625米捣固焦炉SCP一体机机械设备检修周期与内容
捣固焦炉设备强化维修及维护重点

主要设备的大中修内容和周期

主要设备的大中修内容和周期一、圆锥破碎机小修、中修、大修内容:(一)小修周期每半个月到一个月进行一次,其内容包括:1、检查碗形瓦。
2、检查锥套和直套的磨损情况并检查其间隙。
3、检查圆锥齿轮啮合间隙。
4、检查传动轴瓦间隙。
5、检查液压装置;检查润滑装置或更换润滑油。
6、主要零件清洗。
(二)中修周期约4-6个月一次,其主要内容包括:1、更换衬板。
2、修复或更换偏心轴套、锥套和直套。
3、修复或更换圆锥齿轮、传动轴和轴瓦。
4、修复或更换碗形瓦或防尘装置。
5、修复调整环和支承套螺纹。
6、对小修项目进行全部检查和处理。
7、分解电机、吹尘除垢和检查各部轴瓦间隙;分解油开关,清洗和处理缺陷;各部电气调整和试验;检查和修复配电盘及其他电缆线等。
(三)大修约4年一次或根据实际情况决定,其内容包括:1、修复或更换机架及有关出现问题的基础部分。
2、对中修项目进行全部检查和处理,以及进行技术改造。
3、更换电机定子线圈(根据预防性试验决定)有浸漆。
4、根据实际情况决定是否要更换转子轴。
二、颚式破碎机大中修内容与周期(一)小修周期一般为3-6个月,主要内容是:1、更换齿板、侧板和推力板。
2、检查坚固各个螺栓以及皮带轮、飞轮和楔形键。
3、检查或更换拉杆、弹簧。
4、检查或清洗摩擦离合器内外片。
5、检查清洗润滑、冷却系统;油泵发现问题时更换。
6、修补或更换给矿罩、下矿漏斗。
7、检查清洗各部轴承。
8、检查、修理集油器和密封装置。
(二)中修12-24个月,内容是:1、修理更换各个轴承。
2、更换滑块。
3、修理或更换摩擦离合器内外片。
4、修理主轴、连杆头、偏心轴和动颚体。
(三)大修60-84个月,内容是:1、修理基础。
2、修理或更换机座、机体找正。
3、修理更换偏心轴、动颚轴、动颚、连杆、皮带轮和飞轮等。
4、更换传动轴和传动轴承座。
三、球磨机大中修内容与周期(一)小修周期一般为1-3个月,内容是:1、检查紧固各部螺栓紧固情况。
2、检查测量大小齿轮啮合间隙,齿面磨损及接触情况。
机械设备检修标准及周期

一天
13
① 刮板应和铁板牢固固定,不得有松动、移动现象。 ② 清扫器调整装置应完整无损。 ③ 清扫器橡胶刮板的高度不得小于20mm,并保持足够的压力,拉簧应完 清扫器 好,有弹性、否则,更换之。 ④ 刮板厚度应为10mm左右,和胶带接触部位应平、直、接触长度不小于 85%。
(1) 皮带卡子 a. 连接牢固,铆钉穿条齐全,卡板平整,无裂纹。 b. 板卡平直不弯曲,否则须校正。 c. 两卡之间有较好的连接,保证不漏煤。 d. 铆卡时两胶带边缘铆卡处须保持平行,且垂直于皮带运行方向。 e. 检修人员须掌握每付卡子的使用情况,并记录更换日期。 f. 根据皮带厚度选择皮带扣型号,皮带扣不得缺少,应和皮带连接牢固 。 14 皮带接头 (2) 硫化接头 a. 硫化搭接头的中心偏差不大于2mm。 b. 不得起包、裂纹和有生胶。 c. 皮带接头不得有拉长现象出现,否则立即停车汇报 d. 接头处如出现露钢丝绳,边缘的钢丝绳应及时剪掉,中间的露钢丝绳 处须及时补胶,但有大面积钢丝绳抽出,则应重新硫化。 e. 每一个硫化接头都应有标记,检修人员须掌握每个接头的长度、宽度 、厚度、使用状况等准确数据,并记录更换日期。
一天
清理滤油器、通气螺阀
三个月
12 联轴器
(1) 弹性联轴器的弹性圈内径应与柱销紧密配合,外径与孔应有0. 3~0.7mm间隙。 (2) 柱销螺母应有防松装备。 (3) 两个半联轴节的任何两个穿柱销的孔对准后,柱销能自由的穿入其 它各孔。 (4) 弹性联轴器的端面间隙为设备最大窜量加2~4mm,同轴度要求为: 径向位移≤0.1mm,倾斜度<1%。 (5) 液力偶合器 a. 泵轮,透平轮及外壳不能有变形、损伤、腐蚀或裂纹。外壳有轻微裂 纹,可焊补修复,但应消除内应力。 b. 检修时应作静压试验,充入3mpa气压,将液力偶合器的充气孔封住, 保持5分钟,压力不得下降。 c. 有离心转阀的液力偶合器,必须加试离心转阀的动作情况,其动作应 灵敏度可靠。 d. 使用中不得出现任何渗漏现象,否则更换之。 e. 严禁使用可燃性传动介质。(调速性不受此限) f. 易熔合金塞必须完整,其熔化温度应符合各型号液力偶合器的规定。
625米捣固焦炉技术特点及节能减排措施

内,整个车间都可以通过中控楼来控制,提高了焦炉整体控制水平,并改善了操作环境;
在两个炉组外侧各设有一套新型湿法熄焦系统;在两炉组之间的机侧设一座双曲线斗槽
的煤塔及两条带有卸料小车的胶带输送装置,随时输送捣固所需煤料给捣固装煤推焦
机,使捣固装煤推焦一体机能以最快的速度完成一个循环周期(约11.5分钟),节省了
2、炼焦工艺布置、焦炉机械及主要辅助设备配置
2.1炼焦工艺布置 4×(46~56)孔炭化室高6.25米捣固焦炉,组成两个炉组,与常规布置相比,两个 炉组之间设有独立的中控楼,除电力控制室和夜压交换机室外的所有房间如中控室、休
息室、办公室、洗手间、变送器室、自动放散点火装置控制室等各房间都布置在中控楼
33.74t 11.5min 24.5 h 365 d 1.07 10.5%
340 m3/t干煤
74%
17000舢
16170mm 6170mm 530mm 5lOmm 550mm llOOPa
34个
12.77 16250/16100×6000×470mm
3台(2开1备)
耐腐蚀熄焦车
3台(2丌1备)
液压交换机
4台(4开0备)
捣固机维修站
l套
事故煤料处理系统
2套
炉门修理站
2套
导焦栅维修站
4套
推焦杆、托煤板试验装置
2套
3、6.25米捣固焦炉的技术特点
3.1 6.25米捣固焦炉炉体结构的特点及技术改进 3.1.1 6.25米捣固焦炉炉体结构的特点 捣固焦炉的炉体寿命除受推焦操作影响外,还受装煤操作影响极大;同时,捣固煤 饼的体积密度远大于顶装散装煤料的堆积密度,故炼焦过程中煤料的膨胀压力及侧压力
之,为适应捣固焦炉装煤操作时焦侧煤饼容易倒塌从而导致焦侧护炉铁件需承受煤饼挤 压额外附加力的特点,中冶焦耐开发的6.25米捣固焦炉的机、焦侧护炉铁件都具有足 够的强度和刚度余量以适应装煤操作额外施加的附加力的影响,从而能够持续有效地保 护砌体的完整和严密,为焦炉的长时间稳定运行提供了必要条件。
捣固焦炉SCP一体机电气控制系统
捣 固 机 的 作 用 是 把 疏 散 的 煤 捣 固成 煤 饼 , 捣
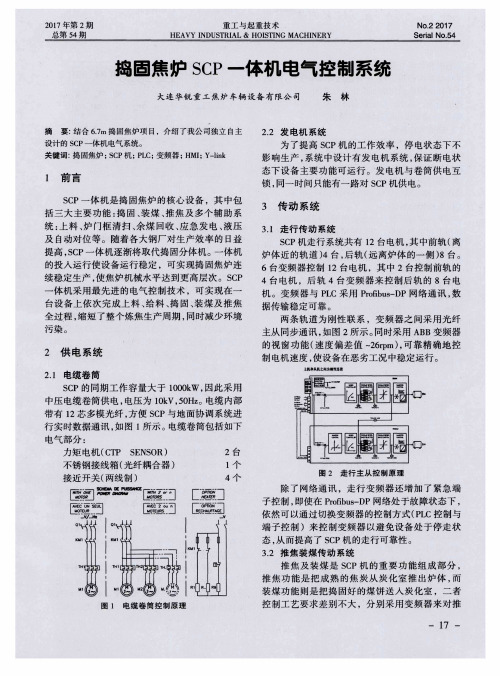
固机 由 3 4个 捣 固锤 组 成 , 由 5台 变频 器 控 制 , 变 频器 的作用是把捣 固锤提 到空 中,做 自由落体运 动 ,通 过 调 整 变 频 器 的速 度 可 以控 制 捣 固锤 运 行 的快慢 , 捣 固系统变频器 由单独的 P L C控制。 3 . 4 上 料 传 动 系统 上料 传动系统是把地 面皮带上 的料匀速运送 到 S C P机 的料 仓 里 ,其 组 成 机 构 有 接料 皮 带 传 动 系统 、 移动布料卷筒传动系统 、 移动布料走行 传动 系统及接 料皮带尾部伸缩传动系统。 前 三 个 系 统 都 是 由变 频 器 来 驱 动 ,变 频 驱 动 能保证上料平稳且速度 可调 ,此部分变频也 是采 用P r o i f b u s — D P网络 通讯 与 P L C通讯 。接 料 皮 带 尾 部 伸缩 控 制 采 用 可逆 接触 器 控 制 。 3 . 5 液压 传 动 系统 由于液 压泵功率较 高( 5 5 k W) , 液压 泵采用 软 启动器能够可 降低启动 电流 ,从而能够让液压 泵 平稳启动 , 如图 3 所示 。
一
态下设备主要功能可运行 。发 电机 与卷筒供 电互 锁, 同一 时 间 只 能有 一 路 对 S C P机 供 电 。
3 传 动 系 统
3 . 1 走 行 传 动 系统 S C P机 走行 系统 共 有 l 2台 电机 , 其 中前 轨 ( 离
台设 备 上 依 次 完 成 上 料Байду номын сангаас、 给料 、 捣固、 装 煤 及 推 焦 全过程 , 缩 短 了整 个 炼 焦 生 产 周 期 , 同时 减 少 环 境
6.25米焦炉

6.25m捣固装煤推焦一体机(SCP机)是天津新港船舶重工有限责任公司和德国KOCH公司联合开发设计的大型捣固焦炉设备。
我们将应用世界上最新、最可靠的技术,采用先进科学的制造模式和管理手段,竭尽全力为用户打造世界一流、功能完善、设施先进、运行稳定的捣固焦炉设备。
2008年初开始为唐山佳华煤化工有限公司制作3台6.25mSCP一体机,现在已经有1台调试完毕,等待投产。
作为我国第一台大型捣固焦炉设备,它所表现出来的良好的性能得到了用户的一致好评。
一、6.25m SCP机功能简介SCP机工作于焦炉机侧,采用二点对位方式对焦炉炭化室进行操作。
SCP机主要设有煤料的储存和皮带输送机构、捣固系统、钢结构、走行装置、装煤装置、推焦装置、启闭炉门装置、炉门清扫装置、炉门框清扫装置、密封框装置以及在推焦头上设置的吹扫炭化室顶部及侧面石墨的超级汽刀装置等。
此外,还设有液压系统、集中润滑系统、气动系统、空调系统、电气系统、装煤和推焦自动显示和记录系统、自动定位系统等,各系统装置通过主控室控制协调,保证了整套SCP机高效、稳定、智能地完成生产任务。
现在将其工作过程描述如下。
在焦炉设备运行过程中,由皮带输送机将所需要的煤料连续不断地从SCP机皮带给料系统运送到SCP机车载的煤斗内,煤斗里的煤料再通过板式给料器输送到捣固箱中。
自动化操作的捣固系统安装在捣固箱上方,当检测系统检测到捣固箱底部有1m高的底煤时,捣固机驱动捣固锤上下移动,夯实装入捣固箱内的煤料,一直等到煤饼高度达到6m时停止捣固,等待装煤命令。
假设此时SCP机处于第n孔炭化室的推焦位置,通过取门装置打开(提起)机侧炉门,然后反压制动装置的楔块作用于轨道的基础结构,传输推焦过程中所产生的水平作用力。
随后,主控室发出控制信号,拦焦车作好拦焦准备,熄焦车作好接焦准备,推焦装置推出炽热的焦碳,同时打开推焦头处的超级汽刀,吹扫炭化室两侧及炉顶的石墨。
完成推焦操作的同时,清扫炉门框和炉门,退回反压制动装置的楔块,机车移动至装煤位置。
6.25米捣固焦炉SCP一体机机械检修规程(最新版8.30

6.25米捣固焦炉SCP一体机机械检修规程审核:审批:起草人:陈治民日期:2010年8月目录一、总则 (4)1.1 主题内容与适用范围 (4)1.2 编写制定依据 (4)1.3 设备结构简述与设备主要性能 (4)二、检修周期与内容 (31)2.1检修周期 (31)2.2检修内容 (33)2.3日常维护检查部位 (35)三、检修与质量标准 (38)3.1走行装置 (38)3.2推焦装置 (39)3.3、取门装置 (39)3.4、装煤装置 (41)3.5、炉门清扫装置 (41)3.6、炉框清扫装置 (41)3.7、捣固装置 (41)3.8、液压装置 (41)四、试车与验收 (40)4.1试车前的准备工作 (40)4.2无负荷试车 (40)4.3负荷试车 (41)4.4验收 (41)五、维护与故障处理 (41)5.1设备维护 (41)5.2常见故障及处理 (52)5.3重要设备故障处理方法 (53)六、捣固锤的磨擦片粘接、分离 (59)6.1人工粘接方法 (59)6.2机器粘接与分离方法 (64)七、维护检修安全注意事项 (64)7.2维护安全注意事项 (64)7.3检修安全注意事项 (64)捣固系统装煤系统上煤系统SCP一体机(实景图)一、总则:1.1、主题内容与适用范围1.1.1、主题内容关于JND6.25-07型SCP一体机设备设备结构简述与设备主要性能、检修周期与内容、检修与质量标准、试车与验收、维护与故障处理、捣固锤磨擦片的分离与粘接、维护检修安全注意事项。
1.1.2、适用范围本规程适用于JND6.25-07型SCP一体机的设备维护检修。
1.2、编写制定依据本规程主要依据设备制造商提供的有关技术资料和实际检修经验编写制定1.3、设备结构简述与设备主要性能1.3.1钢结构钢结构包括以下主要部分:•主平台是两个走行梁A和B的台车钢结构•捣固站•捣固、推焦、装煤、送煤和煤斗的钢结构• 司机室、配电室的钢结构• 辅助件的钢结构1.3.1.1、钢结构功能钢结构用于支撑下列系统:SCPT• S :指捣固系统• C : 指装煤系统• P : 指推焦系统• T : 指走行系统1.3.2、走行装置一体机走行装置(AB 梁)1.3.2.1、走行装置包括以下主要部件和功能:• 走行系统A走行梁、台车体、轮和驱动装置(减速机、电机抱闸)• 走行系统 B走行梁、台车体、轮和驱动装置水平导向装置(侧辊)• 缓冲器(两对)• 轨道1.3.2.2、走行装置功能B 梁 A 梁 反压装置走行装置用于驱动并引导SCP车走行在焦炉机侧的工作区域以及非工作区,如停车位置、应急煤斗、捣固维修站等。
部分主要设备运行周期及检修内容(参考)

50
包括中小修内容。更换部分钢结构;更换走行轮及传动机构,更换牵引装置及缓冲装置,更换所有管路及操作开关,全车防腐。
拦 焦 车
小修
4
检査联轴器的不同轴度,更换易损件;检査导焦 栅锁闭装置是否正确;检査更换拧丝机弹簧,检査调整制动装置更换闸瓦;检査帽子润滑磨损情况:各机构减速器检査加油;处理导焦栅变形、更换导焦衬板。检査液压元件工作是否正常,处理油缸、油管各种漏滴现象。
大 修
80
全面检査和彻底清洗机器所有零件,并安装时的要求进行检査和更换磨损零件,同时清洗各冷却器、过滤器、并检査油质是否合格。
泵 类
小 修
3-6
更换轴承润滑机油;检査紧固各联接螺丝;检査调整相关两轴同心度;更换联轴器弹性圈;检査调整轴的轴向间隙。
中 修
6
包括小修全部项目,拆检泵腔、轴承体清洗、换油脂、更换磨损件。
中 修
18
包括小修项目,检査校正或 加固钢结构,检査和修理推焦齿条齿轮辊及传动部件,更换零部件,检査校正提门移门机构,更换零部件、整修管路系统和电器设备,检査油质是否合格,否则更换或清洗,检査更换拖煤板大 小链条,更换卷扬机钢丝绳,更换拖煤板。
大 修
60
包括中小修项目,更换司机 室,配电室,部分栏杆及部分钢 结构;更换推焦杆、推焦齿轮; 更换行走减速机齿轮轴及走行 轮组;更换各管路及电器设备。
中 修
18
包括小修项目,车体结构检査加固补焊,检修走 行机构传动系统;检修校正提门移门机构;更换部分 零部件;检修导焦棚,必要时更换托辗挡戒等;检査 油质是否合格,否则清洗或更换。
大修
80
包括全部中修项目,更换部分钢结构并重新焊 接;检査各机构磨损情况,更换损坏件,更换损坏件; 走行部分检修,更换走行轮组。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.25米捣固焦炉SCP一体机机械设备检修周期与内容
1.1.1定期检查点检人员、检修人员按照下表内容逐项检查,根据设备技术状况,安排好小修、大修(见下表)。
检修内容1.2 1.1.1小修检查紧固各部连接螺栓;a.
b.检查钢结构,修补或更换部分平台、拦杆,小面积除锈刷漆;
c.检查各减速机齿轮及开式齿轮啮合、磨损和供油情况;
d.检查调整各联轴器中心,更换螺栓、橡胶弹性圈、尼龙销和尼龙滑块,检修调整液压推杆制动
器;
e.检查各轴承、油封磨损情况,调整间隙,及时补油和换油;
f.检查走行台及走行轮、反压装置状况;
g检查各托辊、侧辊磨损情况,必要时更换易损件;
h.检查修理推焦装置,更换推焦杆滑履磨板;
i.检查取门机装置、调整上下钩的中心线;
j.检查装煤装置,调整送煤板旁弯、挠度,送煤板导向块磨损情况;
k.检查炉门、炉框清扫装置,调整刮刀、刷子和更换易损件;
l.检查刮板机更换易损件;
n.检查保养空压机,必要时更换易损件;检查气阀站,更换分水器滤芯,处理漏气,调整设m.定值及安全阀;
o.检查调整液压系统,校正设定值,处理漏点,更换滤芯,必要时进行油质鉴定;
p.检查捣固系统磨擦片使用情况,夹锤、安全挡的灵活性,润滑情况;
q检查上煤皮带跑偏情况及托辊磨损情况;
r检查走行轨道螺栓松动情况;
1.1.2大修
包括小修内容
a.检查加固钢结构,根据情况可更换操作室控制系统;
b.检查各层平台、栏杆,必要时更换;
c.检修走行装置,调整平衡车,更换走行轮;
d.解体检修各减速机,更换磨损件;检查开式齿轮,必要时更换;检测各联轴器,必要时更换;检测各液压推杆制动器,更换易件;
e.
f.检查推焦装置,必要时更换推焦杆、推焦头、主动齿轮;
j.检查取门机装置,必要时更换零部件;
k.检查装煤装置,更换送煤板及滑道;
l.检查炉门、炉框清扫装置,必要时更换零部件;
n.检查头尾焦处理装置,更换链条、刮板、连接环,检测机槽腐蚀状况,必要时更换;
m.检查各托辊、皮带、滚筒,必要时更换;
o.检查液压系统;
p.检查空压机系统;
q.检查捣固系统磨擦片磨损及脱胶情况,必要是更换;
r .全车除锈刷漆;
2.3日常维护检查部位(见下表)。