螺纹紧固件紧固通则
(2024版)螺钉紧固力矩要求
可编辑修改精选全文完整版螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 1 / 3 一、适用范围本规定适用于公司内部电机类零件螺纹直径 3~30mm 紧固件的紧固扭矩。
无特殊要求,拧紧前螺纹啮合部位需按要求涂螺纹锁固胶,按对称交叉顺序或近似于对称交叉顺序先预紧后拧紧,拧紧后在螺钉(或螺母)与工件接触面画线标识。
本规定适用于符合以下条件,以控制扭矩方式进行的紧固。
1) 外螺纹的机械性能符合GB/T3098.1规定的4.8、5.8 、8.8、10.9、12.9级;2) 内螺纹机械性能符合 GB/T3098.2 或 GB/T3098.1 且具有充分发挥螺纹联接副承载能力的精度;3) 螺纹符合GB/T 196,螺纹精度不低于GB/T 197 规定的6级;4) 内、外螺纹件的六角对边尺寸符合GB/T 3104规定的标准系列;5) 外螺纹在紧固中承受轴向拉伸载荷。
6) 特别注意:若螺钉联接件为铜制或铝制件,按5.8级拧紧力矩要求拧紧固定。
螺纹等级为8.8—12.9级,暂统一按8.8级拧紧力矩要求拧紧固定。
本规定不适用于外螺纹见在紧固中承受压缩里的紧定螺钉、由外螺纹件攻出螺纹的自攻螺钉及大螺钉、以及有效力矩型螺纹紧固件的紧固;本标准不适用于加润滑剂装配的螺栓、螺钉、螺柱和螺母的紧固件,以及紧定螺钉和类似的不规定抗拉强度的螺纹紧固件。
当表面状态不同、支撑面尺寸及形态与标准条件差异较大,以致预紧力不能满足要求以及对预紧力有特别要求时,应对紧固力矩进行调整。
二、规范性引用文件本规范主要以《QC/T 518-2007 汽车螺纹紧固件紧固扭矩》为参考,在第一版基础上结合公司实际情况而制定。
其它还参考的资料有:1) 《QC/T 518-1999 汽车螺纹紧固件紧固扭矩》2) 《机械加工工艺员设计手册》——普通螺栓拧紧力矩(陈宏钧主编)3) 《机械装配技术》(徐兵编著)4) 东风日产——螺栓拧紧力矩标准螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 2 / 3 三、常用未注螺钉、螺母紧固扭矩值以下表格规定公司常用的未注螺钉、螺母紧固扭矩标准值。
螺纹紧固工艺规范

螺纹紧固工艺规范目录1 范围 42 规范性引用文件 (4)3 定义和缩略语 (5)3.1定义 (5)3.1.1(螺钉)紧固 (5)3.1.2扭矩 (5)3.1.3紧固扭矩 (5)3.1.4松脱扭矩 (5)3.1.5手批、电批、风批和批头 (6)3.1.6螺纹紧固件、螺纹连接件 (6)3.1.7手批、批头的规格 (6)3.1.8螺钉槽损坏 (6)3.1.9螺纹紧固失效 (6)3.1.9.1 螺纹连接失效 (6)3.1.9.2 紧固件失效 (6)3.1.9.3 连接件失效 (6)4 螺纹连接要素说明与控制 (7)4.1螺纹连接要素说明 (7)4.1.1紧固扭矩 (7)4.1.1.1 螺纹紧固件公称直径 (7)4.1.1.2 螺纹紧固件材料等级 (7)4.1.1.3 螺纹连接件材料 (7)4.1.1.4 螺纹连接应用场合 (7)4.1.1.5 螺纹紧固件和连接件之间结合面的润滑程度和粗糙度 (7)4.1.2螺纹紧固件头部形状 (8)4.1.2.1 头部形状 (8)4.1.2.2 十字槽 (8)4.1.3十字批/十字批头形状 (8)4.1.4电批/风批扭矩范围 (8)4.1.5操作方法 (9)4.2工具选用 (10)4.2.1十字批与十字批头 (10)4.2.1.1 十字批与十字批头图示 (10)4.2.1.2 十字批和十字批头规格参数说明 (10)4.2.1.3 常用十字批和十字批头规格参数范围 (11)4.2.2一字批与一字批头 (12)4.2.2.1 一字批与一字批头图示 (12)4.2.2.2 一字批规格参数说明 (12)4.2.2.3 常用一字批规格范围 (12)4.2.3手动套筒、套筒批头、内六角批、内六角批头、扳手、梅花批和梅花批头 (13)4.2.3.1 手动套筒、套筒批头、内六角批、内六角批头、扳手、梅花批和梅花批头图示 (13)4.2.3.2 手动套筒、套筒批头、内六角批、内六角批头和扳手规格参数说明 (14)4.2.3.3 常用手动套筒、套筒批头、内六角批、内六角批头和扳手规格参数范围 (14)4.2.4扭力批 (15)4.2.5风批 (16)4.2.6工具选用注意事项 (16)4.3紧固扭矩和批头选用 (17)4.3.1一般螺纹连接紧固扭矩和批头选用 (17)4.3.2高等级螺纹连接紧固扭矩选择 (18)4.3.3自攻螺钉连接紧固扭矩选择 (19)4.4操作方式 (19)4.4.1物料拿取 (19)4.4.2电批转速选择 (19)4.4.3工具使用方法 (20)4.4.4成组螺钉的紧固方法 (20)4.5扭矩校准 (21)4.5.1校准范围 (21)4.5.2校准方法 (21)4.5.3校准周期 (22)4.6要素检验 (22)4.6.1螺钉外观 (22)4.6.2配合长度关系 (22)4.6.3螺纹紧固程度(扭矩检验) (23)5 标准紧固件选型原则 (23)5.1沉头螺钉选型 (23)5.2盘头螺钉选型 (23)5.3对垫圈、螺母、螺栓等选型 (23)5.4标准紧固件选型细则 (26)5.5标准件优选系列 (27)6 参考文献 (30)附录A 螺纹紧固件的拧紧扭矩估算方法 (30)附录B 杭州XX通信技术有限公司扭矩可调工具校准表 (30)表目录表1 HIOS电批扭矩和精确控制范围 (12)。
螺纹紧固工艺规范

版本Version:A/0 页码Page1 of 6 生效日期Effective Date:螺纹紧固工艺规范1.目的本规范用于指导产品生产中各种常用螺纹连接的装配2.使用范围适用于公司所有产品的装配。
3.参考资料《机械设计手册》4.名词解释:4.1 螺纹紧固使用工具将螺纹连接件与螺纹紧固件紧密结合在一起,并保证一定预紧力的过程。
4.2 扭矩在螺纹连接中,为达到一定的预紧力而通过装配工具施加在螺纹紧固件上的力矩,单位有:牛顿•米 (N.m),“千克力.厘米”(kgf.cm),换算关系:0.98N.m=10kgf.cm,在实际计算中,可近似取1N.m=10kgf.cm。
在生产中,一般以kgf.cm为单位。
5.螺纹连接说明5.1 螺钉槽损坏:在螺钉紧固过程中,由于各种原因造成螺钉十字槽或一字槽镀层破坏,或者十字槽/一字槽磨损,起毛刺,破损等机械损坏。
在口语中,常称为“螺钉打花”.5.2 螺纹紧固失效:螺纹紧固失效可以分为螺纹连接失效、紧固件失效和连接件失效。
5.2.1 螺纹连接失效:因强度不够引起螺纹紧固件破坏,如螺杆拉断,螺纹破坏(滑丝),松动或松脱。
由于压力不够,从而使密封、屏蔽、接地、低阻电导通等场合不能达到相应要求。
5.2.2 紧固件失效:1.外观损坏,从而进一步影响连接性能。
(如锈蚀等)2.螺钉槽型损坏。
5.2.3 连接件失效:1.连接件失效主要表现在连接件强度不够或连接压力过大,从而引起连接件被压溃、折断。
2.连接件外观损伤。
版本Version:A/0 页码Page2 of 6 生效日期Effective Date:5.3 螺纹紧固件材料等级一般机械用碳素钢和合金钢螺纹紧固件按机械性能分为3.6,4.6,4.8,5.6,5.8,6.8,8.8,9.8,10.9,12.9共10个等级,一般情况下都使用4.8级的螺纹紧固件。
对于电气连接中有时会使用8.8等级的螺纹紧固件。
其他等级我们公司一般不涉及。
通用螺纹紧固件拧紧工艺规范(模板)
通用螺纹紧固件拧紧工艺规范1.目的为加强公司产品螺纹紧固件紧固规范,保证螺纹装配强度,提升产品装配质量,特制定通用螺纹紧固件拧紧工艺规范。
2.范围公司产品通用螺纹紧固件在生产制造、现场安装调试、产品售后维修过程中都需遵循本工艺规范,对螺纹紧固件实施拧紧。
3.职责3.1工艺工程师编制本工艺规范、对本规范进行说明、解释和修订;3.2产品制造部门、安装调试部门、售后维修部门按本工艺规范要求实施螺纹拧紧;3.3检验部门按本工艺规范进行检验。
4.详细规定4.1紧固件要求4.1.1 M12(含M12)以下螺钉(螺栓)推荐使用不锈钢A2-70材质,M12以上螺栓推荐使用达克罗处理螺栓;4.1.2螺纹紧固件推荐使用国标优选螺纹规格;4.1.3图纸或技术文件中规定了螺栓强度性能等级,严格按照图样及技术文件上规定性能等级的紧固件装配;未规定紧固件强度性能等级,按照强度等级为8.8级紧固件进行装配。
4.2紧固件连接4.2.1 螺纹、螺钉和螺母连接时严禁打击或使用不合适的旋具或扳手,紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏;4.2.2图纸或工艺文件中规定拧紧力矩的紧固件,严格按照规定拧紧力矩紧固;未规定拧紧力矩的紧固件,其拧紧力矩按照下图表1拧紧:4.2.3同一零件多个螺纹紧固件连接时,各个螺钉(螺栓)需交叉、对称、逐步、均匀拧紧;如有定位销,应从靠近该销位置的螺钉(螺栓)开始拧紧;4.2.4螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合;4.2.5螺母拧紧后,螺栓、螺钉应露出螺母端面2-3个螺距;4.2.6沉头螺钉紧固后,沉头不得高出沉孔端面。
4.3紧固件润滑推荐螺纹紧固前进行螺纹润滑。
4.4二次拆装螺钉、螺栓(螺纹紧固件在生产车间装配好后,发运时需要拆卸,发运到现场后再次进行紧固安装)推荐出厂时发运全新螺栓到现场进行螺纹紧固装配。
5相关文件6相关记录。
螺纹紧固工艺规范

版本Version:A/0 页码Page1 of 6 生效日期Effective Date:螺纹紧固工艺规范1.目的本规范用于指导产品生产中各种常用螺纹连接的装配2.使用范围适用于公司所有产品的装配。
3.参考资料《机械设计手册》4.名词解释:4.1 螺纹紧固使用工具将螺纹连接件与螺纹紧固件紧密结合在一起,并保证一定预紧力的过程。
4.2 扭矩在螺纹连接中,为达到一定的预紧力而通过装配工具施加在螺纹紧固件上的力矩,单位有:牛顿•米 (N.m),“千克力.厘米”(kgf.cm),换算关系:0.98N.m=10kgf.cm,在实际计算中,可近似取1N.m=10kgf.cm。
在生产中,一般以kgf.cm为单位。
5.螺纹连接说明5.1 螺钉槽损坏:在螺钉紧固过程中,由于各种原因造成螺钉十字槽或一字槽镀层破坏,或者十字槽/一字槽磨损,起毛刺,破损等机械损坏。
在口语中,常称为“螺钉打花”.5.2 螺纹紧固失效:螺纹紧固失效可以分为螺纹连接失效、紧固件失效和连接件失效。
5.2.1 螺纹连接失效:因强度不够引起螺纹紧固件破坏,如螺杆拉断,螺纹破坏(滑丝),松动或松脱。
由于压力不够,从而使密封、屏蔽、接地、低阻电导通等场合不能达到相应要求。
5.2.2 紧固件失效:1.外观损坏,从而进一步影响连接性能。
(如锈蚀等)2.螺钉槽型损坏。
5.2.3 连接件失效:1.连接件失效主要表现在连接件强度不够或连接压力过大,从而引起连接件被压溃、折断。
2.连接件外观损伤。
版本Version:A/0 页码Page2 of 6 生效日期Effective Date:5.3 螺纹紧固件材料等级一般机械用碳素钢和合金钢螺纹紧固件按机械性能分为3.6,4.6,4.8,5.6,5.8,6.8,8.8,9.8,10.9,12.9共10个等级,一般情况下都使用4.8级的螺纹紧固件。
对于电气连接中有时会使用8.8等级的螺纹紧固件。
其他等级我们公司一般不涉及。
JIS B1083-2008 螺纹紧固件的紧固总则

标准分享网 免费下载
3 B 1083 2008
3.13 tightening indices 3.14 torque control method, calibrated wrench method 3.15 angle control method, turn-of-nut method 3.16 torque gradient control method 3.17 torque coefficient 3.18 thread torque JIS B 1084 3.19 bearing surface friction torque 3.20
5 5.1 (1)
T = Tth + Tb = K F d ························································································· (1)
6 B 1083 2008
K=
1 d
æ P ö ç ç 2 π + 0.577 µ th d 2 + 0.5 µ b Db ÷ ÷ ····················································· (2) è ø
www.bzfxw.com
JIS B 1084 coefficient of friction between threads coefficient of friction between bearing surfaces
3.21
3.22 tightening coefficient 3.23 yield clamp force 1 3.24 yield tightening torque JIS B 1084 3.25 ultimate clamp force JIS B 1084
螺纹紧固件作业规范
螺纹紧固件作业规范KS-JS-22版本: A/0编制:编写组审核:林建良批准:陈志荣北京凯顺电子技术有限公司二○一一年十一月一日目录目录 (1)1目的 (3)2范围 (3)3规范内容 (3)3.1紧固工具选择 (3)3.2螺丝扭力对照表 (3)3.3扭力单位换算表 (4)3.4扭力工具设定 (4)3.5操作方法 (4)1目的为控制和规范公司产品螺纹紧固方法,对固定不同螺丝的扭力进行规范,防止因扭力过大将产品破坏或扭力达不到导致的锁不紧,制订此规范。
2范围适用于公司各种螺纹连接的装配。
3规范内容3.1 紧固工具选择3.1.1 在进行紧固装配选用工具时,应注意不同头部形状使用不同工具;不同紧固件直径使用不同的工具型号。
3.1.2 公司最常用的紧固件头部形状是带十字槽的紧固件,紧固工具十字头的选用应适合螺钉十字槽的形状,合适的工具是防止大扭矩情况下螺钉十字槽的机械损伤,同时也是保证大扭矩情况下,得到合适的预紧力。
3.1.3 选用的理想状态就是当批头的十字头插入螺钉十字槽时,在深度上,基本上能插到槽底,在宽度上,能够插满十字槽,并得到较好的吻合,这样就可以保证紧固时,螺钉十字槽受载面积较大,防止大扭矩损坏十字槽。
3.2 螺丝扭力对照表*铝散热片固定于PCB上。
*RS-232六角铜柱之固定。
C类、铁螺丝(自攻)锁于塑胶孔,如:*塑胶面板固定于箱体。
*PCB固定于塑胶面板上。
3.3 扭力单位换算表3.4 扭力工具设定3.5 操作方法3.5.1 使用工具紧固螺钉时,要采用正确的紧固方式,如下图所示。
图1 螺钉安装示意图图2 螺钉安装施加轴向力示意图说明∶1.螺钉与螺孔同轴,不允许螺钉歪斜放置在螺孔内即进行紧固装配。
2.安装螺钉时,确认批头与螺钉十字槽相符,左右无晃动感。
3.紧固螺钉时,批头与螺钉安装面垂直,如图1所示,如批头倾斜,螺钉十字槽很容易损坏。
4.在批头旋转紧固同时,应将电批或手批压紧螺钉,即给螺钉适当的轴向力,如图2所示。
螺纹紧固件拧紧力矩
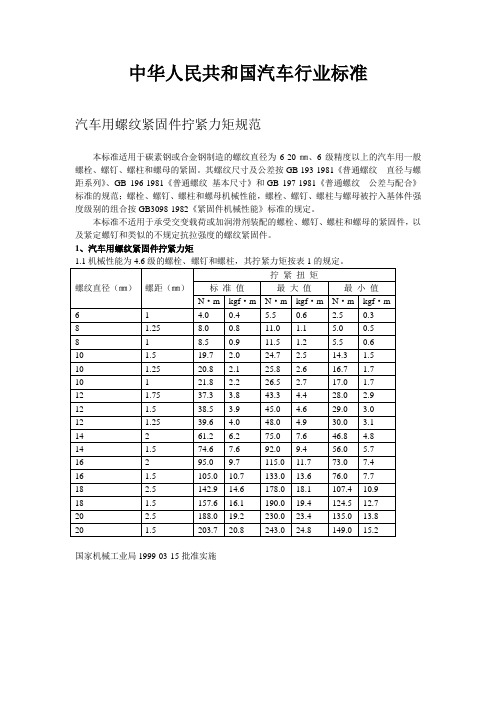
中华人民共和国汽车行业标准汽车用螺纹紧固件拧紧力矩规范本标准适用于碳素钢或合金钢制造的螺纹直径为6-20㎜、6级精度以上的汽车用一般螺栓、螺钉、螺柱和螺母的紧固。
其螺纹尺寸及公差按GB 193-1981《普通螺纹直径与螺距系列》、GB 196-1981《普通螺纹基本尺寸》和GB 197-1981《普通螺纹公差与配合》标准的规范;螺栓、螺钉、螺柱和螺母机械性能,螺栓、螺钉、螺柱与螺母被拧入基体件强度级别的组合按GB3098-1982《紧固件机械性能》标准的规定。
本标准不适用于承受交变载荷或加润滑剂装配的螺栓、螺钉、螺柱和螺母的紧固件,以及紧定螺钉和类似的不规定抗拉强度的螺纹紧固件。
1、汽车用螺纹紧固件拧紧力矩国家机械工业局1999-03-15批准实施附录螺纹紧固件的拧紧力矩在拧紧螺母时,其拧紧扭矩M 需要克服被旋合螺纹间的摩擦力矩和螺母与被联接件(或垫圈)支承面之间的摩擦力矩,并使联接产生预紧力P 。
,它们的关系为M=KP 。
d ×10-3式中:M ——拧紧扭矩,N ·mK ——拧紧扭矩系数; P 。
——预紧力,N ; d ——螺纹直径,㎜。
要想得到规定的预紧力,应进行的量的实验求出拧紧扭矩系数的实际数值,通过以上的关系计算,把一定大小的扭矩施加到螺母上就能得到。
通过实验和数学分析得出,汽车用普通螺纹紧固件拧紧扭矩系数的平均值为0.284。
对于表1-表4中未规定的各级机械性能的螺纹紧固件的拧紧扭矩,可按(A2)、(A3)、(A5)经验公式计算确定。
螺纹紧固件最大拧紧扭矩为M max =0.170σs A s d ×10-3式中M max ——最大拧紧扭矩,N ·mσs ——螺纹紧固件的屈服强度N/mm 2; A s ——螺纹部分有效面积,mm 2。
A S =(4π232d d +)2式中:d 2——螺纹中径,㎜;d 3=d 1-H/6,㎜;d 1——螺纹小径,㎜; H=0.866p ,㎜; p ——螺距,㎜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹紧固件紧固通则
螺纹紧固件是使用最普遍的一类万能紧固件,它由螺旋纹组成,并可以在机械设备上
套装,是连接机械元件或分离两块零件的非常优秀的螺纹类工具。
为了保证螺纹紧固件的
使用效果,必须根据正确的紧固技术通则进行正确使用。
一、螺纹紧固件紧固力度标准——螺纹紧固件的紧固力度一般以千牛为单位,其紧固
力度要根据使用环境而定,有时也要考虑机械运动的变形程度,这样才能保证机械设备的
运行可靠性。
二、连接螺纹紧固件——螺纹紧固件的连接要求,一般应将所有的螺纹紧固件紧固在
一根轴上,而这根轴称为螺纹紧固件的轴端。
在连接之前,应对其螺纹及零件表面进行处理,以免螺纹松动,影响机械设备的安全性和可靠性。
三、扭矩确定——螺纹紧固件的紧固要求扭矩一般根据不同型号,大小,规格等考虑。
一般来说,螺纹紧固件的扭矩值不宜过大,以免造成损坏。
在实际安装过程中,应在紧固
螺纹紧固件之后,将其旋紧到应用所需的紧固力度。
四、拧紧规则—螺纹紧固件拧紧的序列和步骤很重要,一般要求按照各个拧紧点的距
离由小到大的顺序依次拧紧,以确保其紧固步骤,正确拧紧后才能确保螺纹紧固件的使用
效果。
五、紧固位置配合—螺纹紧固件的紧固位置要与配合件或零件的轴心位置一致,以确
保其使用的可靠性和安全性。
六、安装使用说明—安装时,应充分遵守其相关装卸说明,有时会根据应用环境而进
行改变,以确保安全可靠使用。
以上就是螺纹紧固件的正确紧固使用通则,如此使用可确保螺纹紧固件的安全可靠性,提高其使用效率。
此外,应根据实际情况选择合适的螺纹紧固件进行使用,不同型号不同
规格的螺纹紧固件有不同的作用,应结合实际情况进行灵活选择。