右鍵選擇屬性功能,設定 形狀因子與尺寸
建立 Snap Cover 工具
打開Snap Cover
澆口位置定義
手動建立供給系統與多模穴複製 設定形狀因子與建立 對稱型多模穴模具
指定產品形狀因子與建立對 稱型多模穴
選擇整個產品 Right click > Properties 在表列將所有屬性形狀因子(Occ)設定 為4
4 OCC帶表 cavities, gates and secondary runners 2 OCC帶表 主要runners 1 OCC帶表 sprue
Snap Cover 描述
Snap Cover 流動平衡
Gates should have a minimum of 3 elements across the gate to accurately predict
Gate freeze time Shear rate Pressure
澆口尺寸
澆口尺寸將會影響剪切率大小值 剪切率指引可在材料資料庫中發現
凸耳澆口(Tab Gate)
澆口先進入凸片再進入產品 類似邊緣澆口 使用得低剪切應力中的產品
應力集中在凸片
Tab
Gate
直接澆口(Sprue Gate)
豎膠道直接進入產品 在決定產品澆口尺寸由大到小縮減 幾何圖形使用beams
隔膜澆口(Diaphragm Gate)
使用澆口在產品的內部直 徑裡 通常在產品有較薄區域 使用薄殼元素
這個充填平衡足 夠好嗎?
These results were obtained by a 3% time imbalance and a 2% pressure imbalance
修改流道尺寸
在案例中如執行流道平衡分析,將會自 動修改流道尺寸且會在分析子目錄後面 註解(runner balance)
彎曲潛入式澆口 加工困難
針點式澆口(Pin Gate)
使用在三板模模具 非常小的孔洞 模型建立使用Beams 孔洞直徑約為0.25~ 1.5 mm
Drop blue Gate, Yellow
熱澆道(Hot drop)
Flow channel 直接將熔融材料送到產品 熱澆道形式決定了澆口幾 何造型與尺寸 孔口尺寸是重要關鍵它控 制噴管口塑料不會流出 模型建立使用Beams geometry varies Gate
流道建立範例
Wear cap
多模穴複製精靈(Cavity duplication wizard) 流道建立精靈(Runner Creation Wizard) 多模穴複製 建立手動供給系統 使用形狀因子建立對稱型多模穴模具
Snap cover
建立Wear Cap 工具
打開Wear Cap檔案
設定分析
Advanced . . . Runner Balance
Mill tolerance Maximum iterations Time Convergence tolerance Pressure Convergence tolerance
重複計算欄列
Look for
將時間和壓力的不 平衡性變得更小
建立澆口
放大塑膠入口點區域 刪除塑膠入口點 建立澆口曲線