激光喷丸
激光喷丸技术在核电设备上的应用

摘要 :应力腐蚀 或疲劳破坏严 重威胁 核 电设备 安全 稳定运 行 ,缓解或消除应力 腐蚀或疲劳 ,是 确保设备安全稳定运行 的有效手段 。采用激光喷丸技术 ,不存在影响设备正常运行的残 留物 , 可 以遥控至核 岛内辐照 区复杂狭小部位作业 ,而且效果显著 ,是一项前景广阔值得深入研究的 应用技术 。
收稿 日期 :2 1一0 ~1 0l 4 8
作者简介 :吴树辉 (9 8 ) ,男 ,内蒙古赤峰人 ,高级工程师 , 16 一 硕士 ,从事材料加工工程研究 。
2 07
N c a o e & I ul r w r D e P R
核I f 发
和 应 力 腐 蚀开 裂 仍 是 决 定 其 寿命 的 关 键 因素 ,如 都 得 以大 幅 度 的提 高 。相 当 于对 构 件 表 面 进行 了
sa l p r to o uce r o r p a t b r la ig r r sn t te s o r so o ai e t be o a n f n la l we ln y ee sn o e a ig he srs c ro in r ftgu e i
C C n mb r N2 A t l caatr A t l I L u e :T 4 ri e h rce :A c ri e D:17- 67 0 0- 27 0 c 64 11( 1) 00- 5 2 13
随 着 我 国 核 电 建 设 的 快 速 发 展 ,将 有 越 来 要 因素 。近 3 年 国 内外 核 电厂 的 实 际运 行 情 况 也 0
n cea o u l rp we qu p e t re i m n
W U S u h -hu , H UA NG K e e g, H U i -l , CH E i -f n Jn i N o i g Gu -x n
激光喷丸技术及其应用_倪敏雄

现代表面技术研究与应用编者按 随着激光器制造技术的成熟及商业应用,激光加工技术越来越受人们的重视。
激光喷丸技术是一项新型加工工艺技术,国外已开始工程化应用,本刊特编辑推荐此文,以伺读者。
激光喷丸技术及其应用*江苏大学机械工程学院(212013) 倪敏雄 周建忠 杜建钧 曹向广【摘要】随着激光技术的发展,高能激光和材料相互作用产生的高幅冲击波技术已得到了广泛研究。
激光喷丸技术就是利用强脉冲激光诱导产生的高能冲击波在金属材料表面改性和成形方面的一个应用。
介绍了激光喷丸强化和激光喷丸成形的机理、特点和工业应用,并对应用前景作了分析。
关键词 激光冲击波 激光喷丸 表面改性 板料成形Laser Peening Technology and ApplicationsAbstract W ith the development of laser techno lo gy,laser-induced high amplitude shock w ave has beenw idely studied.L aser peening technique is an applicat ion in the fields of sur face modification o f metal and metalfo rming w ith laser sho ck wav es.T his paper induces pro cessing mechanism,technique characterist ics and in-dustrial application of laser sho ck peening and laser peening fo rming.A lso,the practical pr ospect is analy zed. Keywords laser-induced sho ck w ave,laser peening,surface modification,sheet met al fo rming中图分类号:T N249 文献标识码:A在实际应用中,很多金属零件会发生弯曲变形。
激光喷丸强化技术

摘要激光喷丸强化技术是一种有效的金属疲劳解决方案,是具有很多优越性的全新的金属表面强化技术。
与常规喷丸类似,也是通过在金属表面引入残余压应力而增强金属零件的抗疲劳性能。
不同的是,激光喷丸是利用高能脉冲激光在零件表面诱导产生冲击波,冲击波作用于金属表面产生机械“冷作”作用产生塑性变形引入残余压应力,而残余压应力增强了零件材料对表面相关破坏的抵抗能力。
本文对304不锈钢试样分别进行激光喷丸与机械喷丸处理,对处理结果分析表明通过激光喷丸处理,表层晶粒得到了细化,但没有产生明显的马氏体相变,随着喷丸能量密度增大,应力腐蚀敏感性减小;而通过机械喷丸处理的试样,晶粒细化的同时诱发了明显的马氏体相变,随着喷丸压力升高,应力腐蚀敏感性呈现先减小后增大的变化趋势。
关键词:激光喷丸强化技术,机械喷丸技术,马氏体相变,应力腐蚀目录1绪论 (3)1.1激光喷丸强化技术的研究背景 (3)1.2激光喷丸强化技术的研究现状 (4)2 传统喷丸强化技术 (6)2.1机械喷丸强化技术 (6)2.2超声喷丸强化技术 (7)3激光喷丸强化技术 (8)3.1激光强化技术技术原理 (8)3.2激光强化技术实验研究 (9)3.3激光强化技术实验结论 (11)4激光喷丸强化技术适用范围 (12)参考文献 (13)1绪论1.1激光喷丸强化技术的研究背景在实际的工程应用中,尤其是在机械工程和航空航天等领域应用的机械产品和装备中,其关键零部件通常受到热、力等交变载荷的作用,常常发生磨损、断裂和疲劳破坏,导致产品在有效寿命期内过早报废。
疲劳破坏作为一个逐渐发展的过程,通常包括裂纹形成、裂纹稳定扩展和裂纹失稳扩展三个阶段。
完整的疲劳过程分析,既要研究裂纹的萌生,也要研究裂纹的扩展,但对于某些在制造或使用过程中已不可避免地引入了裂纹或类裂纹缺陷的构件,则主要考虑如何采用延寿工艺控制其裂纹扩展,提高疲劳寿命。
为有效提高结构件的抗疲劳失效的能力,目前国内外学者主要开展了两个方面的工作:一方面,致力于提升零部件表面性能的先进制造方法研究,如热处理、深冷处理、电磁热处理、复合材料胶补、激光改性等方法已逐渐应用于零件表面改性和延寿;另一方面,针对疲劳裂纹断裂机制和寿命预测模型开展了探索研究,目标是建立科学的设计理念和安全准则。
激光喷丸 残余应力

激光喷丸残余应力
激光喷丸技术是一种常见的表面处理方法,它可以通过高能激光束对金属等材料表面进行打孔、刻划、切割等加工,并且能够控制残余应力的产生,通过改变激光参数等手段来实现精确的表面处理。
在本文中,我们将深入探讨激光喷丸技术中残余应力的产生与控制。
一、激光喷丸技术中残余应力产生的原因
1.加工时产生的热应力:激光喷丸技术在加工过程中会产生高能的激光束,从而在材料表面形成高温区域,当高温区域迅速冷却时,由于材料热膨胀系数的不同,会导致材料表面发生形变,从而产生残余应力。
2.材料组织结构变化:激光喷丸技术在加工过程中会对材料表面产生巨大的冲击力,从而改变了材料表面的组织结构,导致残余应力的产生。
二、激光喷丸技术中残余应力的控制方法
1.选择合适的激光参数:合适的激光参数可以控制激光束的功率、扫描速度等因素,从而控制残余应力的产生。
2.优化喷丸工艺:通过优化激光喷丸工艺,如改变喷丸次数、喷丸深度等因素,可以有效地减轻或者消除残余应力。
3.进行后续处理:在激光喷丸工艺完成后,还可以进行后续的表面处理,如二次退火、表面机械加工等方法,从而有效地减少或者消除残余应力。
三、激光喷丸技术中残余应力的应用
1.制备高精度器件:残余应力可以使得材料表面形成一定的应力场,
从而实现高精度的表面加工。
2.改善材料力学性能:适当的残余应力可以使得材料表面形成压缩应力,从而改善材料的强度、韧性等力学性能。
总之,激光喷丸技术在表面加工领域具有广泛应用价值,通过控制残
余应力的产生,可以有效地改善材料的力学性能以及制备高精度器件。
喷丸成形
激光喷丸成形的主要特点及优点 • 工艺装备简单,无需成形模具,只需简单的夹具。准备周期短,固定 投资少。 • 加工的柔性大,既可成形单曲率外形如球面,又可成形双曲率外形, 如机翼上下气动弯折区或非直母线区,而且零件长度不受喷丸成形方 法的限制,如需蒙皮的战斗机机翼的长度达几十米。 • 克服了利用冲压模具使板料变形产生有害拉应力的缺点,产生的残余 压应力可对板料起到强化作用,提高了零件抗疲劳、抗腐蚀、抗变形 的性能。 • 激光参数和喷丸的路径精确可控,激光参数具有连续性,重复性,板 料内部的残余应力可以通过增加喷丸的次数叠加,因此成形精确。 • 可对变厚度的板料进行成形,而且成形的零件表面光洁、工艺可靠。
高压水喷丸技术的基本原理
高压水射流喷丸强化技术与传统的喷丸强化技术相比具有以下优点: ① 对结构复杂的(如有凹槽结构的)零构件表面的喷丸强化很容易实 施,且不留死角,这是热喷丸强化所不能及的 ② 通过先前的实验验证可知被加工表面的粗糙度值Ra增加很小,有 利于应力集中现象的减少,提高了喷丸强化的效果 ③ 喷丸强化效果比较好,其喷丸强度高,喷丸覆盖率可达100%,另外 高于水射流喷丸强化技术还可实现多表面同时加工。喷丸效率比传 统法高很多,加工成本却低很多。 ④ 高压水射流喷丸技术的加工操作简单方便,对加工对象要求不高, 易于今后该技术的数控化和自动化操作的实现。 ⑤ 与以前的喷丸加工技术相比,由于工作介质主要是水,来源丰富, 对环境无污染,且操作过程中无尘、无毒、无味。是真正的高效、 节能、安全、卫生的喷丸技术;是真正体现“以人为本”政策的加 工技术;是真正实现了绿色环保要求的喷丸强化技术。
主要问题: 硬件方面:需要具备可编程控制的多坐标数控喷丸设备 软件方面:需要具备喷丸成形工艺数据库技术、模拟分析 技术、数字化测量技术、虚拟可视化技术、以及丰富的实 际经验以便快速制定出合理正确的工艺路线等。设备制造
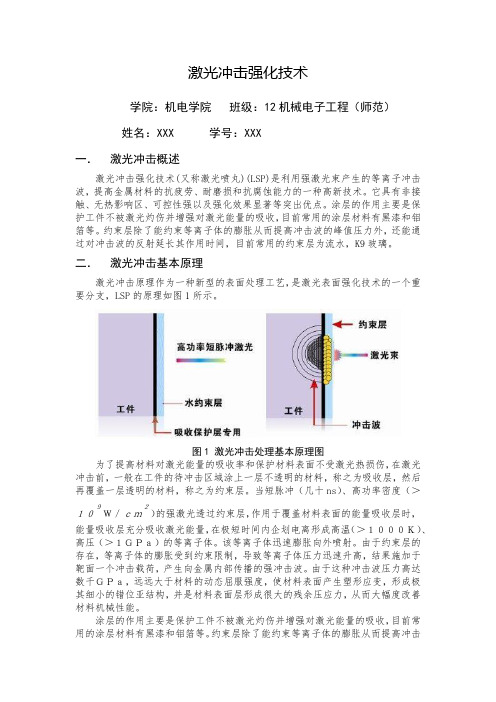
激光冲击强化技术
国内从20世纪90年代开始激光冲击强化技术的研究,主要进行了理论探讨和针对钢材、铝合金材料等的试验研究。开展了激光冲击强化研究的单位主要有中国科学技术大学、江苏大学、南京航空航天大学、华中理工大学、北京航空制造工程研究所、航空材料研究院、北京航空航天大学、空军工程大学等单位。
南京航空航天大学的探索研究比较早,初步验证了激光冲击强化是有作用的,在国内具有一定开创性。华中理工大学对LY12铝合金冲击前后的试件做了疲劳实验,并进行了初步的微观机理研究,表明激光冲击强化使位错密度提高21倍、表面产生49.43MPa的残余压应力。北京航空制造工程研究所对铝合金LY112铆接试件的铆钉孔进行激光冲击强化实验,表明激光冲击强化能稳定提高铆接结构疲劳寿命约80%,该所从俄罗斯引进了可进行单次冲击试验用的激光器设备,但由于俄罗斯并未专门研制激光冲击强化用激光器,该激光器不能满足工业应用要求。
2006 年~2007 年从表面粗糙度、残余应力和微观 组织结构方面研究了 LSP 使材料表面抗疲劳、抗腐 蚀、抗打伤能力提高的机理。如图 2 所示,LSP 能大幅 提高材料表面的残余压应力,表面残余压应力最高 达-1190 MPa 左右,且残余压应力的影响深度达 1 mm 左右。残余压应力的存在将改变结构表面的应力 场分布,提高材料的疲劳强度。激光冲击诱发的残余 压应力能使零件实际承受的应力比减小,其结果将使疲 劳裂纹扩展阈值获得提高,疲劳裂纹的扩展速率明显降 低。残余应力层越深,裂纹产生的位置越靠近材料内部, 裂纹越不容易产生,材料的疲劳性能就越好。
涂层的作用主要是保护工件不被激光灼伤并增强对激光能量的吸收,目前常用的涂层材料有黑漆和铝箔等。约束层除了能约束等离子体的膨胀从而提高冲击波的峰值压力外,还能通过对冲击波的反射延长其作用时间,目前最常用的约束层为流水。
激光喷丸 A356铝合金的热稳定性实验研究
激光喷丸 A356铝合金的热稳定性实验研究谢小江;周建忠;陈寒松;黄舒;孟宪凯;戴磊【摘要】为了研究激光喷丸技术对 A356铝合金热稳定性能的影响,采用Nd∶YAG 激光器对其进行表面激光喷丸处理及将各试样进行220°C 退火试验处理的方法,从微观组织、显微硬度及残余应力等方面进行理论分析和实验验证,取得了一系列实验数据。
结果表明,激光喷丸处理能够有效提高 A356铝合金的热稳定性能,且在材料表面诱导了较大残余压应力,显微硬度和位错密度得到显著提高,晶粒明显细化;退火后,激光喷丸试样的表面残余压应力下降了30.68%,位错密度从1.63°降到1.51°,显微硬度下降19.42%,表层晶粒尺寸有所长大,但较基体而言,其晶粒尺寸长大幅度较小。
这一结果对于拓展激光喷丸技术和A356铝合金的应用领域是有帮助的。
%In order to study the influence of laser shock peening on the thermal stability property of A356 Al alloy, after laser shock peening A356 Al alloy workpieces with Nd∶YAG laser and annealing them at 220°C their microstructure, micro-hardness and residual stress were studied.A series of experimental data were got.The results showed that laser shock peening can effectively improve the thermal stability ofA356 Al alloys.The large residual compressive stress was induced by laser shock peening on the surface,micro-hardness and the surface dislocation density was increased significantly;the grain was refined obviously.After annealing,the residual compressive stress was decreased by 30.68%,the dislocation density (full width at half maximum)was decreased from1 .63°to 1 .51 °,and the micro-hardness was decreased by 1 9.42%,the grain size onthe surface layer was grown up slightly.However,compared tothe matrix,the scale was less. The results were helpful to expand application fields of laser shock peening and A356 Al alloy.【期刊名称】《激光技术》【年(卷),期】2014(000)001【总页数】5页(P91-95)【关键词】激光技术;热稳定性;激光喷丸强化;残余压应力;位错密度【作者】谢小江;周建忠;陈寒松;黄舒;孟宪凯;戴磊【作者单位】江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江212013;江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江212013【正文语种】中文【中图分类】TG665A356铸造铝合金是铝合金系中应用比较广泛的铝合金,在铸造铝合金中起着重要作用,它具有轻质量、良好的铸造工艺性能、较高的比强度和较好的机械性能、良好的耐热性能及较低的热膨胀系数[1-2],是发动机缸盖常用的制造材料之一,如市场上的HY16V,VM型及FF8V型发动机缸盖都是用A356铝合金铸造而成的[3-5]。
喷丸综述(最新整理)

喷丸综述铝合金做为一种在工业中广泛使用的金属材料,以其优良的力学强度和相对较低的密度,在航空工业中也有广泛的应用。
在使用过程中,随着使用时间的延长材料的性能总会发生变化,从而影响其使用寿命。
最主要的的失效形式为材料的断裂,引起材料发生断裂的原因主要是在使用过程中受到载荷的循环作用,使其抗疲劳性能降低,从而在高的循环载荷作用下使材料发生断裂。
材料处理不当或者材料表面完整性不好,表面凸凹不平,都会导致材料在使用过程中容易发生失效。
表面完整性是指表面形貌、表面粗糙度、表面硬度、残余应力、表面显微组织结构等内在表面状态的完好程度。
金属材料表面改性的主要目的是通过改善表面完整性来提高材料抗疲劳、抗应力腐蚀以及磨损的能力。
当前提高材料表面完整性的方法主要有物理方法、化学方法、机械方法等。
物理方法主要是采用表面淬火的方式,化学方法主要是采用渗碳或者渗氮的方式,机械方法主要有挤压、滚压、抛光、喷丸、干涉配合等方式。
与其他表面强化技术相比,喷丸表面强化技术具有强化效果显著、适用面广、耗能低、实施方便等优点,目前在航空航天、国防工业、汽车、船舶、石油化工和农业部门等重要领域得到了广泛应用。
喷丸表面强化技术就是大量高速弹丸(多为球体)重复撞击工件表面,并在其表层受弹丸撞击及附近区域形成弹塑性变形区,如图1所示。
研究认为,表面强化层的存在不仅提高了结构件表面的硬度和耐磨性,更重要的是在结构件表层形成了残余压应力层,该残余压应力层可有效降低结构件服役过程中的有效工作应力(如图2所示),使得裂纹源萌生于结构件次表面,并减缓裂纹扩展速率,从而显著地提高结构件的抗疲劳性能。
图1 喷丸表面强化技术图2 喷丸强化后结构件有效的有效应力分布在经过喷丸强化以后,在结构件表面存在的应力分布有如图3所示的分布特征,表面及次表面的残余应力为压应力,随结构件深度的增加,残余应力由压应力转变为拉应力。
整个残余应力场包括以下四个特征参量:表面残余应力、最大残余压应力、最大残余压应力层深度和残余压应力层总深度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1激光热应力成形激光热应力成形是日本学者Y.Namba在1985年研究材料温度分布和热变形时提出的一种激光成形工艺,其基本成形原理如图1.5所示,激光束扫描金属薄板时,被照射区域瞬间被加热至高温状态,从而在加热区的板厚方向上形成了对空间和时间梯度都很大的不均匀温度场,加上周围冷态材料的约束,使得该温度场所诱发的热应力超过了随温度变化的屈服极限,从而使板料产生了热塑性变形。
通过调整激光加工参数和选择合适的扫描轨迹就能够成形任意的弯曲件和锥形件等三维曲面零件,因而激光热应力成形实现了无模成形。
最近二十年里,激光热应力成形技术的研究工作取得的巨大的进步。
波兰科学院技术研究所的H.Frackiewicz,自1988年起,利用激光热应力成形已先后制造出了筒形件、球形件、波纹管等,其研究成果已在美国,日本,欧共体申请了技术专利。
德国学者M.Geiger等将激光热应力成形与其它加工工序复合应用于汽车制造业,进行了汽车覆盖件的柔性校平和其他成形件的成形。
美国学者YLawrenceYao等对板料的三维激光弯曲成形方法进行了有益的研究,首先根据待成形形状利用有限元模拟计算出所需的应变场,然后根据平面应变、弯曲应变和温度梯度机理之间的关系得到激光扫描路径,从而能够制造出复杂的三维形状,如图1.6所示。
国内对激光热应力成形的研究起步较晚,在90年代后,燕山大学、西北工业大学、山东大学等单位的学者相继开始从事激光热应力成形技术的研究,并取得了一定的成果。
激光热应力成形技术是一种先进的柔性塑性加工方法,与常规成形技术相比,激光热应力成形具有一些独特的优势:无需任何形式的外力;不受模具限制;可成形在常温下难于成形的脆性材料。
但激光热应力成形技术中还存在一些问题有待于进一步深入的研究:影响激光成形的因数较多;成形件表面质量较差,成形后有害的残余拉应力影响产品的使用性能等。
1.2激光冲击成形激光冲击成形是江苏大学张永康,周建忠等人在激光冲击强化的研究基础上提出的一种新的板料成形方法。
其基本成形原理如图1.7所示,当高能短脉冲激光束穿过透明约束层照射到涂覆在金属板料表面上的能量吸收层时,吸收层部分瞬间汽化,蒸汽温度快速升高并形成等离子体爆炸,结果施与靶面一个冲击载荷,形成冲击波传入材料内部,当冲击波的压力大于板料的动态屈服极限时,板料就发生拉胀式塑性变形。
图1.8为0.5mm厚的304不锈钢经单次激光冲击后的试样变形图。
另外如果采用多次、多点的冲击方法,就能实现大面积板料的冲压成形。
如图1.9 所示,为采用一定程度的光斑重叠度对TA2方板进行多点激光冲击后得到的变形图。
江苏大学的激光技术课题组对激光冲击成形这一新技术进行了深入的研究,并取得了丰硕的成果。
周建忠等人用实验的方法对锻铝、不锈钢等材料进行了实验研究,总结了激光脉冲的能量、脉宽、光斑直径的大小、材料力学性能等参数对板料变形量的影响〔28-29l。
吉维民,王广龙等用ABAQUS软件对金属板料的激光冲击变形进行了数值模拟研究,获得了与实验结果相接近的形状〔30-311。
此外张雷洪等对激光斜冲击成形进行了较为深入的研究【321,高立等对激光多点大面积冲击成形进行了有益的探索研究【33】。
激光冲击成形是一种全新的板料塑性成形工艺,与传统的板料拉伸成形相比,具有显著特点:变形压力高(GPa级),作用时间短,应变率高(106~107S。
),使板料成形快速;无需模具,不需外力,属于冷冲压变形;成形后表面留有残余压应力;激光参数精确可控,可以预计板料后续的成形轮廓。
目前许多关键技术亟待解决和完善,如多次冲击成形过程中,不同冲击面相交形成的搭接区的冲击工艺过程和控制较为困难和复杂,并且冲击过程伴随着表面强化,致使板材的屈服强度提高,使后续变形困难等问题。
1.3金属板料激光喷丸成形技术高功率(GW/cm2量级),短脉冲(ns量级)的激光和材料相互作用产生高幅冲击波的技术得到了越来越广泛的应用和研究。
本课题组基于对激光冲击强化机理的研究和认识,提出基于激光喷丸技术的板料柔性精密成形方法,这源于激光喷丸强化过程中在工件表面产生深度分布的高幅残余压应力,导致板料产生一定曲度的变形,由此逐步形成金属板材激光喷丸成形(LaserPeenForming—LPF)的思想,并于2003年8月申报了相关专利【34】,以期替代传统的机械喷丸板料成形工艺。
1.3.1国内外研究的现状.据文献检索,美国加利福尼亚大学的劳伦斯利佛摩尔国家重点实验室(LawrenceLivermoreNationalLabortatory.LLNL)的Hackle等人也在进行相近的研究,他们对激光喷丸强化和机械喷丸强化所产生的残余应力的大小及其分布进行了研究,发现激光喷丸强化技术产生的残余应力更大更深,并且在多次试验中发现实验结果具有稳定性和一致性,所以提出了控制残余应力分布来实现板料成形的设想,并于2002年6月申请了美国专利“ContourFormingofMetalsByLaserPeening”【35】。
专利中形象地提出了激光喷丸成形的概念,指出利用脉冲激光束诱导产生的冲击波锤击金属板料,使其表层产生深度分布的残余压应力,利用该残余压应力可使板料产生弯曲变形。
同时通过控制激光脉冲参数、冲击轨迹以及冲击次数,可控制残余应力场的大小和分布,形成与之相对应的残余应力场,从而能实现板材的精密弯蓝成形。
图1.10是该实验室利用激光喷丸成形技术成形的马鞍形。
专利中称某些成果已成功应用到航空航天和军事领域中关键零部件的成形制造中去,如飞机的机翅、涡轮发动机的叶片等。
文中特别指出这种成形方法适合厚(厚度超过3/4,英寸)的、难成形材料的金属板材成形,具有其它成形工艺不具备的明显优势和特殊作用。
如图1.11所示,对于各种厚度的铝合金板料,分别采用激光喷丸成形,机械喷丸成形和预模压加热蠕变成形方法进行弯曲成形,结果发现因板料厚度太大,采用预模压加热蠕变成形方法不能有效成形,而机械喷丸成形方法能成形的曲率明显要小于激光喷丸成形所成形的曲率,因此采用激光喷丸成形技术能够精确成形更大曲率要求的厚板料。
此外激光喷丸成形的潜在用途还可以精确地矫正零件(如图1.12所示),如机械驱动杆的过度弯曲等。
1.3.2激光喷丸成形的技术特点激光喷丸成形是一门崭新的技术,它与激光冲击成形相比虽然两者都是利用激光诱导的冲击波作为力源,但激光喷丸成形有其自身的技术特点:1)激光冲击成形是利用激光诱导的冲击波压力直接使板料发生宏观塑性变形,属于局部胀形拉深工艺,因此适合用于有拉深比要求的零件成形,为此激光诱导的冲击波压力必须大于材料的动态屈服强度,因而所采用的激光脉冲能量必须足够大,这给激光器带来了较高的要求;而激光喷丸成形采用控制脉冲激光参数,在每次激光作用的过程中,板料不产生宏观的塑性变形,而是在板材表面形成适度的残余压‘ 缩应力,通过板料内部残余应力的作用使板料产生平面到曲面的变形,因而可采用小能量实现大变形。
2)对于大面积激光冲击成形的零件,其成形精度需分别采用粗冲成形和精冲成形保证,因此其工艺过程及控制较为复杂。
而激光喷丸成形适合于有光滑曲率要求的曲面成形,通过控制激光参数和作用轨迹,控制工件表面的应力场分布形态实现板料成形,因此工艺过程及控制较易实现。
3)激光冲击成形一般适合于薄板件的冲压成形,同时冲击过程中伴随着表面强化,致使板材的屈服强度提高,后续变形困难,因此要实现大面积板料的精密成形较为困难。
而激光喷丸成形通过喷丸参数和轨迹的优化,可实现应力场形态的精确控制,从而可实现大型中厚板材的柔性精密弯曲成形。
由于采用激光冲击波代替有质弹丸进行撞击,激光喷丸成形与传统的机械喷丸成形技术相比更有其独特的优势:1)在成形截面小于2cm厚的小曲率零件方面,激光喷丸成形优于机械喷丸成形,更重要的是在厚度大于2cm的厚板上也可成形类似的曲线,而传统机械喷丸成形则因板材太厚而不能有效成形。
2)成形精确可控。
在激光喷丸成形过程中,可以通过调整激光参数的大小和喷丸次数来控制金属板料表面残余压应力的大小和深度,从而控制金属板料内部残余应力场的分布,以实现金属板料的精确成形。
3)成形后的工件表面质量高。
与机械喷丸成形相比,激光喷丸成形不会在金属表面产生畸变和机械损伤,而且激光喷丸进行成形的同时产生的压应力可对板料起到强化作用,提高了零件抗疲劳、抗腐蚀、抗变形的性能。
4)清洁、方便。
机械喷丸成形需要在每次喷丸结束后对弹丸进行收集、清洗、,分级以及破粒去除,而激光喷丸成形是一种绿色制造技术,不需要这个程序。
2.1板料激光喷丸成形的物理过程激光喷丸成形技术是在激光喷丸强化技术和机械喷丸技术的基础上提出的,其基本原理如图2.1所示,利用高功率密度(GW/cm2量级)、短脉冲(ns量级)的激光束取代有质弹丸冲击金属板料表面时,激光束穿过约束层(水帘)照射到板料表面的吸收层(黑漆),黑漆涂层吸收激光能量瞬间汽化产生等离子体,等离子体吸收激光能量后温度升高并向外膨胀。
由于膨胀等离子体被限制在金属表面和约束层之间,因此导致高温高压的等离子体发生爆炸,产生一个高幅值压力脉冲,压力脉冲便以冲击波的形式作用在板料的表面,这犹如若干个有质弹丸喷射到板料表面,由于冲击波压力高达数个GPa,远大于材料的动态屈服强度,引起材料表层发生微观塑性变形,表层和内层间的不均匀塑性变形便在板料内部产生一定深度的残余压应力,它破坏了板料原有的力系平衡。
对于一定厚度的板料,经过多次多点的激光喷丸后,板料内部的残余应力值增加,当残余压应力值达到一定数值时,板料唯有发生宏观变形才能使其内部力系达到新的平衡,因此受喷板料发生一定的弯曲变形。
由于适度分布的应力场形态对应着一定曲率的板材形状,故可以通过调整激光参数、喷丸轨迹和喷丸次数等,形成与之相对应的残余应力场,实现板材光滑曲率的精密成形。
由以上分析可知,激光喷丸成形技术是利用了激光的力效应,即利用激光诱导产生的冲击波压力在板料厚度方向上产生沿深度分布的高幅残余压应力,在高幅残余压应力的作用下使板料发生弯曲变形的一种板料成形方法。
整个激光喷丸成形过程如图2.2所示,可分成三个阶段:(1)激光冲击波的产生(2)激光冲击波在金属表层产生一定深度分布的残余压应力(3)一定形式分布的残余压应力释放使板料产生弯曲变形。