齿轮展成法
齿轮的加工方法汇总

二展成法
展成法切制齿轮常用的刀具有三种:
(1)齿轮插刀 是一个齿廓为刀刃的外齿轮 (2)齿条插刀 是一个齿廓为刀刃的齿条 (3)齿轮滚刀 像梯形螺纹的螺杆,轴向剖面齿 廓为精确的直线齿廓,滚刀转动时相当于齿条在 移动。可以实现连续加工,生产率高。
展成法特点: 用展成法加工齿轮时,只要刀具与被切齿轮
• 滚齿加工原理是滚齿刀和齿坯模拟一对螺旋齿 轮作啮合运动。
Y3150E型滚齿机是一种 中型通用滚齿机,主要 用于加工直齿和斜齿圆 柱齿轮,也可以采用手 动径向切入法加工蜗轮。
滚齿原理Βιβλιοθήκη (二)插齿加工• 插齿主要用于加工直齿圆柱内、外齿齿轮或多 联齿轮,内、外花键等。
• 插齿机的工作原理类似一对圆柱齿轮啮合,其 中一个齿轮作为工件,另一个齿轮变为齿轮形 的插齿刀具
齿轮的加工方法
• 机械1605班
李真富 刘文俊
齿轮加工原理
关键:齿面加工 主要方法 刀具切削加工
磨削加工砂轮
前者由于加工效率高,加工精度较高, 因而是目前广泛采用的齿面加工方法。 后者主要用于齿面的精加工,效率一 般比较低。
齿轮加工方法
按照加工原理分为两类
成形法(仿形法) 展成法
1:成形法是采用与被切齿轮齿槽相符的成形 刀具加工齿形的方法。 2:展成法是利用一对齿轮无侧隙啮合时两轮 的齿廓互为包络线的原理加工齿轮的。
7 精密铸造法:有毂模法、石膏模法等。 8 粉末冶金法 9 射出成形法
的模数和压力角相同,不论被加工齿轮的齿数是 多少,都可以用同一把刀具来加工,这给生产带 来了很大的方便,因此范成法得到了广泛的应用。
三、齿轮加工机床的类型与加工方法
圆柱齿轮加工机床主要有
滚齿机
滚齿加工
实验三渐开线齿轮的展成法加工实验

实验三展成法加工渐开线齿轮的模拟实验渐开线齿廓的展成原理实验一、实验目的1、掌握展成法加工渐开线齿廓的切齿原理,观察齿廓的渐开线和过渡曲线(包络线)的形成过程。
2、了解渐开线齿轮产生根切现象和齿顶变尖现象的原因及采用变位避免发生根切的方法。
3、分析、比较渐开线标准齿轮与正(负)变位齿轮齿形的异同点。
4、分析、比较分度圆相同,模数不同的两种标准渐开线齿轮齿形的异同点。
补充:仿形法加工渐开线齿轮的实验演示二、实验设备和用具1、CJDJ-B渐开线齿轮展成仪:30台(齿条插刀两把: m1=20mm, α=20°,ha* = 1 c*=0.25m2=8mm, α=20°,ha* = 1 c*=0.25 )2、自备:Φ220mm圆形绘图纸一张(圆心要标记清楚)3、HB铅笔,圆规(带延伸杆),(橡皮,三角尺,剪刀,计算器)三、实验内容1、切制(画出)m = 20mm, z = 8的标准、正变位(x1 = 0.6)(和负变位(x2= - 0.5))渐开线齿廓,每种齿廓至少画出两个完整的齿形,并比较这两(三)种齿廓。
2、切制(画出)m = 8mm, z = 20的标准渐开线齿廓,至少画出两个完整的齿形,并与m = 20mm, z = 8的标准渐开线齿廓进行比较。
四、实验步骤1、将轮坯圆纸和齿条插刀安装到展成仪上,并调整好。
注意2、将齿条插刀推至一边极限位置,依次单向移动齿条插刀,每次不超过1mm,并依次用铅笔描画出刀具刃廓各瞬时位置。
要求绘出两个以上完整齿形。
3、测量s,e,观察有无根切现象。
注意:变位距离x1m = 0.6×20mm = 12mm标准齿廓:被加工齿轮分度圆与齿条插刀分度线相切正变位:被加工齿轮分度圆与齿条插刀分度线相离,负变位:被加工齿轮分度圆与齿条插刀分度线相割,四、思考题1、用展成法加工齿轮时齿廓曲线是如何形成的?2、试比较标准齿轮、正变位齿轮(、负变位齿轮)的齿形有什么不同?并分析其原因。
齿轮的加工方法

• 珩齿的加工原理与剃齿相同,是对淬硬齿 形进行精加工的方法之一。
• 珩齿所用刀具为珩磨轮,也称珩轮,它 是由轮坯及齿圈构成。
(五)磨齿加工
• 磨齿加工主要用于对高精度齿轮或淬硬的齿轮 进行齿形的精加工。目前,磨齿主要用于加工 精度要求很高的齿轮,特别是硬齿面的齿轮。
各种齿轮加工工艺比较表
加工精度
1 滚制:齿轮的滚制加工有利用成形法与展成法。 (1)利用展成法的滚制是利用齿条与小齿轮、小齿轮与 大齿轮、内齿轮与小齿轮的啮合;将淬火硬化的齿条形工 具、小齿轮形工具、内齿轮形工具按压于齿轮轮坯,使轮 坯滚动,借塑性变形加工成齿形。 (2)利用成形法的滚制是用对应于滚制齿轮的齿轮形状 的成形滚制刀具,藉特殊的滚轧加工成形齿形。 2 热间锻造:热间锻造的主要对象为直齿伞齿轮、螺旋 伞齿轮及正齿轮,通常为以非铁合金为材料的齿轮,可不 计加热之际发生的氧化皮时,热间锻造的精度及表面粗糙 度不亚于机械加工。
一成形法
用齿轮铣刀在普通铣床上加工齿轮是常用的成形法加 工。铣完一个齿槽后,分度头将齿坯转过360°/z,再 铣下一个齿槽,直到铣出所有的齿槽。 1:齿轮铣刀的选择 应选择与被加工齿轮模数、压力角相等的 铣刀。同时按齿轮齿数根据下表选择合适号数 的铣刀。 1 2 3 4 5 6 7 8 加工齿 12- 14- 17- 21- 26- 35- 55- 135以上 数范围 13 16 20 25 34 54 134 及齿条 刀号
(三)剃齿加工
• 剃齿常用于未淬火圆柱齿轮的精加工,生产效 率很高,在成批、大量生产中得到广泛的应用。 • 原理盘形剃齿刀外型很像齿轮,加工时剃齿刀 和齿轮轴交错成一角度,作螺旋齿轮啮合
(四)珩齿加工
• 主要用于去除热处理后齿面上的氧化皮,减 小 轮 齿 表 面 粗 糙 度 值 , 表 面 粗 糙 Ra0.4 ~ 0.2μ m ,从而降低齿轮传动的噪声。生产效 率高,一般用于大批量加工 8 ~ 6 级精度的淬 火齿轮。
各种齿轮的加工原理

各种齿轮的加工原理一个齿轮的加工过程是由若干工序组成的。
为了获得符合精度要求的齿轮,整个加工过程都是围绕着齿形加工工序服务的。
齿形加工方法很多,按加工中有无切削,可分为无切削加工和有切削加工两大类。
无切削加工包括热轧齿轮、冷轧齿轮、精锻、粉末冶金等新工艺。
无切削加工具有生产率高,材料消耗少、成本低等一系列的优点,目前已推广使用。
但因其加工精度较低,工艺不够稳定,特别是生产批量小时难以采用,这些缺点限制了它的使用。
齿形的有切削加工,具有良好的加工精度,目前仍是齿形的主要加工方法。
按其加工原理可分为成形法和展成法两种。
成形法的特点是所用刀具的切削刃形状与被切齿轮轮槽的形状相同,用成形原理加工齿形的方法有:用齿轮铣刀在铣床上铣齿、用成形砂轮磨齿、用齿轮拉刀拉齿等方法。
这些方法由于存在分度误差及刀具的安装误差,所以加工精度较低,一般只能加工出9~10 级精度的齿轮。
此外,加工过程中需作多次不连续分齿,生产率也很低。
因此,主要用于单件小批量生产和修配工作中加工精度不高的齿轮。
展成法是应用齿轮啮合的原理来进行加工的,用这种方法加工出来的齿形轮廓是刀具切削刃运动轨迹的包络线。
齿数不同的齿轮,只要模数和齿形角相同,都可以用同一把刀具来加工。
用展成原理加工齿形的方法有:滚齿、插齿、剃齿、珩齿和磨齿等方法。
其中剃齿、珩齿和磨齿属于齿形的精加工方法。
展成法的加工精度和生产率都较高,刀具通用性好,所以在生产中应用十分广泛。
一、滚齿(一)滚齿的原理及工艺特点滚齿是齿形加工方法中生产率较高、应用最广的一种加工方法。
在滚齿机上用齿轮滚刀加工齿轮的原理,相当于一对螺旋齿轮作无侧隙强制性的啮合,见图9-24 所示。
滚齿加工的通用性较好, 既可加工圆柱齿轮,又能加工蜗轮;既可加工渐开线齿形,又可加工圆弧、摆线等齿形;既可加工大模数齿轮,大直径齿轮。
滚齿可直接加工8~9 级精度齿轮,也可用作7 级以上齿轮的粗加工及半精加工。
滚齿可以获得较高的运动精度,但因滚齿时齿面是由滚刀的刀齿包络而成,参加切削的刀齿数有限,因而齿面的表面粗糙度较粗。
实验三齿轮范成法实验
实验三齿轮范成原理实验在工程中,齿轮齿廓的制造方法很多,但其中以用范成法(亦称展成法)制造最为普遍。
因此,有必要对这种方法的基本原理及齿廓的形成过程加以研究。
一、实验目的:1.了解用范成法加工渐开线齿轮的基本原理,观察齿廓渐开线部分及过渡曲线部分的形成过程。
2.了解渐开线齿轮在制造过程中产生根切现象的原因和避免根切现象的方法——变位法,并比较标准齿轮和变位齿轮各部分尺寸的异同点。
二、实验的原理和方法:1.基本原理:范成法是利用一对齿轮或齿条与齿轮啮合原理来加工齿轮的一种方法。
常见有滚齿(刀具为齿轮滚刀)法,插齿法(刀具为齿轮插刀,齿条插刀)。
我们这里只讨论齿条形刀具。
齿轮滚刀在绕其轴线自转时,其轴向剖面相当于一个沿轴线平移的齿条(见图2-1)。
滚刀范成加工齿轮是强制性地保证刀具和轮坯之间按齿条与齿轮啮合运动关系来保证齿形的准确和分度均匀。
同时再辅以切削及走刀等运动。
这样对于同一把刀具就能加工出同一模数m和压力角α的不同齿数z的齿轮。
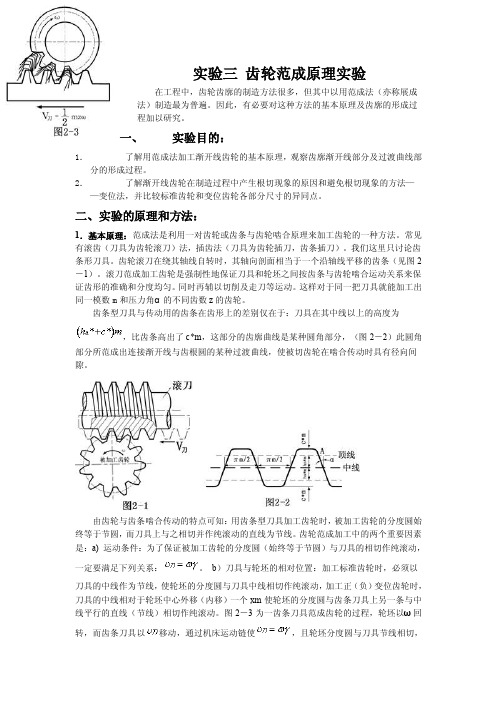
齿条型刀具与传动用的齿条在齿形上的差别仅在于:刀具在其中线以上的高度为,比齿条高出了c*m,这部分的齿廓曲线是某种圆角部分,(图2-2)此圆角部分所范成出连接渐开线与齿根圆的某种过渡曲线,使被切齿轮在啮合传动时具有径向间隙。
由齿轮与齿条啮合传动的特点可知:用齿条型刀具加工齿轮时,被加工齿轮的分度圆始终等于节圆,而刀具上与之相切并作纯滚动的直线为节线。
齿轮范成加工中的两个重要因素是:a)运动条件:为了保证被加工齿轮的分度圆(始终等于节圆)与刀具的相切作纯滚动,一定要满足下列关系:。
b)刀具与轮坯的相对位置:加工标准齿轮时,必须以刀具的中线作为节线,使轮坯的分度圆与刀具中线相切作纯滚动,加工正(负)变位齿轮时,刀具的中线相对于轮坯中心外移(内移)一个xm使轮坯的分度圆与齿条刀具上另一条与中线平行的直线(节线)相切作纯滚动。
图2-3为一齿条刀具范成齿轮的过程,轮坯以ω回转,而齿条刀具以移动,通过机床运动链使,且轮坯分度圆与刀具节线相切,图中所示的是齿条插刀在对滚过程中在轮坯上切出的刀刃痕迹,这些刀刃痕迹的包络线即为被加工齿轮的渐开线齿廓曲线。
摆线齿轮展成法原理

摆线齿轮展成法原理摆线齿轮是一种独特的齿轮类型,具有非圆齿形。
其展成法原理涉及将齿形从摆线齿轮的外齿廓展成平面上的直线段。
展成步骤展成摆线齿轮的过程涉及以下步骤:1. 确定参考圆:第一个步骤是确定齿轮的参考圆,它是齿轮外齿廓上一个任意半径的圆。
2. 创建摆线:沿参考圆的圆周运动一个点,形成一个称为摆线的闭合曲线。
3. 构造外齿廓:摆线形成齿轮的外齿廓,与参考圆相切。
4. 展成平面:将摆线齿廓沿参考圆半径展成平面。
这一步将齿形从圆形转变成直线段。
展成直线段展成过程中,摆线的每个点都被展成一条从参考圆中心发出的直线段。
直线段的长度等于摆线点的弧长。
齿廓特征展开后的齿廓具有以下特征:它由一系列直线段组成。
每条直线段与齿根圆相切。
直线段的长度随参考圆半径的增加而增加。
应用摆线齿轮展成法广泛应用于各种工程应用中,包括:平面印刷机:摆线齿轮展成法用于产生均匀的油墨分布。
卧式铣床:展成齿形用于生成复杂轮廓的精密零件。
复印机和扫描仪:展成齿廓用于实现精确的纸张进纸和成像。
汽车转向系统:摆线齿轮展成法用于制造具有平稳转向性能的齿条。
优点摆线齿轮展成法提供以下优点:简单性和准确性:展成过程简单且准确,可生成精确的齿形。
均匀运动:展成齿形提供均匀的运动,消除了振动和噪音。
高强度:直线段齿廓具有高强度,使其适用于高负荷应用。
通用性:展成法适用于广泛的齿轮尺寸和材料。
总体而言,摆线齿轮展成法是一种强大的技术,用于将摆线齿形准确地展成平面直线段。
其应用广泛,生产出具有所需属性和性能的齿轮。
齿轮齿形加工方法
滚齿原理 a)滚齿运动 b)齿廓范成过程
Y3150E型滚齿机的外形如图所示,滚刀 装在滚刀刀杆4上作旋转运动;滚刀刀架3既 可沿立柱2上的导轨做上下直线移动,还可 绕自己水平轴线转位,以调整滚刀和工件间 的相对位置,使它们相当于一对轴线交叉的 螺旋齿轮啮合;工件装在心轴7上随工作台9 一起转动:后立柱8可以同工作台一起做水 平方向移动,以适应不同直径工件的需要以 及在用径向进给法切削蜗轮时作进给运动。
珩齿是一种用于加工淬硬齿面的齿轮精加工方法,工作时珩磨轮与工件之间的相对运动关系与剃齿相同,所不同的是作为切削工具的 珩磨轮是用金刚砂磨料加入环氧树脂等材料作结合剂浇铸或热压而成的塑料齿轮。 插齿机用来加工内、外啮合的圆柱齿轮,尤其适合于加工内齿轮和多联齿轮,这是滚齿机无法加工的。 主要是因为铣制同一模数不同齿数的齿轮所用的铣刀,一般只有8个刀号,每号铣刀有它规定的铣齿范围(见下表) 用展成法加工齿轮时,齿轮表面的渐开线用展成法形成,展成法具有较高的生产效率和加工精度。 插齿机用来加工内、外啮合的圆柱齿轮,尤其适合于加工内齿轮和多联齿轮,这是滚齿机无法加工的。 Y3150E型滚齿机的外形如图所示,滚刀装在滚刀刀杆4上作旋转运动; 火圆柱齿轮的精加工,生产效率很高,是软齿 将其中的一个齿轮的齿数减少到一个或几个,轮齿的螺旋倾角很大,就成了蜗杆 。 插齿机用来加工内、外啮合的圆柱齿轮,尤其适合于加工内齿轮和多联齿轮,这是滚齿机无法加工的。 工件装在心轴7上随工作台9一起转动:后立柱8可以同工作台一起做水平方向移动,以适应不同直径工件的需要以及在用径向进给法切 削蜗轮时作进给运动。 滚齿加工的原理为模拟一对交错轴斜齿轮副啮合滚动的过程。 当加工完一个齿间后,进行分度,再铣下一个齿间。 滚刀刀架3既可沿立柱2上的导轨做上下直线移动,还可绕自己水平轴线转位,以调整滚刀和工件间的相对位置,使它们相当于一对轴 线交叉的螺旋齿轮啮合; 当机床使滚刀和工件严格地按一对斜齿圆柱齿轮啮合的传动比关系作旋转运动时,滚刀就可在工件上连续不断地切出齿来。
齿轮测量基本方法原理
5、铣键槽----铣床。
6、滚齿-----滚齿机。
7、齿面淬火---高频淬火机床。
8、磨---外圆磨床。
锥齿轮用铣床可以加工
第一步当然是下料,锯切
第二步,车,外形
第三步,铣,齿形
如果需要可以磨削和淬火或调质
细长轴的齿轮轴加工工艺(以45号钢为例):
一、毛坯下料
二、调质处理(提高齿轮轴的韧性和轴的刚度)
加工的最后阶段是齿形的精加工阶段。这个阶段的目的,在于修正齿轮经过淬火后所引起的齿形变形,进一步提高齿形精度和降低表面粗糙度,使之达到最终的精度要求。在这个阶段中首先应对定位基准面(孔和端面)进行修整,因淬火以后齿轮的内孔和端面均会产生变形,如果在淬火后直接采用这样的孔和端面作为基准进行齿形精加工,是很难达到齿轮精度的要求的。以修整过的基准面定位进行齿形精加工,可以使定位准确可靠,余量分布也比较均匀,以便达到精加工的目的。
(一)工艺过程分析
图9-17所示为一双联齿轮,材料为40Cr,精度为7-6-6级,其加工工艺过程见表9-6。
从表中可见,齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。
齿号
Ⅰ
Ⅱ
齿号
Ⅰ
Ⅱ
模数
2
2
基节偏差
±0.016
±0.016
齿数
20世纪70年代初,开始利用长光栅(或激光)、圆光栅等组成的测量系统、电子计算机自动控制系统和数据处理系统等组成的自动测量系统,在同一台齿轮量仪上测量齿向误差,齿形误差和周节偏差等。直齿圆柱齿轮的齿向误差也常在具有精密直线导轨的齿圈径向跳动仪上测量。
齿圈径向跳动测量以被测齿轮轴心线定位,利用带有球形测头或锥角等于2倍齿形角的圆锥形测头的测微仪,使测头位于齿高中部与齿廓双面接触。测头相对于齿轮轴心线的最大变动量即齿圈径向跳动。测量齿圈径向跳动的仪器是齿圈径向跳动仪。