范成法加工齿轮
范成法齿条加工

实验二 渐开线齿轮齿廓范成加工原理一、概述范成加工是利用一对齿轮(或齿轮与齿条)相互啮合时,其共轭齿廓互为包络线的原理来加工齿轮的。
在一对渐开线齿轮中,若把其中一个齿轮(或齿条)制成具备切削能力的刀具,另一齿轮为尚未切齿的齿轮毛坯,用刀具加工齿轮时,毛坯与刀具按固定的传动比作对滚切削运动,就可以切出与刀具共轭的具有渐开线齿廓的齿轮。
用范成法原理进行切齿加工的主要方法及刀具:1.插齿 (1)齿轮插刀 插齿加工相当于把一对互相啮合的齿轮中的一个齿轮磨制出有前、后角、形成切削刃的齿轮插刀,另一齿轮为齿轮毛坯,齿轮插刀的模数和压力角与被加工齿轮相同。
插齿时,插刀与毛坯像一对齿轮传动那样,以一定传动比转动,同时插刀沿轮坯轴线的平行方向做上下往复切削运动。
轮齿的齿廓是由刀刃在切削运动中所占据的一系列位置的包络形成的。
为了切出全齿高,插刀还有沿轮坯径向进给运动,同时,插刀返回时,轮坯还应有让刀运动,以避免刀刃碰伤齿面。
齿轮插刀多用来加工内齿轮、双联或多联型齿轮上的小齿轮(见图2-1)。
(2)齿条插刀当齿轮的基圆直径趋于无穷大时,它的齿形由渐开线变成斜直线,此时齿轮成为具有直线齿廓的齿条。
若将齿条磨出刀刃来做成齿条插刀,并且顶部比传动用的齿条高出c *m (以便切出传动时的径向间隙),让这把齿条插刀与一个齿轮毛坯强按一定的传动比传动,这就是齿条插刀加工齿轮的范成运动情况。
在实际加工中,齿条插刀还要做上、下往复的切削运动,这样,齿条刀具刀刃的一系列直线轮廓即包络出齿轮的渐开线齿形。
2.滚齿齿条插刀虽然能够加工齿轮,但使用起来有一定的局限性,加工齿轮的直径较大时,刀具的长度有限。
所以,目前广泛采用滚齿法加工直、斜齿轮,滚齿用的齿轮滚图 2-1 齿轮插刀切齿刀形状似螺旋,如图2-2所示。
在螺旋体的圆周上开有若干条垂直于螺旋线的纵向斜槽,从而在与螺旋线相截的切面上形成切削刀。
对于阿基米德滚刀,其轴向截面为标准齿条,其模数和压力角与被加工齿轮相同。
齿轮加工

齿轮范成法加工原理齿轮范成法加工原理范成法: 是利用一对齿轮作无侧隙啮合传动时,两轮齿廓互为包络线的原理来加工齿轮的方法。
它又称为包络法、展成法,是目前齿轮加工中最常用的一种切削加工方法。
那么,它的基本原理是什么?一对齿轮作无侧隙啮合传动时,共存在四个基本因素:两个几何因素(两轮的渐开线齿廓);两个运动因素(两轮的角速度和)。
在这四个因素中,只要给定其中任何三个因素,就能获得第四个因素。
一对齿轮啮合传动时,给定的是哪三个因素?获得的第四个因素是什么?齿轮刀具加工齿轮时,是已知两个运动因素(利用机床传动系统人为地使刀具与轮坯按的关系运动)和一个几何因素(刀具的齿廓),通过包络,得到第四个因素---轮坯上的齿廓。
1、齿轮插刀插齿齿轮插刀是一个齿数为 zc的具有刀刃的外齿轮,用它可加工出模数、压力角与插刀相同而齿数为 z 的齿轮。
在切削过程中, 齿轮插刀与轮坯之间的相对运动有以下四个:1)范成运动:相当于一对齿轮的啮合运动,为加工出所需齿数z,齿轮插刀与轮坯必须以定传动比转动,这是加工齿轮的主运动。
2)切削运动:为了将齿槽部分的材料切去,齿轮插刀需要沿轮坯轴线方向作往复运动。
3)进给运动:为了切出轮齿的高度,齿轮插刀需要向着轮坯方向移动。
4)让刀运动:为避免齿轮插刀向上运动时,擦伤已形成的齿面,轮坯需要沿径向作微量运动,在齿轮插刀向下切削到轮坯前又恢复到原来的位置。
优点:用同一把刀具可加工出m、均相同而齿数不同的所有齿轮。
不仅可加工外齿轮还可以插齿加工内齿轮。
2、齿条插刀插齿齿条插刀切削齿轮时,齿轮插刀与轮坯之间的相对运动也有四个:范成运动: 相当于齿轮与齿条的啮合运动,为加工出所需齿数z,齿条插刀的移动速度与轮坯转动的角速度间的关系应为:切削运动、进给运动和让刀运动均与齿轮插刀插齿的相应运动相同。
优点:由于齿条插刀的齿廓为直线,所以,刀具制造精度较高。
共同的缺点:用以上两种齿轮刀具加工齿轮,它们的切削运动都是不连续的,生产率不高,因此在目前生产中广泛采用齿轮滚刀来加工齿轮。
齿轮范成仪
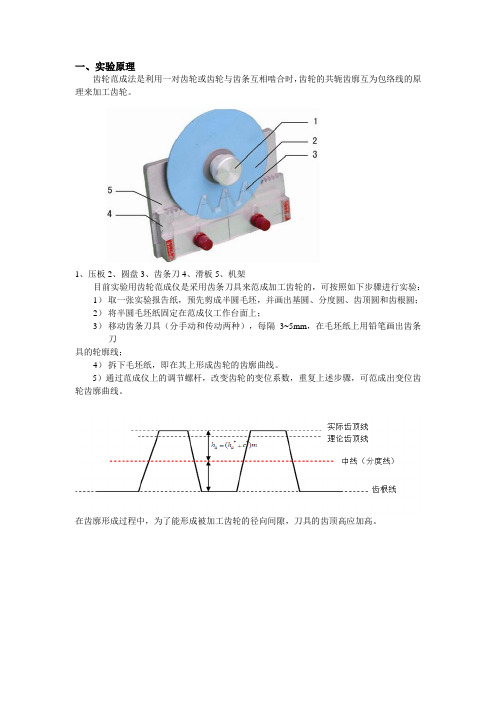
一、实验原理
齿轮范成法是利用一对齿轮或齿轮与齿条互相啮合时,齿轮的共轭齿廓互为包络线的原理来加工齿轮。
1、压板
2、圆盘
3、齿条刀
4、滑板
5、机架
目前实验用齿轮范成仪是采用齿条刀具来范成加工齿轮的,可按照如下步骤进行实验:1)取一张实验报告纸,预先剪成半圆毛坯,并画出基圆、分度圆、齿顶圆和齿根圆;
2)将半圆毛坯纸固定在范成仪工作台面上;
3)移动齿条刀具(分手动和传动两种),每隔3~5mm,在毛坯纸上用铅笔画出齿条刀
具的轮廓线;
4)拆下毛坯纸,即在其上形成齿轮的齿廓曲线。
5)通过范成仪上的调节螺杆,改变齿轮的变位系数,重复上述步骤,可范成出变位齿轮齿廓曲线。
在齿廓形成过程中,为了能形成被加工齿轮的径向间隙,刀具的齿顶高应加高。
实验三齿轮范成法实验
实验三齿轮范成原理实验在工程中,齿轮齿廓的制造方法很多,但其中以用范成法(亦称展成法)制造最为普遍。
因此,有必要对这种方法的基本原理及齿廓的形成过程加以研究。
一、实验目的:1.了解用范成法加工渐开线齿轮的基本原理,观察齿廓渐开线部分及过渡曲线部分的形成过程。
2.了解渐开线齿轮在制造过程中产生根切现象的原因和避免根切现象的方法——变位法,并比较标准齿轮和变位齿轮各部分尺寸的异同点。
二、实验的原理和方法:1.基本原理:范成法是利用一对齿轮或齿条与齿轮啮合原理来加工齿轮的一种方法。
常见有滚齿(刀具为齿轮滚刀)法,插齿法(刀具为齿轮插刀,齿条插刀)。
我们这里只讨论齿条形刀具。
齿轮滚刀在绕其轴线自转时,其轴向剖面相当于一个沿轴线平移的齿条(见图2-1)。
滚刀范成加工齿轮是强制性地保证刀具和轮坯之间按齿条与齿轮啮合运动关系来保证齿形的准确和分度均匀。
同时再辅以切削及走刀等运动。
这样对于同一把刀具就能加工出同一模数m和压力角α的不同齿数z的齿轮。
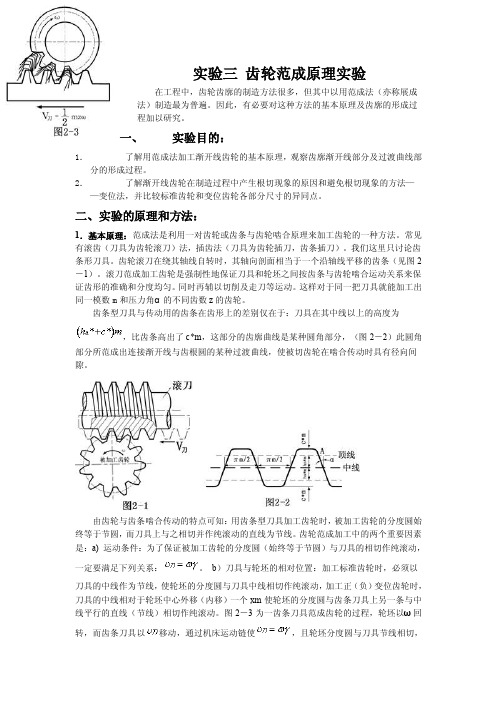
齿条型刀具与传动用的齿条在齿形上的差别仅在于:刀具在其中线以上的高度为,比齿条高出了c*m,这部分的齿廓曲线是某种圆角部分,(图2-2)此圆角部分所范成出连接渐开线与齿根圆的某种过渡曲线,使被切齿轮在啮合传动时具有径向间隙。
由齿轮与齿条啮合传动的特点可知:用齿条型刀具加工齿轮时,被加工齿轮的分度圆始终等于节圆,而刀具上与之相切并作纯滚动的直线为节线。
齿轮范成加工中的两个重要因素是:a)运动条件:为了保证被加工齿轮的分度圆(始终等于节圆)与刀具的相切作纯滚动,一定要满足下列关系:。
b)刀具与轮坯的相对位置:加工标准齿轮时,必须以刀具的中线作为节线,使轮坯的分度圆与刀具中线相切作纯滚动,加工正(负)变位齿轮时,刀具的中线相对于轮坯中心外移(内移)一个xm使轮坯的分度圆与齿条刀具上另一条与中线平行的直线(节线)相切作纯滚动。
图2-3为一齿条刀具范成齿轮的过程,轮坯以ω回转,而齿条刀具以移动,通过机床运动链使,且轮坯分度圆与刀具节线相切,图中所示的是齿条插刀在对滚过程中在轮坯上切出的刀刃痕迹,这些刀刃痕迹的包络线即为被加工齿轮的渐开线齿廓曲线。
范成法加工齿轮实验报告
范成法加工齿轮实验报告摘要齿轮是机械传动的重要组成部分,其精度和可靠性直接影响整个机器的性能。
本实验以范成法加工齿轮为研究对象,探究范成法加工齿轮的实验方法和实验结果,对齿轮的加工工艺和精度控制进行深入分析。
实验过程中,首先采用斜盘切槽法制作了车床夹具,然后通过转轴辅助加工齿轮,控制齿轮的加工深度和角度,并进行精度测量。
实验结果表明,在范成法加工齿轮时,需要注意控制刀具的质量、加工条件、夹具的稳定性和加工深度的控制等因素,以确保加工出的齿轮质量和精度达到要求。
本实验结果可以为齿轮加工精度控制提供一定的参考依据,对于机械设计和制造过程中齿轮的加工和检测具有一定的实际意义。
关键词:范成法;齿轮加工;精度控制;车床夹具;转轴辅助加工。
AbstractGear is an important component of mechanical transmission, and its accuracy and reliability directly affect the performance of the whole machine. In this experiment, the hobbing method was used to process the gear, and the experimental method and results of hobbing method for processing gear were explored, and the processing technology and accuracy control of gear were analyzed in depth.Keywords: hobbing method; gear processing; accuracy control; lathe fixture; turning axis assisted processing.一、实验目的1.了解范成法加工齿轮的原理及工艺。
简范成法加工齿轮的原理
简范成法加工齿轮的原理加工齿轮是通过机械方式将齿轮预定的外径、模数和齿数等几何参数加工到工件上的过程。
它是一种重要的机械加工工艺,在各种机械传动装置中起到了重要的作用。
下面将详细介绍加工齿轮的原理。
首先,加工齿轮的原理之一是根据齿轮的几何参数进行设计。
齿轮设计的基本参数包括模数、齿数、压力角、啮合角等。
这些参数是根据传动装置所要求的传动比、工作转速、承载能力等来确定的。
齿轮设计的目的是保证齿轮在传动过程中的可靠性、效率和寿命。
其次,加工齿轮的原理之二是通过加工工艺流程将齿轮的几何参数加工到工件上。
常见的加工工艺包括滚削、铣削、车削、磨削等。
这些工艺可以分为两类:一类是从齿廓形状入手进行加工,如滚削和铣削;另一类是从齿底进行加工,如车削和磨削。
加工齿轮的关键是保证齿轮的模数、齿高、啮合间隙等几何参数与设计要求相符合。
第三,加工齿轮的原理之三是根据齿轮的材料和硬度进行热处理。
热处理可以提高齿轮的硬度和耐磨性,提高其使用寿命。
常见的热处理方法有淬火、回火、渗碳等。
热处理后的齿轮需要进行进一步的机械加工,如研磨和修整,以保证齿轮的精度和表面质量。
第四,加工齿轮的原理之四是进行齿轮的装配和调试。
齿轮的装配是将齿轮与其他传动零件进行组合,并采取适当的间隙和啮合条件,以确保齿轮传动的精度和平稳性。
调试是通过调整齿轮的相对位置和啮合条件,使其工作在设计要求范围内。
最后,加工齿轮的原理之五是根据齿轮的应用要求进行表面处理。
表面处理可以提高齿轮的抗疲劳性和耐蚀性,提高齿轮传动的可靠性和寿命。
常见的表面处理方法包括镀铬、磷酸盐化、氮化等。
总的来说,加工齿轮的原理是根据齿轮的设计要求,通过加工工艺流程将几何参数加工到工件上,并通过热处理、装配和调试等过程确保齿轮的性能和质量。
加工齿轮是一项复杂的工艺,需要高精度的加工设备和严密的工艺控制,以满足各种传动装置的要求。
范成法加工实验报告
一、实验目的1. 理解范成法加工齿轮的原理及过程。
2. 掌握范成法加工齿轮的实验操作步骤。
3. 分析范成法加工齿轮中可能出现的误差及解决方法。
4. 了解范成法加工齿轮的应用及优缺点。
二、实验原理范成法加工齿轮是利用一对齿轮啮合传动时,两轮的齿廓互为包络线的原理进行加工的方法。
其中一个齿轮作为刀具,另一个齿轮作为被加工的齿轮坯。
在加工过程中,刀具与齿轮坯按一定的传动比进行旋转,刀具沿齿轮坯轴线方向进行切削,从而形成齿轮的齿廓。
三、实验设备与材料1. 实验设备:范成法加工齿轮实验台、渐开线齿轮刀具、齿轮坯、游标卡尺、千分尺等。
2. 实验材料:45号钢齿轮坯。
四、实验步骤1. 将齿轮坯固定在实验台上,调整刀具与齿轮坯的相对位置,使刀具的齿顶与齿轮坯的齿根对齐。
2. 启动实验台,使刀具与齿轮坯按一定的传动比进行旋转。
3. 开启切削电源,进行切削加工。
4. 加工完成后,关闭切削电源,停止实验台旋转。
5. 使用游标卡尺和千分尺等工具对加工完成的齿轮进行测量,检查其齿形、齿距、齿厚等参数是否符合要求。
五、实验结果与分析1. 实验结果显示,通过范成法加工的齿轮齿形较为理想,齿距、齿厚等参数符合要求。
2. 在实验过程中,发现以下误差现象:(1)齿形误差:可能是由于刀具磨损、加工中心偏移等原因引起的。
(2)齿距误差:可能是由于传动比设置不准确、刀具安装误差等原因引起的。
(3)齿厚误差:可能是由于刀具磨损、加工中心偏移等原因引起的。
3. 针对以上误差现象,提出以下解决方法:(1)定期更换刀具,确保刀具的锋利度。
(2)精确调整传动比,减小传动误差。
(3)确保加工中心的安装精度,减小加工中心偏移。
六、实验结论1. 范成法加工齿轮是一种常用的齿轮加工方法,具有加工精度高、生产效率高等优点。
2. 在实验过程中,应严格控制刀具磨损、传动比设置、加工中心偏移等因素,以保证加工质量。
3. 通过本次实验,掌握了范成法加工齿轮的原理、操作步骤及误差分析,为今后从事齿轮加工工作奠定了基础。
齿轮范成法加工原理
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
齿廓曲线的包络过程
设计设:计潘:存潘云存云
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、范成法生成齿廓的原理
范成法加工齿轮是利用一对齿轮互相啮合时,其齿廓互为包络线的原理加工齿轮的一
种方法。
在用范成法加工齿轮时,齿条刀作切削运动,同时又和轮坯作范成运动,相当于齿
条和齿轮的啮合运动。
整个加工过程,齿轮轮坯的节圆与齿条刀的节线相切,并始终作纯滚
动,即齿条刀节线在齿轮节圆上滚过的长度等于齿轮节圆上被滚过的圆弧长度,齿条刀直线
齿廓的运动轨迹形成的包络线即为齿轮齿廓。
根据相对运动原理,我们可以假设齿轮固定不
动,那么范成运动就可以看成是齿条刀以一定角速度ω绕齿轮圆心O 的转动和以一定速度V
沿其节线方向的移动的合成。
由此,我们想到用Pro/E 中的阵列等命令来模拟范成法创建齿
轮齿廓。
二、用Pro/E 模拟范成法创建渐开线齿廓的步骤
1、 点击Pro/E 界面中的拉伸按钮
,在草绘中用命令绘制齿轮的分度圆,其半
径为R 。
2、点击基准轴创建按钮
,经过第1步建立的圆柱面创建基准轴。
3、点击草绘工具按钮,绘制一个与被加工齿轮相同模数和压力角的标准齿条刀。
要求齿条刀分度圆与齿轮的分度线相切,如图1所示。
图1
4、点击拉伸按钮 ,再点击去除材料按钮,选用第3步所建立的齿条截面来去
除材料。
5、将第3步和第4步建立的特征成组。
6、选择第5步建立的组,点击复制按钮,再点击选择性粘贴按钮,勾选“对
副本应用移动/旋转变换(A)”,确定后点击变换,再在移动列表中创建一个旋转和一个移动。
旋转的参考选用第2步建立轴,值为θ(单位为弧度)。
移动的参考选用第3步建立的齿条
的最上一段(图2中的粗线部分),其移动的值为R*θ。
图2
7、选择第6步建立的移动复制特征,点击阵列按钮,再点击尺寸,在方向1栏中
创建2个项目,选取第6步建立的旋转和移动的两个尺寸作为参考尺寸。
旋转的参考尺寸的
增量为θ,移动的参考尺寸的增量为R*θ,其阵列的个数为2π/θ。
以上就是用Pro/E 模拟范成法创建渐开线齿廓的过程,图3(a)所示的是用该方法创建
的模数=5,齿数=12的齿轮的渐开线齿廓。
观察图3(a )中的齿轮齿廓,进行局部放大处理(见图3(b)),我们发现在用范成法加
工该齿轮时发生了根切现象,即被切齿轮齿根的渐开线齿廓被刀具的齿顶切去了一部分。
下
面我们用变位的方法,来避免根切。
首先,通过计算得到最小变为系数约为0.294,我们取0.3,因此将齿条刀下移1.5㎜。
重复上述4、5、6、7的过程得到图4(a)所示的齿轮齿廓, 进行局部放大处理得到图4(b)。
显然这时的齿轮是没有发生根切现象的。
4
图3(a ) 图4(a )
图3(b) 图4(b )
三、用Pro/E 模拟范成法创建渐开线齿廓的优点
用Pro/E 模拟范成法创建渐开线齿廓有以下优点:
(一)用Pro/E 模拟范成法创建渐开线齿廓,最后可以创建出三维的齿轮渐开线齿廓。
这种方法比传统的实验方法更为简单,得出的图形也更为直观、形象。
(二)利用Pro/E 参数化设计的特点,我们只需要通过改变尺寸参数,就可以模拟不
同模数和齿数的齿轮齿廓的创建过程,这样就可以突破传统实验方法的限制,实现对不同齿
数和模数的齿轮齿廓的创建。
(三)用传统的方法,在标准加工齿轮时,当齿轮的模数比较小时,即使被加工齿轮
的齿数小于17,我们在观察根切现象时也并不太明显(如图3(a )所示)。
而在Pro/E 的界
面中我们可以对所创建的齿廓进行放大,这样就可以清楚地观察到齿轮的根切现象。
(四)在用传统的实验方法模拟范成法加工齿轮时,由于是通过手工进行划线,所用笔的粗细、每次齿条移动的距离是否均匀,在移动的过程中手是否会发生抖动等情况的出现都会对实验的结果产生影响。
而利用Pro/E模拟范成法创建渐开线齿廓在计算机上进行绘图就可以避免这些情况的出现。
(五)用Pro/E模拟范成法创建渐开线齿廓不但可以实现所有传统实验方所能完成的实验目的,利用Pro/E强大的三维造型功能,在创建时我们只需要将齿条刀相对轮坯中心线倾斜一个螺旋角,还可以模拟创建出斜齿圆柱齿轮的齿廓。
四、应用
这种方法同样也适用于其它类型齿轮、蜗轮、蜗杆及圆柱凸轮等一些三维轮廓为包络面的创建,具有普遍性。
因此,该方法不但可以运用于相关实验教学,还可以用于对实际加工零件轮廓的模拟创建,为零件的实际加工提供依据。