热镀锌工艺入门
热镀锌工艺流程
热镀锌工艺流程
热镀锌是一种常用的防腐蚀处理方法,其工艺流程主要包括以下几个步骤:
1. 钢材准备:首先,要对待镀锌的钢材进行表面处理,包括除锈、除油和清洗。
这是为了确保钢表面没有污物和氧化物,使锌能够均匀附着在钢材表面。
2. 预处理:在完成表面处理后,钢材需要进行预处理以提高镀锌层的附着力。
预处理方法通常有酸洗和碱洗。
酸洗使用酸溶液,可以去除钢材表面的氧化物;碱洗使用碱溶液,可以去除油脂和其他有机污染物。
3. 热浸镀锌:钢材经过预处理后,将被浸入熔融锌中进行镀锌。
熔融锌温度通常在450-480°C之间,将钢材完全浸入锌液中,
使其表面覆盖上一层锌铁合金层。
这一过程称为热浸镀锌。
熔融锌通过与钢材表面发生化学反应,并在钢材表面形成一层锌铁合金层,这样就能够起到防腐蚀的效果。
4. 镀锌后处理:完成热浸镀锌后,还需要对钢材进行一些附加的处理,以增加镀锌层的均匀性和光亮度。
常见的后处理方法有抛光、处理温度控制和冷却。
5. 检验和包装:最后,要对镀锌后的钢材进行质量检验,以确保其符合相关标准和要求。
完成检验后,将钢材进行包装,以保护镀锌层不受机械损伤和氧化。
总之,热镀锌的工艺流程主要包括钢材准备、表面处理、预处理、热浸镀锌、镀锌后处理、检验和包装等步骤。
这些步骤的完成可以确保钢材得到均匀的镀锌层,并具有良好的防腐蚀性能。
热镀锌施工工艺及品控要点
热镀锌施工工艺及品控要点1.清洗:首先要对钢材进行清洗,去除钢材表面的油污和杂质。
清洗可以采用浸泡或喷洗的方式,使钢材表面净化。
2.打磨:清洗完毕后,需要对钢材表面进行打磨,去除表面的锈蚀和氧化层,使得锌涂层能够更好地与钢材表面结合。
3.预处理:打磨完毕后,需要对钢材进行预处理。
一般采用酸洗或喷射清理的方法,去除钢材表面的氧化物,增加镀锌的附着力。
4.浸泡:将预处理完的钢材通过吊篮或者滚筒浸入熔融的锌液中。
锌液的温度一般在440°C左右。
5.出锌:浸泡一定时间后,将钢材从锌液中取出,将多余的锌液滴落,然后钢材通过气刀吹干。
6.检验:热镀锌完成后,需要对镀锌层进行检验。
可以采用外观检验、厚度测量、附着力测试等方法,确保镀锌层的质量符合要求。
1.原材料检验:在选择钢材时,要对原材料进行检验,主要包括成分分析、力学性能、表面缺陷等方面的测试。
只有符合要求的钢材才能进行后续的热镀锌施工。
2.检验设备:为了保证热镀锌的质量,需要配备合适的检验设备,包括外观检验仪器、厚度测量仪器、附着力测试仪器等。
同时,检验设备需要定期校准,确保其准确性。
3.生产过程控制:在整个热镀锌施工过程中,要严格控制每个环节的操作过程。
包括清洗、打磨、预处理、浸泡、出锌等各个步骤,都要按照规定的工艺进行操作。
4.工艺参数控制:在热镀锌施工中,有一些关键的工艺参数需要控制,包括浸泡时间、浸泡温度、浸泡速度等。
这些参数对镀层的厚度、均匀性和附着力都有影响,需要严格控制。
5.严格检验要求:对于热镀锌施工完成的产品,要进行严格的检验。
只有符合要求的产品才能出厂,确保产品质量。
6.定期维护:热镀锌设备需要定期维护,保持设备的正常运转。
同时,要对生产过程中的各个环节进行回顾和总结,及时进行改进。
总结:。
热镀锌第1节基础知识
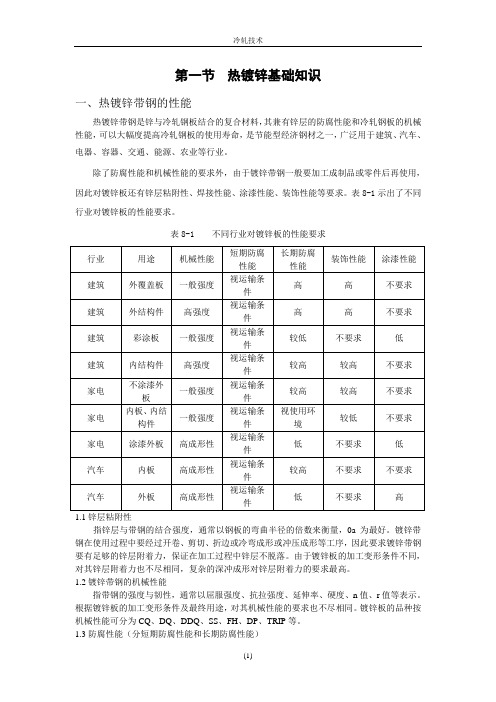
第一节热镀锌基础知识一、热镀锌带钢的性能热镀锌带钢是锌与冷轧钢板结合的复合材料,其兼有锌层的防腐性能和冷轧钢板的机械性能,可以大幅度提高冷轧钢板的使用寿命,是节能型经济钢材之一,广泛用于建筑、汽车、电器、容器、交通、能源、农业等行业。
除了防腐性能和机械性能的要求外,由于镀锌带钢一般要加工成制品或零件后再使用,因此对镀锌板还有锌层粘附性、焊接性能、涂漆性能、装饰性能等要求。
表8-1示出了不同行业对镀锌板的性能要求。
表8-1 不同行业对镀锌板的性能要求指锌层与带钢的结合强度,通常以钢板的弯曲半径的倍数来衡量,0a为最好。
镀锌带钢在使用过程中要经过开卷、剪切、折边或冷弯成形或冲压成形等工序,因此要求镀锌带钢要有足够的锌层附着力,保证在加工过程中锌层不脱落。
由于镀锌板的加工变形条件不同,对其锌层附着力也不尽相同,复杂的深冲成形对锌层附着力的要求最高。
1.2镀锌带钢的机械性能指带钢的强度与韧性,通常以屈服强度、抗拉强度、延伸率、硬度、n值、r值等表示。
根据镀锌板的加工变形条件及最终用途,对其机械性能的要求也不尽相同。
镀锌板的品种按机械性能可分为CQ、DQ、DDQ、SS、FH、DP、TRIP等。
1.3防腐性能(分短期防腐性能和长期防腐性能)短期防腐性能指在线采用钝化、涂油、钝化+涂油等表面处理方式,保证镀锌带钢在包装后到用户使用前不发生白锈、黑斑的能力。
长期防腐性指镀锌板在使用过程中不发生红锈的时间,也称镀锌板的使用寿命。
1.4涂漆性能指镀锌板适应不同涂漆工艺保证涂漆质量的能力。
1.5装饰性能装饰性能主要指锌花的尺寸和形状,从广义上讲也包括无缺陷的表面质量。
1.6焊接性能指焊接成功率、焊接电流、电极的打点次数等。
二、带钢热镀锌的工艺方法自从1836年法国把热镀锌应用于工业以来,已开发了惠林法、森吉米尔法、改良森吉米尔法、美钢联法、赛拉斯法、莎伦法。
目前主要以改良森吉米尔法和美钢联法为主。
其工艺流程为:(清洗)→明火加热→辐射管加热→保护气冷却(1)原板准备→镀前处理→清洗→辐射管加热→保护气冷却(2)→热浸镀→镀后处理(含冷却→光整→拉矫→钝化→涂油等)→成品检验(1)为改良森吉米尔法,(2)为美钢联法。
热镀锌工艺规程
热镀锌工艺规程一、前期处理1、脱脂目的:去除金属表面的油脂、污垢等杂质,以保证后续处理的效果。
方法:可以采用化学脱脂或电解脱脂的方式。
化学脱脂通常使用碱性溶液,如氢氧化钠、碳酸钠等;电解脱脂则是在直流电的作用下,通过电极反应去除油脂。
2、酸洗目的:除去金属表面的氧化皮、锈蚀物等。
溶液:一般使用盐酸或硫酸溶液。
注意事项:酸洗时间要控制得当,避免过度酸洗导致金属基体受到侵蚀。
酸洗后要用清水冲洗干净,防止酸液残留。
3、水洗目的:洗掉脱脂和酸洗后残留在金属表面的化学药剂。
要求:采用流动的清水进行多次冲洗,确保金属表面干净。
4、助镀目的:提高镀锌层的附着力和均匀性。
助镀剂:通常是氯化锌和氯化铵的混合溶液。
操作:将经过水洗的工件浸入助镀剂中,然后取出烘干。
二、热镀锌操作1、锌液准备锌锭的选择:应选用纯度高、杂质少的锌锭。
锌液温度控制:一般保持在 440 460℃之间。
温度过低,锌液流动性差,镀锌层不均匀;温度过高,锌液容易氧化,消耗增加。
2、镀锌将经过助镀处理的工件浸入锌液中,保持一定时间,使锌层附着在工件表面。
浸入时间和提出速度:根据工件的材质、形状和厚度来确定。
一般来说,厚工件浸入时间长,提出速度慢;薄工件则相反。
3、冷却镀锌后的工件应迅速进行冷却,以防止锌层氧化和结晶粗大。
冷却方式:可以采用风冷或水冷。
三、后期处理1、钝化目的:提高镀锌层的耐腐蚀性和装饰性。
钝化液:常见的有铬酸盐钝化液、磷酸盐钝化液等。
操作:将冷却后的工件浸入钝化液中进行处理。
2、修整检查镀锌层的质量,如有局部缺陷,进行修整处理。
修整方法:可以采用打磨、补镀等方式。
3、检验外观检查:观察镀锌层表面是否光滑、均匀,有无漏镀、起泡、剥落等缺陷。
厚度检测:使用专门的仪器测量镀锌层的厚度,确保符合标准要求。
四、质量控制1、原材料控制对锌锭、助镀剂等原材料进行质量检验,确保符合工艺要求。
2、工艺参数控制严格控制脱脂、酸洗、镀锌等过程中的温度、时间、浓度等工艺参数,定期进行检测和调整。
热镀锌工艺描述讲述讲解
热镀锌工艺一.1.热镀锌的作用:热镀锌又叫热浸镀锌,是对钢铁及及铸铁材料进行化学和电化学防护的方法之一。
热镀锌防腐原理,在潮湿的空气、在含有二氧化碳及含有氧的水中,镀锌层表面将覆盖一层主要由碱式碳酸锌组成的白色。
由于镀锌层的电位比钢铁件基体的电位(锌的电位值-0.76伏,铁的电位值-0.43伏)低,所以当镀层与基体形成原电池时,锌受到侵蚀而钢铁基面得到保护,这种保护方式通常被称为电化学保护。
2.热镀锌的原理:热镀锌和电镀锌不一样。
电镀锌是在电解过程中,使阴极上形成锌的镀层。
实际上,电镀锌是使锌原子逐渐沉淀的一个沉积过程。
即在开始电镀时,在铁基表面生成细微的小结晶核,这种单个的结晶核随着电镀时间的延长而增加,最后连成一片而形成了镀层。
与此截然相反,热镀锌不是沉积过程,而是锌对铁的溶解过程,是熔融锌液对铁的溶解而形成的一种镀层。
热镀层的形成是经过以下步骤实现的:a.铁基表面被锌液溶解。
b.铁在被锌液溶解的过程中形成铁锌合金,并继续扩散。
c.在铁锌合金层的表面包絡着锌层。
因此,经过去污除锈的钢铁材料,直接浸入熔融的锌液中得到的这种镀锌保护层,结合非常牢固。
同时,它的扩散能力与覆盖能力远比电镀锌要好。
所谓扩散能力和覆盖能力,就是镀层在被镀材料表面上的均匀和完整性。
扩散能力又叫均镀能力,它是指镀层厚度的均匀分布能力;覆盖能力又叫深度能力或着落能力。
3.热镀锌的基本工艺过程:工件分类---酸洗---水洗----浸溶剂---烘干---浸镀----冷却----钝化------整修---打包二.镀前处理:1.工件分类:在工件进场后,首先要把有油漆、油污的工件挑选出来做脱脂处理(脱脂分机械法、火焰法、化学法)。
然后仔细观察工件有窝气或兜锌,如发现有要选择合理的穿挂方法以避免窝气、兜锌现象。
实在不行应联系厂家做合理的开孔处理。
二.酸洗:钢铁是容易氧化和腐蚀的金属,其表面一般都存在氧化皮和铁锈。
钢铁表面常见的氧化物有氧化亚铁(FeO,灰色)、三氧化二铁(Fe2O3,赤色)、含水三氧化二铁(Fe2O3.ȵH2O,橙红色)和四氧化三铁(Fe3O4,蓝黑色)等。
热镀锌工艺入门

鐵離子滴定 從酸槽取樣並過濾 25ml 注入圓錐燒杯,加 30 滴濃度 10%硫酸滴足 0.1N 過錳酸鉀 KMnO4,直
對油漆殘存物去除效率遠不如加熱脫脂,因此並不被廣泛地使用。
1.2 酸脫脂
不論是磷酸或鹽酸基,都有許多酸中脫脂劑可以選擇,這些方式都不比加熱脫脂效果大。他們 有他們的用處。在某些案例,在酸脫脂後可以不需要水洗,即可進入下一個製程酸洗。不須單獨設 置脫脂槽,節省加熱能源。
1.3 噴砂
噴砂在熱浸鍍鋅工業中應用於以下三點: 1. 從工件上去除大片的油漆。 2. 增加鋅的附著量;浸鍍前使表面粗糙可使鍍層增加 50%的厚度。 3. 從高張力鋼移除鐵銹,避免因酸洗製成產生氫脆化。
抑制劑的兩項作用: 1. 防止侵蝕乾淨的金屬表面, 減少酸液中鐵的含量。 2. 為延長酸洗槽的壽命。
在酸液中加入少量的抑制劑,抑制作用將有效防止潔淨鋼件受侵蝕,且不會影響鐵锈的去除效 率。因此當大部份難去除的鐵锈移除之前,已除锈的部份也能免除酸液進一步的侵蝕。
由於在酸洗槽中加入抑制劑,而得到的光滑鋼件表面,同時也會有較好的鍍鋅表面;且鋅附著 量較少,此外也減低鐵在酸液的累積,使酸洗液能使用更久。雖然我們只提供鹽酸用的 AD11 抑制 劑,但硫酸抑制劑亦可在市場上取得。
永尚股份有限公司 / 石磊 編纂
-7-
第一章 脫脂和酸洗 ----------------------------------------------------------------------------------------------- 3 第二章 抑制劑 ----------------------------------------------------------------------------------------------------- 7 第三章 酸洗水洗 -------------------------------------------------------------------------------------------------- 8 第四章 助鍍液 ----------------------------------------------------------------------------------------------------- 9 第五章 助鍍液之處理 ------------------------------------------------------------------------------------------- 12 第六章 烘乾 ------------------------------------------------------------------------------------------------------- 17 第七章 鍍鋅爐 ---------------------------------------------------------------------------------------------------- 18 第八章 鋅槽 ------------------------------------------------------------------------------------------------------- 24 第九章 冷卻及鍍層表面處理 ---------------------------------------------------------------------------------- 26 第十章 鍍面修整 ------------------------------------------------------------------------------------------------- 27 第十一章 熱浸鍍鋅流程偵測 ---------------------------------------------------------------------------------- 28 第十二章 基本實驗室檢測方法 ------------------------------------------------------------------------------- 29 第十三章 鋅浴添加 鋁(Al)、鉛(Pb)、錫(Sn)、銻(Sb) 對熱浸鍍鋅鍍層之影響 -------------------- 32 第十四章 鋅鎳(Zn-Ni) 鍍鋅用合金 -------------------------------------------------------------------------- 36 第十五章 蒸發法鹽酸回收再生系統 ------------------------------------------------------------------------- 38 第十六章 冷凍法硫酸回收再生系統 -------------------------------------------------------------------------40
镀锌工艺培训
镀锌工艺培训一、镀锌概述镀锌是利用锌金属的阳极保护原理,将锌在被镀金属表面形成一层金属镀层,从而达到延长金属使用寿命的目的。
镀锌的主要优点有:具有优异的耐腐蚀性,外观光亮,耐磨损,易维护。
镀锌主要分为热镀锌和电镀锌两种。
热镀锌是通过浸泡法将金属制品浸入熔融锌中镀锌,电镀锌是通过电化学方法在金属制品表面镀上一层锌。
二、镀锌工艺培训内容1. 镀锌原理和工艺介绍:通过理论讲解和实例演示,讲解镀锌的基本原理,包括镀锌的作用、工艺流程和操作要点等。
2. 防腐蚀处理:介绍金属材料的腐蚀机理、镀锌的防腐蚀作用和方法,如浸泡法、热浸镀法和电镀法等。
3. 设备操作:讲解镀锌设备的组成、工作原理和操作技巧,包括镀锌槽的使用、清洗设备的操作、镀锌温度的控制等。
4. 安全操作规程:介绍镀锌操作中的安全注意事项,包括化学物品的防护、设备操作的安全要求、应急措施等。
5. 质量检测与管理:讲解镀锌产品的质量检测标准和方法,包括镀层厚度、外观质量、耐腐蚀性能等指标的测试方法。
6. 案例分析:通过实际案例,分析镀锌工艺中可能出现的问题和解决方法,提高员工对镀锌工艺的认识和应对能力。
7. 实践操作:安排员工进行实际操作练习,提高操作技能和熟练程度,增强对镀锌工艺的理解和掌握。
三、镀锌工艺培训的意义1. 提高操作技能:通过培训,可以使操作人员学习到镀锌工艺的理论知识和实际操作技能,提高生产工艺水平和操作效率。
2. 保障产品质量:加强员工对镀锌工艺的了解和掌握,可以提高产品的质量稳定性和一致性,降低次品率和质量事故发生的风险。
3. 提高安全意识:培训中加强安全操作规程的宣讲,让员工充分认识到操作中的安全风险,提高安全意识和应急处置能力。
4. 促进团队合作:员工通过培训可以增进对镀锌工艺的理解和认同,增强团队协作能力,实现员工内部协作和沟通的优化。
5. 增加员工技能:培训可以提高员工的职业技能水平,增加就业竞争力,为公司和员工共赢创造更大的价值。
镀锌工艺(全)
镀锌工艺第一章概述第一节热镀锌钢板的历史钢铁是世界上目前应用得最多最广泛的一种金属。
但是钢铁在空气、水或土壤中很容易生锈, 也就是说会被腐蚀。
下面是铁在大气中被水和空气中的氧气腐蚀的化学方程式:4Fe+2H2O+3O2=2(Fe2O3·H2O)由于金属的腐蚀, 常常会影响到有关机器和设备的使用寿命和效果。
为了减少钢铁材料的腐蚀, 人们采用了多种防腐方法。
其中在钢铁表面上涂敷保护层的方法是采用得最普遍的一种方法。
根据涂敷的保护层的种类的不同通常又把涂层分为两类: 一类是非金属材料涂层, 如搪瓷、珐琅、油漆、塑料等。
另一类是金属材料涂层, 即在钢铁表面上镀上一层金属, 如锌、锡、铬、镍、铜、铝等或镀上一层合金。
由于锌在大气中有良好的耐腐蚀性, 而且又是一种比较便宜的金属, 用锌层保护钢板成本比较低, 这也是促使了热镀锌工业的发展。
成为应用最为广泛的金属防锈方法。
热镀锌方法是由比较古老的热镀锡方法发展而来的。
早在1836年首先由法国工程师索勒研制成功钢板的镀锌, 并应用于工业生产, 最初生产镀锌板时, 是用一张张的热轧出来的钢板做原板, 浸入熔融的炽热锌液中镀锌。
这样镀出来的镀锌板, 质量不好, 因镀层不均匀, 且在一张板的四个边缘上镀层特别厚, 耗锌极多, 浪费很大, 故镀出的薄板成本很高。
为了提高生产效率, 改善产品的质量, 降低产品成本, 经过人们不懈的努力, 在单张热镀锌法沿用了一百年后。
于1936年由波兰工程师森吉米尔第一次设计出使用冷轧成卷的(或可在镀锌后在剪切段剪切成单张的)较为价廉物美的商用热镀锌板。
由于采用了冷轧带卷以连续的方式在作业线中进行热镀锌, 使镀锌板在此后的生产发展上, 才步入了一个新的进程。
为了保证镀锌钢板的质量, 以及满足板材在此后机械加工中的工艺要求, 对于冷轧及带钢表面上存在的一部分油污, 必须在镀锌前加以消除, 为了使冷轧带钢能够在连续运行的状态下于作业线内顺利的进行镀锌, 以上问题应在生产线内加以解决最为理想, 而森吉米尔法就是考虑在线内设置连续热处理炉的方式, 最先解决了上述两个难题而闻名于世的。
热镀锌生产工艺和加工流程
但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响 浸锌层质量而且轻易造成色差使表面颜色难看,锌耗高。 锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成 份。一般厂家为了预防工件高温变形及降低因为铁损造成 锌渣,都采用450~470℃,0.5~1.5min。
(3)浸助镀剂也称溶剂,可保持在浸镀前工件具有一定活性
防止二次氧化,以增强镀层与基体结合。NH4Cl
100-
150g/L,ZnCl2 150-180g/L,70~80℃,1~2min。并加入
一定量旳防爆剂。
(4)烘干预热为了预防工件在浸镀时因为温度急剧升高而变 形,并除去残余水分,预防产生爆锌,造成锌液爆溅,预 热一般为80~140℃。
(8)冷却一般用水冷,但温度不可过低也不可过高,一般不 低于30℃不高于70℃。
有些工厂对大工件及铸铁件采用较高温度,但要避开铁损 高峰旳温度范围。但我们提议在锌液中添加有除铁功能和 降低共晶温度旳合金而且把镀锌温度降低至435-445℃。
(6)整顿镀后对工件整顿主要是清除表面余锌及锌瘤,用采 用热镀锌专用震动器来完毕。
(7)钝化目旳是提升工件表面抗大气腐蚀性能,降低或延长 白锈出现时间,保持镀层具有良好旳外观。都用铬酸盐钝 化,如Na2Cr2O7 80~100g/L,硫酸3~4ml/L,但这种钝化 液严重影响环境,最佳采用无铬钝化。程工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→ 烘干预热→热镀锌→整顿→冷却→钝化→漂洗→干燥→检 验
热镀锌的工艺
热镀锌的工艺
热镀锌是一种将锌涂层覆盖在钢材表面的过程。
它是一种广泛使用的技术,可用于保护钢材不受腐蚀和氧化。
热镀锌的工艺包括以下步骤:
1. 预处理:钢材在进入热镀锌浴前需要进行一些预处理,如去油、酸洗、烘干等。
2. 镀液制备:热镀锌浴的制备是热镀锌过程中非常重要的步骤。
热镀锌浴通常由氯化锌、氯化铵、氯化铵盐酸等物质混合而成。
3. 钢材浸泡:将经过预处理的钢材浸入热镀锌浴中,浸泡时间一般为几秒钟到几分钟不等。
4. 阴极保护:在钢材表面附着的锌涂层形成之前,会先在钢材表面形成铁锌合金。
在这种情况下,钢材表面的钢铁具有较高的溶解度,容易被溶解。
因此,通常使用阴极保护的方法来防止钢材的腐蚀。
5. 冷却:浸镀完成后,钢材需要在冷水或冷却被器中进行冷却,以固化完全。
热镀锌的工艺流程相对简单,但准确和可靠的工艺参数设置对于锌层的质量和表
面性质非常关键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热镀锌工艺入门2010-01-14 19:32:25| 分类:热镀锌| 标签:|字号大中小订阅初版目录目录----------------------------------------------------------------------------------------------------------------- 1 前言----------------------------------------------------------------------------------------------------------------- 2 第一章脱脂和酸洗----------------------------------------------------------------------------------------------- 3 第二章抑制剂----------------------------------------------------------------------------------------------------- 7 第三章酸洗水洗-------------------------------------------------------------------------------------------------- 8 第四章助镀液----------------------------------------------------------------------------------------------------- 9 第五章助镀液之处理------------------------------------------------------------------------------------------- 12 第六章烘乾------------------------------------------------------------------------------------------------------- 17 第七章镀锌炉---------------------------------------------------------------------------------------------------- 18 第八章锌槽------------------------------------------------------------------------------------------------------- 24 第九章冷却及镀层表面处理---------------------------------------------------------------------------------- 26 第十章镀面修整------------------------------------------------------------------------------------------------- 27 第十一章热浸镀锌流程侦测---------------------------------------------------------------------------------- 28 第十二章基本实验室检测方法------------------------------------------------------------------------------- 29 第十三章锌浴添加铝(Al)、铅(Pb)、锡(Sn)、锑(Sb) 对热浸镀锌镀层之影响-------------------- 32 第十四章锌镍(Zn-Ni) 镀锌用合金-------------------------------------------------------------------------- 36 第十五章蒸发法盐酸回收再生系统------------------------------------------------------------------------- 38 第十六章冷冻法硫酸回收再生系统-------------------------------------------------------------------------40- 2 -前言化学家Melanin 在1742 年,向法国皇家艺术学院提出一篇描述,藉由将钢铁浸在熔融锌液中得到镀锌层的论文。
90 年后的1830 年代以Melouin 的防蚀方式在英国及法国申请了专利。
此外,热镀锌一词是由义大利生理学家Luigi Galvani 所提出的,他发现当不同金属接触时会有电流产生。
1971 年,一个镀锌标准BS729 引入英国。
每一个国家有自己的镀锌标准,但在1998 年引入了新方法PrENISO1461,这方法成了欧洲镀锌标准,并且结合了镀锌操作程序,载入报告中。
? 品质控制样本的介绍? 镀锌层厚度的均匀性? 定义可允许的未镀层面积及改善方法? 影响镀锌的钢材特性新标准提出后6 个月内,就取代了原来之国家标准。
热浸镀锌广泛地使用在所有钢铁镀锌。
- 3 -第一章脱脂和酸洗热浸镀锌前处理是指酸洗及脱脂製程。
这些操作在于准备和提供可镀锌之钢件。
热浸镀锌反应只发生在经过化学清洁的钢件表面,所以小心仔细地执行前处理和镀锌一样都是很重要的。
钢铁表面的前处理,对于获得良好的镀锌层是绝对必要的。
热浸镀锌前,需去除钢铁表面、油污、油脂、灰尘及其他污染物等。
例如油漆和非水性马克笔记号。
经过多项嚐试最普遍还是使用硷性或酸性脱脂。
通常以浸泡方式来脱脂,而高压水注喷射方式也可以。
完成后,钢件应在冷水槽中作水洗动作,除去残馀之化学药品, 避免影响到下一个製程。
1.1 硷性脱脂硷性脱脂处理不论加热或不加热皆可,加热处理比不加热处理有较多的优点。
例如:较能有效率去除大量的油污和杂质。
加热式脱脂这种处理方式通常使用具腐蚀性清洁剂,以往是以苛性纳(烧硷)为标准,但随着一些新技术的开发,产生了一些变化发展出新一代脱脂剂。
原因之一是不但比传统苛性纳更有强力清洁效果,同时大大降低腐蚀性物质伤害到操作员的风险。
加热脱脂一般温度控制在85℃,所以除了脱脂剂成本外,能源成本亦应考量。
不加热脱脂这种清洗方式基本上是用磷酸,这对使用者是较少危险的。
但这种方式的脱脂效果有限,同时对油漆残存物去除效率远不如加热脱脂,因此并不被广泛地使用。
1.2 酸脱脂不论是磷酸或盐酸基,都有许多酸中脱脂剂可以选择,这些方式都不比加热脱脂效果大。
他们有他们的用处。
在某些桉例,在酸脱脂后可以不需要水洗,即可进入下一个製程酸洗。
不须单独设置脱脂槽,节省加热能源。
1.3 喷砂喷砂在热浸镀锌工业中应用于以下三点:1. 从工件上去除大片的油漆。
2. 增加锌的附着量;浸镀前使表面粗糙可使镀层增加50%的厚度。
3. 从高张力钢移除铁锈,避免因酸洗製成产生氢脆化。
- 4 -1.4 酸洗大部份酸洗都使用盐酸,在某些国家是用硫酸,两者各有其特性,我们应该个别视之。
我们在酸液当中也会添加抑制剂。
HC1 盐酸工业用盐酸浓度一般是28-32% w/w,再加水以50:50 比例稀释,得到浓度约14-16% w/w 的盐酸。
使用盐酸通常在18~21℃之室温下,若温度在18℃以下酸洗反应非常缓慢。
H2SO4 硫酸用硫酸H2SO4 酸洗比起盐酸HC1 快很多,但必须在65℃的高温。
买来的H2SO4 是未经稀释的纯酸,使用时稀释H2SO4 溶液浓度至10~14%。
通常在酸洗槽周围有吸烟设备。
然而市场价格H2SO4 比HC1 便宜,但这节省下的成本可能被额外增加的加热成本所抵销。
另外酸洗过后的钢件必须经过水洗,因为需要处理费用,所以清洗水是在静止槽,当酸洗槽无法再用,这清洗水是用来配製新酸溶液。
1.5 酸洗液的控制(盐酸)HCl 槽的控制,最主在于控制酸洗时间及酸槽的寿命,为能确保酸槽的最大生产力,详述于后:不只是酸的浓度会影响酸洗槽的效果,铁离子的含量也有影响。
为了获得最佳的酸洗效率,酸洗液中必须含有一定数量的铁离子。
图一、盐酸最佳化酸洗曲线图由上图一我们可以得知,盐酸浓度愈低、铁离子容许含量愈高,当然此时酸洗速度亦愈趋缓慢。
事实上,酸洗时间基本上是取决于盐酸/铁离子的浓度以及酸洗液的温度。
最佳化酸洗发生在盐酸浓度和吸出铁离子平衡时,蓝色中间曲线曲线可以看出如何从酸浓渡250g/1 维持最佳酸洗之相关参数。
不过整体而言酸洗速率随盐酸浓度降低而降低。
- 5 -举例:浓度100g/1 的HC1,一开始溶液中需要50g/1 铁离子,而达饱和点则含有152g/1 的铁离子。
浓度150g/1 的HC1 溶液,则一开始需要25g/1 的铁离子,饱和点则为110g/1 的铁离子。
所以当酸洗槽因为铁离子含量饱和,而失去酸洗作用时可以用水稀释来恢复酸洗功能,虽然HC1 浓度降低,但仍能发挥酸洗功能,只是速率较慢。
若添加新酸到铁含量己饱和的酸洗液中,将使新酸落在饱和点之上,仍无法再进行酸洗。
1.6 测量HC1 浓度及铁离子含量FREE ACID (自由酸) - HC1 浓度从酸槽取样并过滤25ml 到量筒(使用Whatman No.41 过滤纸),将过滤的HCl 倒入250ml 量筒,然后注入乾淨的水直到满。
量取25ml 新溶液注入圆锥烧杯,加几滴甲基橙指示剂颜色将变红,滴定0.5N 碳酸纳Na2CO3 滴定至黄色终点。
记录作为T 的mls(毫升数),酸的强度为T x 7.3 =g HCl/l铁离子滴定从酸槽取样并过滤25ml 注入圆锥烧杯,加30 滴浓度10%硫酸滴足0.1N 过锰酸钾KMnO4,直到溶液变为粉红色,持续15 秒记录当作T 的mls,铁离子含量= T x 0.11%。
由滴定所得铁离子含量%和所附图二形所示g/1 是相似的,而且我们使用Big Buchket Chemistry监视溶液中%数字,代替g/l 是可接受的。
铁离子滴定的变数应该使用一个常数,有了常数可让你以HC1 浓度及S.G 比重为基本,计算铁离子的含量。
但无论如何,只有在溶液不曾用来退酸或含有锌才适用。
- 6 -图二、盐酸浓度比重与铁离子含量对照表- 7 -第二章、抑制剂酸洗的目的是清除铁锈,而不是侵蚀钢件;因此过度酸洗将导致钢件表面粗糙,造成镀锌效果不佳。
抑制剂的两项作用:1. 防止侵蚀乾淨的金属表面, 减少酸液中铁的含量。