基于PLC的层流过滤器控制系统
水处理系统中过滤器的PLC控制
钮启动正冲洗工艺,按下“SBI”按钮停止正冲洗工艺。
③投入。停位”为自动冲洗洗状态,即先反冲洗30min
后停5s再正冲洗30min。按下"SB0”按钮启动冲洗工艺,按下
笃Bl”按钮停止冲洗工艺。整个冲洗工艺完成后停5s会自动进
入“过滤运行”状态,但报警装置会闪动提示,要将”SWl”投入
到“过滤运行”位即可。
为冲洗;。0”位为停位,停位为过滤(正常的运行),对应PLC端
口的X0l SW2—3位(2工位、1停位)选择开关,。l”工位为反冲洗,对
应PLC端口Xll“2”工位为正冲洗,对应PLC端口X2l。0”位为 自动冲洗(ep先反冲洗后正冲洗)·
SBl一启动按钮,对应PLC端口的X3,
SB2一停止按钮,Xff应PLC端口的X4,
(6)各工艺运行时对应的气动阀的动作 a) “过滤运行”工艺:运行时,驱动进水气动阀(01),表示
ST21一过滤水箱“高”水位,对应PLC端t:l的X12, 此触点如闭合,表示过滤水箱满水,暂时停止过滤器的“过 滤运行”。
PS-过滤器压力开关,对应PLC端口的X13,表示过 滤器中压力达到一定程度时,此压力开关闭合,驱动产生水 气动阀。
(2)输出说明:
Fo_——冲洗水泵出口驱动电磁阀.用来驱动冲洗水泵的出口气动阖
STll~冲洗水箱“低”水位,对应PLC端口的X5,此触点不 闭合,表示冲洗水箱没有水,冲洗水泵不能启动,冲洗水泵出El阀 不能打开,需补充冲洗水箱的水;此触点闭合,表示冲洗水箱有水, 冲洗水泵可以启动,冲洗水泵出口阀可以打开。
STl2一冲洗水箱“中”水位,对应PLC端口的X6,此触 点不闭合,而X5触点闭合,表示冲洗水箱水不够,需先补充冲 洗水箱的水,到达此水位才能驱动冲洗水泵,打开冲洗水泵出 水气动阀。
基于PLC的膜分离反渗透纯净水处理计算机控制系统设计

基于PLC的膜分离反渗透纯净水处理计算机控制系统设计作者:陈科来源:《科技视界》2017年第36期【摘要】本文采用以膜分离技术为载体的反渗透装置,结合某景区实际情况,因地制宜设计了基于PLC的纯净水处理控制系统,并利用MCGS嵌入版组态软件实现了该系统的全自动化实时监控。
经过实际运行,表明该系统设计达到了纯净水处理的标准,出水水质符合纯净水水质的各项理化指标。
【关键词】反渗透;PLC;MCGS;监控0 引言针对该景区的实际情况,我们采用如下的出水工艺流程:首先,来自原水泵的景区天然水送入石英砂过滤器,待滤除大颗粒悬浮物等杂质后,再送入活性炭过滤器处理,待水的导电度和浊度满足一定的参数标准后,然后经保安过滤器、超滤装置最后送入反渗透装置除去大量的含盐离子、有机物、重金属等有害杂质,出水水质指标达到国家规定的饮用水理化指标及卫生标准。
过去单一地域的纯净水处理很难做到集中监控,资源配置不合理,集中大型化控制只能在大中型的污水处理厂和饮用水加工企业才能做到,因此这套基于MCGS组态软件和PLC,以膜分离技术为载体的反渗透水处理监控系统在该景区的实际应用填补了小型化商业应用的空白。
1 控制要求纯净水处理自动控制系统的要求是:(1)按工艺流程,砂滤、碳滤先反洗后正洗,砂滤、碳滤反洗时,自动关闭滤料顶部的超滤进水阀;超滤反冲洗时,自动关闭砂滤、碳滤出水阀;在正反洗及运行之间切换时,对应的电磁阀应遵循先开后关的规则,避免入口处水压波动偏大,出现“憋压”状况。
(2)可在控制站点的人机界面(HMI)上灵活设置碳滤、砂滤的正洗和反洗时间,超滤的反洗时间及反渗透的持续有效运行时间。
(3)进水电导、出水电导、反渗透进水压力、浓水压力四路4~20mA模拟量输入信号经过电导仪和压力变送器传入PLC的模拟量模块处理后,在站点的HMI上实时显示。
(4)在该处理系统自动运行过程中,要求控制进水压力峰值为3.0MPa,浓水压力峰值为1.2MPa、进水电导标准为2400μs/cm、出水电导标准为30μs/cm。
基于PLC洁净手术室净化系统的自动控制设计

基于PLC洁净手术室净化系统的自动控制设计洁净手术室是医院重要的环境之一。
它需具备洁净、无尘、无菌的特性,以确保手术过程中患者和医护人员的安全。
洁净手术室的净化系统起着重要的作用,它需要根据实际情况进行自动控制,以保证室内环境的稳定和安全。
在这篇文章中,我们将基于PLC技术对洁净手术室的净化系统进行自动控制设计,并进行详细的介绍。
PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的计算机。
它通过数字或模拟输入输出来控制各种自动化设备,是现代工业控制系统中常用的控制设备。
在洁净手术室的净化系统中,PLC可以根据设定的逻辑条件和参数,自动控制系统的运行,以满足室内环境的要求。
我们将对洁净手术室的净化系统进行简单的介绍。
洁净手术室的净化系统主要包括空气处理系统、风口、通风管道、过滤设备等。
这些设备需要按照一定的逻辑顺序和参数来进行控制,以保证室内空气的洁净和无菌。
在设计洁净手术室净化系统自动控制系统时,我们需考虑以下几个方面:1. 温度和湿度控制:洁净手术室的空气温度和湿度需要保持在一定的范围内,以满足手术的要求。
PLC可以根据设定的温湿度传感器的反馈信号,控制空调系统中的加热、制冷和加湿、除湿设备,以保持室内温湿度的稳定。
2. 空气流量控制:洁净手术室需要保持一定的气流量,以确保室内空气的流通和洁净。
PLC可以根据空气流量传感器的反馈信号,控制风口和通风管道的开启和关闭,以调节室内的气流量。
3. 过滤设备控制:洁净手术室的净化系统中通常配备有空气过滤设备,用于过滤空气中的微粒和有害物质。
PLC可以根据空气质量传感器的反馈信号,自动控制过滤设备的运行,以确保室内空气的洁净。
4. 故障报警和安全控制:在洁净手术室的净化系统中,需要设置故障报警和安全控制功能,以确保系统的安全运行。
PLC可以根据设定的故障传感器和安全开关的反馈信号,自动进行故障报警和安全控制。
具体而言,我们可以根据洁净手术室的实际情况进行如下设计:1. 设定温湿度传感器和空气流量传感器,采集室内温湿度和气流量的反馈信号;3. 将这些传感器的反馈信号输入PLC中,设定逻辑条件和参数,编写控制程序;4. 根据控制程序,PLC自动控制空调系统、风口和通风管道、过滤设备的运行,实现温湿度、气流量、空气质量的稳定,同时进行故障报警和安全控制。
基于PLC的洁净空调控制系统

基于PLC的洁净空调控制系统摘要:本文研究的是基于PLC的洁净空调控制系统的设计与实现。
为了消除室内空气中的异味、细菌和有害气体等,本文采用了HEPA过滤器和活性炭过滤器。
为了确保空气质量和节约能源,本文提出了一种基于温度和湿度的智能控制算法。
最后,本文运用梯形图方法,利用SIEMENS PLC控制器实现了该洁净空调控制系统。
关键词:PLC,洁净空调,HEPA过滤器,活性炭过滤器,温湿度控制,梯形图方法,SIEMENS正文:一、引言随着现代人们健康意识的不断提高,室内空气质量也成为了人们关注的重点。
目前,针对室内空气质量的处理方法主要有两种,一种是通过空气净化器对空气进行净化;另一种是通过洁净空调系统对空气进行净化和调节。
其中,前者无法达到房间内气流的循环,而后者可以通过气流对房间内的空气进行循环,从而达到更好的净化效果。
本文针对洁净空调控制系统进行研究和设计。
我们将采用HEPA过滤器和活性炭过滤器对室内空气进行过滤和净化;同时,我们将研究一种基于温度和湿度的智能控制算法,以确保空气质量的同时节约能源。
最后,我们将实现该控制系统,并运用梯形图方法进行控制。
二、系统设计本文所设计的洁净空调控制系统主要由以下部分组成:1. HEPA过滤器:用于过滤室内空气中的PM2.5、细菌和有害气体等;2. 活性炭过滤器:用于吸附室内空气中的异味和有害气体等;3. 温度和湿度传感器:用于检测室内空气的温度和湿度;4. PLC控制器:用于控制空调和其他设备。
本文所采用的HEPA过滤器和活性炭过滤器都采用了高品质的材料,以确保过滤效率和净化效果。
选用的温度和湿度传感器则能够准确地检测室内空气的温度和湿度,从而为我们提供了有力的数据支持。
三、系统实现为了确保空气质量和节约能源,本文采用了一种基于温度和湿度的智能控制算法。
具体来讲,当环境温度较高时,可以采取冷却方式进行调节;当室内空气湿度过高时,可以采取降湿方式调节。
同时,在运行过程中,我们还可以根据不同的环境要求,调整风量和运行时段等参数,从而实现智能化控制。
基于PLC洁净手术室净化系统的自动控制设计

基于PLC洁净手术室净化系统的自动控制设计
洁净手术室在医院中起到了非常重要的作用,为了确保手术室内的空气质量,并防止
交叉感染,洁净手术室净化系统的自动控制设计变得至关重要。
基于可编程逻辑控制器(PLC)的洁净手术室净化系统的自动控制设计,是利用PLC对净化系统的运行进行实时监测和控制。
我们需要对洁净手术室净化系统的工作原理有所了解。
主要包括风机、过滤器、送风
管道、调节阀等。
这些组件共同工作,通过风机将室内空气吸入,经过过滤器去除悬浮颗
粒物和细菌,然后经过送风管道输送到手术室内。
调节阀可以根据需要调整送风量和风
速。
在PLC洁净手术室净化系统的自动控制设计中,首先需要安装传感器来监测室内空气
的温度、湿度、颗粒物浓度等参数。
这些传感器可以实时将检测到的数据传输给PLC。
PLC的编程是整个自动控制设计的核心。
编程需要考虑到不同的控制策略和工作模式。
可以根据室内空气的温度,自动调节风机的转速来控制室内的温度;根据颗粒物浓度的高低,自动调节过滤器的运行时间和送风量来保证室内的空气质量。
PLC的编程还需要考虑到系统的安全性和稳定性。
可以设置报警机制,当室内的温度
或颗粒物浓度超过预设的阈值时,自动报警并采取相应的措施;可以设置备用系统,当主
系统发生故障时,自动切换到备用系统,以确保手术室的正常运行。
还可以通过人机界面(HMI)来实现对洁净手术室净化系统的监测和操作。
HMI可以显示实时的监测数据和状态信息,并提供操作界面,使操作人员能够根据需要进行手动控
制。
基于Micro850PLC的液体过滤自动控制系统

基于Micro850PLC的液体过滤自动控制系统
该系统主要包括Micro850PLC、液位传感器、温度传感器、压
力传感器、液体泵和液晶显示屏等组成。
其工作原理为:通过液位
传感器检测液体液位,并通过温度传感器和压力传感器检测液体的
温度和压力值,根据设定的条件执行液体过滤操作。
如液位低于设
定值,液体泵开始抽眼并循环过滤,同时PLC对温度和压力进行监控。
过滤完成后,PLC会发送报警信号,提示用户手动更换过滤芯。
具体功能如下:
1. 实现了液位检测、液体温度检测和液压检测的自动化控制;
2. 通过PLC程序实现了滤芯更换的自动提示;
3. 使用液晶显示屏可以方便地显示当前液位、液压和温度等实
时参数;
4. 应用多个传感器和液体泵,提高了系统的精确度和控制稳定性;
5. 操作简便,易于维护。
该系统适用于各种液体过滤应用场合,如水处理、食品饮料、
医疗卫生、化工等领域。
基于PLC控制的压滤机自动控制系统研究

基于PLC控制的压滤机自动控制系统研究摘要:压滤机是一种固液分离的设备,PLC这种可编程逻辑控制器的引用是对压滤机控制系统的完善。
本文对压滤机的工作流程及其控制要求进行相应的分析,进行了基于PLC控制的压滤机自控控制系统设计,旨在解决压滤机系统线路复杂、故障率高等问题。
关键词:PLC控制;压滤机;自动控制系统按照板框驱动方式的不同,压滤机可以划分为机械式和液压式两类。
在工艺流程方面,机械式与液压式压滤机并没有本质的区别,但是由于机械式压滤机在生产过程中出现过滤效果较低、闭合装置容易卡死、设备维护成本高等问题,机械式压滤机逐渐被液压式压滤机所代替。
所以,液压式压滤机也就成为当前压滤机的主流,不断改进和完善液压式压滤机成为一种必然现象。
当然,由于PLC可以通过内部存储运行各种运算操作的指令,并能通过数字式的输入输出,控制各种类型的机械设备,使得PLC应用到液压式压滤机中成为理所当然,而PLC的高性能,高抗干扰能力、编程简单易学、高可靠性、体积小、质量轻、灵活性好以及价格便宜等优点,使得基于PLC控制的压滤机控制系统相得益彰。
一、压滤机的工作流程及其控制要求1.压滤机的工作流程压滤机的最终目的是实现固液分离,而实现途径则是通过压力固液的重力以及外加气压或水压的作用,在滤布两侧产生压强差。
在实际生产过程中,根据生产需要可以将压滤机的工作流程分为两种模式:初次挤压模式和再次挤压模式。
其中,初次挤压模式共有4个步骤,具体步骤依次为闭合滤板、进料、加压滤板、干燥和拉板卸料,如图1所示;再次挤压模式共有6个步骤,依次为闭合滤板、进料、初次挤压、滤饼洗涤、再次加压滤板、干燥和拉板卸料。
图1 初次挤压模式2.压滤机的控制要求压滤机的自动控制系统除了要满足稳定的基础性能外,还必须具有其他方面的功能。
首先,全面可靠的数据、状态监测功能以及显示功能,包括液压系统以及元件、工作阀门的状态和电气系统的参数也包括在内;其次,包括急停按钮、逻辑及故障限制条件的安全控制功能;再次,参数的设定功能,通过授权的操作员可以根据生产需要对工艺参数进行的调整,但设备参数的调整只能通过压滤机生产制造商进行;最后,故障报警和故障诊断功能,压滤机的故障按危害程度可以划分为三种类型,潜在故障、显性非危险性故障与显性危险性故障,对于潜在故障只做记录但不报警,设备正常运行。
PLC和力控软件在超滤控制系统中的应用

层 需 要 控 制 的 1 点 数 ,选 用 S — 0 0 7 2 0系列 的 C U 2 P 2 4和 1个 E 2 数字 量 混合模 块 、 个 E 3 模拟 量 组合 模块 。 M2 3 2 M2 5 C U2 P 2 4本 身 带 有 1 4路 数 字 量 输 入 、O路 数 字 量 输 出 , 1 1个 E 2 M2 3模 块 有 1 6路 2 V D 输 入 和 1 4 C 6路 2 V D 输 出 , 4 C 1个 E 3 M2 5模 块 有 4路 1 2位模 拟 量 输 入 和 1 1 路 2位 模 拟 量 输 出 。 为 保 障 P C 安 全 ,数 字 量 输 入 输 出 均 外 接 2 V D 继 电器 隔 L 4 C
监控软件。
3 11 力 控监 控 软 件
力 控 组 态 软 件 是 运 行 在 Wid w 9 / T 2 O / P系 统 上 n o s8 N / O OX 的一 种 监控 组 态 软 件 ,能 同 时 和 国 内外 各 种 工 业 控 制 厂 家 的设 备 进 行 网 络通 讯 ,它 可 以 与 高 可靠 的工 控 计 算 机 和 网 路 系 统结
2 O世 纪 6 0年 代 , 通量 反 渗 透 膜 的 出现 带动 了超 滤技 术 的 高 发 展 。2 0世 纪 9 O年代 后 期 , 滤作 为反 渗透 的预 处理 发 展 成 为 超 很 有潜 力 的 应用 。 目前 超滤/ 渗 透 组合 工 艺 在锅 炉 中水 回用 中 反 有 着广 泛应 用 。超 滤 作 为反 渗 透 的预 处 理工 序 , 滤 控 制 系统 设 超 计 的成 功 与否 直 接关 系 到反 渗 透供 水 的质 量 。 文 以煤 化工 企 业 本 6 m ̄h超滤 控 制 系统 为 例 , 绍 超 滤 自动控 制 系统 的设计 。 0 介
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《自动化技术与应用》2009年第28卷第10期][业}空韦U与应用
环状态序列运行。
5.2控制系统的控制流程
根据层流过滤器反洗控制的工艺要求,系统的控制 流程设计为:6台层流过滤器轮流反洗,反洗周期1 2小 时,即每台过滤器每1 2小时反洗1次,每台过滤器反洗 时间约为24分钟(以上时间在程序里设计成模块化,可 方便地随工艺要求修改和设定)。单台过滤器的控制流 程如表2所示:
II●—●_■—●—■—————●■_●—●_—■●■_____—■_ -—●●—■●■——●—————■●——————■——●—■●—■■●■——____—_—■■■——___—●__—_—_______—_—_____———■■—■■—■■■|
T业}空韦lJ与J立用
《自动化技术与应用》2009年第28卷第1 o期
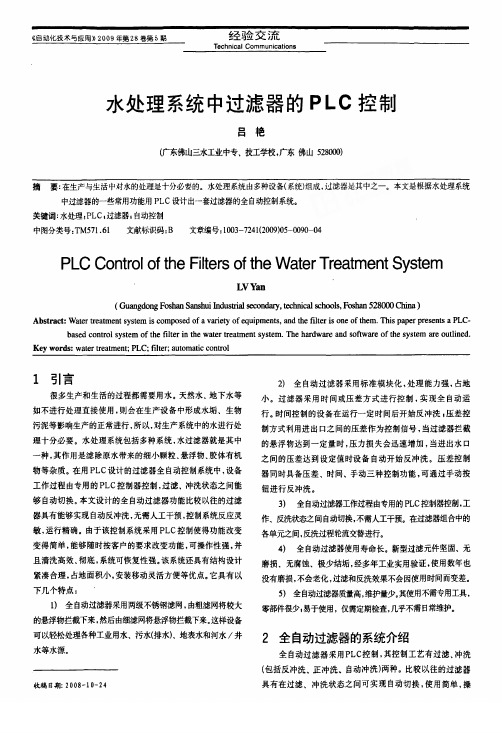
图l 层流过滤器示意图 其控制内容如下: 1)原水进水阀门V1:阀门电机l台(3 80v/1.1 Kw),开闭限位各1个。 2)净水出水阀门V2:阀门电机1台(380v/1.1 Kw),开闭限位各1个。 3)反洗排水阀门V3:阀门电机1台(380v/I.I Kw),开闭限位各1个。 4)反洗进水阀门V4:阀门电机l台(380v/1.1
关键词:PLC;循环水处理;层流过滤器;反冲洗 中图分类号:TM571.6l 文献标识码:B 文章编号:1003—7241(2009)10—0022—03
Laminar Flow Filter ControI Based On PLC
GU Xian91,HoU Gou-qian92,MENG Ru2 (1.College of Computer and Automatic Control Hebei Polytechnic University,Tangshan 063009 China;
300PLC.The structure and the software of the system are outlined. Keyword:PLC;treatment of circulating water;laminar flow filter;back washing
1 引言
我国是一个严重缺水的国家,水资源不足成为制约 国民经济和社会发展的重要因素。解决这个问题,关键 要加强水资源的节约,努力提高水的利用率。当前,我 国经济正处于快速增长期,工业用水大幅增长,但工业 的用水效率总体水平较低,特别是一些大的企业,例如 钢铁厂、洗煤厂、发电厂等企业面临着严重的考验。因 此,采用循环供水系统就显得尤为重要。层流过滤器是 现代工业水处理的主要装置之一,非常适合钢铁企业中 净化处理轧钢、连铸等设备的浊水(含有氧化铁皮及油 脂)以及洗煤行业的循环水系统中的旁滤处理。由于在 热轧薄板或洗煤厂的循环水中会含有大量的氧化铁皮、 油脂、煤粉等各种杂质,在其循环水的处理系统中的层 流过滤器就极易发生堵塞。因此,在使用一段时间后就 要对过滤器进行反冲洗(水、气混合),将过滤层中的杂 质去除,以保证过滤器正常工作。
tgt“" v2 O 2 IO.O’13.7 14.O’17.7 18.O“11I.7 112.O’115.7 Q16 01Q19.7 Q20.0’Q23.7 Q24.O“Q27.7 PI髓68 ̄383
图2是控制系统结构图。
3 控制要求
层流过滤器控制系统的控制要求为:6台层流过 滤器,每台层流过滤器各配置有6个电动阀门,分别控 制原水进水、净水出水,反洗排水、反洗进水、反洗进 气,反洗出气等6个管路;为充分提高设备的利用率,6 台层流过滤器共享使用2台鼓风机和2台水泵,作为反 洗进气源和进水源,为保证整个反洗系统的正常运行,2 台鼓风机和2台水泵互为备份,即2台鼓风机和2台水 泵分别开l备l。正常时反洗系统启动1台鼓风机和1 台水泵作为系统的气源和水源,当l台鼓风机或水泵发 生故障时,另一台自动投入运行,以保证反洗系统的可 靠运行。每台鼓风机、水泵各配置1个电动出口阀门作 其管路出口的控制。
注:…表示阀开,其余时间表示阀处于关闭状态。 Tl…运行时间12小时。
T2---12小时时间到:关闭Vl阀门、关闭V2阀门l 25秒后打开V3阀门、打开水泵;水泵启动5秒后再打 开水泵出口阀门120秒后打开V4阀门。总时间约1分钟。
T3---水反冲洗时间5分钟。 T4---水反冲洗时间到:先关闭V4阀门、关闭水 泵出口阀门;5秒后关闭水泵;30秒后打开风机;风机启 动5秒后再打开风机出口阀门、打开V5阀门、打开V6
表2 层流过滤器控制流程表
的过程变量的数值范围,线性地影射到WINC C的变量 定义范围,WINCC通过发送一个请求信号向PLC请求 数据;在此采用周期性读取通讯数据方式,即WINC C在 PLC上登记读请求,PLC在相应的周期内对其进行通讯 处理。图3为上位机监控系统主画面。
图3 上位机监控系统主画面
Kw),开闭限位各1个。 5)反洗进气阀门V5:阀门电机1台 (380v/1.1
Kw),开闭限位各1个。 6)反洗出气阀门V6:阀门电机1台 (380v/1.1
Kw),开闭限位各1个。 在本系统中,每台层流过滤器所用的6个阀门电机
功率均为380v/1.1 Kw,而且每个阀门都分别设置了开 启限位开关和关闭限位开关各1个,两种限位开关的开 启到位和关闭到位的两个信号将作为P L C主控制器的 输入信号来使用。由于阀门电机功率不大,采用直接启 动的控制方式。另外,每台鼓风机、水泵各配置1个电 动出口阀门作为其管路出口的开闭控制。其中,鼓风机 的电机容量为380v/132Kw,因其功率较大,为减小其启 动电流对电网造成的冲击,采用软启动器启动(通过对 软启动器的设定,可以调节其起动时间的长短和额定运 行速度,从而达到对其所控制电机运行速度的调节)。 软启动器的控制信号为:输入信号:手/自动,急停,启 动/停止;输出信号:运行,停止,旁路,故障。鼓风机的 出口阀门电机功率为380v/1.1 Kw,开闭限位各1个 (无源接点)l反洗水泵的电机容量为380v/75Kw,考虑 其功率不大,采用直接启动方式启动,其控制信号为:输 入信号:手/自动,急停,启动/停止;输出信号:运行, 停止,故障。水泵的出口阀门电机功率为3 80V/1.1 Kw,开闭限位各1个(无源接点)。
参考文献:
【1】西门子公司.S7-300可编程序控制器模板说明【Z】.2005 【2】西门子公司.¥7-300可编程序控制器硬件与安装手册 fZ】.2005 【3】黎一强.PLC技术在生活污水处理及回用系统中的应用 【J】.自动化技术与应用,2008,27(8):123—125. 【414郭培志,秦正兵.PLC(S7 414-4H)和iFIX在火力发电 厂水处理中的应用【J】.自动化技术与应用.2008,27(4):19—23.
2 层流过滤器控制系统电气设备组成
收稿日期:2 009-05—2 0 22 I龟打蟀瞄dAL臼_嘣.啪&A刚ic曲惜
万方数据
层流过滤器控制系统中的6台层流过滤器,每台层 流过滤器均配置有6个电动阀门,分别为原水进水、净 水出水、反洗排水、反洗进水、反洗进气、反洗出气等, 图一为单台层流过滤器设备示意图。
PLC的硬件组态
6ES7 307一lK^00一OAAO 6£S7 314—1^F10—0^B0 6ES7 32卜1BL00一OAAO 6ES7 32l—lBL00—0从0 6ES7 321一lBL00-OAAO 6BS7 32l一1BL00—0从O 6ES7 322一lBL00-0AA0 6ES7 322一lBL00—0从0 5F_¥7 322-iBL00一∞^0 6ES7 331-7i伊02-0^Bo
4 硬件配置
层流过滤器控制系统采用1台西门子PLC作主控
万方数据
图2 控制系统结构图
5 软件设计
5.1控制系统的控制方式
根据用户和现场的工艺控制要求,层流过滤器控制 系统控制方式设计为3种:
1)自动方式,在上位计算机的组态画面上进行监控; 2)半自动方式,在上位计算机的组态画面上对某 个设备单独进行手动操作, 3)手动方式,由设置在现场的手动机旁箱控制操 作,其控制级别最高(手动操作箱设置在现场利于观察 操作的地方)。6台层流过滤器每台都可单独手动操作, 在某l台过滤器处于手动状态时,该台设备被切除自动 循环序列,其它处于自动状态的层流过滤器仍按自动循
表1
电源 cPU 输入 输入 输入 输入 输出 输出 输出 输入
PS 307 10^ 伊U 3i4
D132XDC24v D132×DC24v D132×DC24v D132XDC24v D032×DC24v/O.5A D032×DC24vlO.5A DC32 x DC24v/0.5^ A18X 12Bit
主画面中包括3个子画面,子画面可以互相覆盖, 可由操作者用鼠标点击切换或者键盘控制切换。当鼠 标点击画面按钮时,该按钮变色,作为组态系统已响应 的指示。通过这些画面,可以实时的监测现场设备的工 作状态,而且能方便的对现场设备进行控制。
7 结束语
基于P L C的层流过滤器控制系统,运行稳定、可 靠。不仅做到了节水、节电,还大大缩短了层流过滤器 的反冲洗时间,其电控系统的软/硬件结构采用模块化 设计,对层流过滤器的台数和控制内容可根据控制设备 和工艺的需求增删,具有较强的可移植性、通用性,为 工业循环水处理的层流过滤器控制,提供了一种新的控 制方法,具有较高实用性和推广性。
器,控制6台层流过滤器运行,同时应用模拟量输入模 块监视系统的风压和水的流量,PLC主控制器采用SI- EMENS的S7—300系列的3 14CPUt x】,输入输出模块,包 括8点AI、128点DI和96点DOlPLC编程软件采用 SIEMATIC—Step7 l上位机管理软件选用SIEMENS的 WINCC可视化监控软件组态设计。上位机和PLC之间 通过Siemens一561 1卡编程通讯,由MPI电缆连接。所 用西门子PLC的硬件组态为表1: