兄弟机床维修手册
兄弟7500系列高级维修资料说明书

兄弟mfc-7420-dcp-7010-7025维修手册p4
8.1 进入维修模式
MFC7420
依次按功能/设定键和启动键。再按四次 ▲ 键使机器进入维修模式。 【提示】在带数字键盘的传真型号中,也可按功能/设定, *, 2, 8, 6, 和 4 键使机器进
入维修模式。
在设备鸣叫约 1 秒钟后,屏幕显示 始期。表明设备随时接受键盘输入。
,说明设备已处于维修模式的初
8.4.1 EEPROM 参数初始化(功能代码 01/91) .................................. 8-5 8.4.2 扫描补偿数据打印页(功能代码 05) .................................... 8-6 8.4.3 CIS 单元位置固定以便传输(功能代码 06) .............................. 8-8 8.4.4 自动进稿器性能测试(功能代码 08) .................................... 8-9 8.4.5 测试图案 1(功能代码 09) ........................................... 8-10 8.4.6 固件开关设定和打印 ................................................. 8-11
数据项目 维修模代码
公司 ID 数据 外线号码* 电话功能登录* 单键拨号 速拨号 多址发送群组号
01
这些数据都将被 初始化。
91
这些数据将被初始 化。
这些数据将不被初 始化。
这些数据将不被初始 化。
注:如您换上了在其它机器上使用过的主板,则请执行此步骤设定并对 EEPROM 作自定义设 置。(参见 8.4.14 部分的维修模式功能代码 74)。
车床维修手册

车床维修手册第一章:引言车床是一种常见的机械设备,广泛应用于制造业和修理业。
它通过旋转工件并用切削工具对其进行加工,以获得精确的尺寸和表面质量。
然而,由于长时间使用和不当操作,车床可能会出现各种故障。
为了确保车床的正常运行和提高工作效率,本手册将详细介绍车床的常见故障及其维修方法。
第二章:车床的基本构造车床主要由床身、主轴、进给系统、切削工具和润滑系统等组成。
在本章中,我们将详细介绍车床的各个组成部分及其功能。
了解车床的结构对于理解故障原因和进行维修至关重要。
第三章:常见故障及其维修方法3.1 主轴故障主轴是车床的核心部件,常见的故障包括轴承损坏、轴向游隙过大等。
本节将介绍这些故障的识别方法和相应的维修步骤。
3.2 进给系统故障进给系统负责工件的进给和定位,常见的故障包括进给不稳定、进给速度过快等。
我们将在本节讨论如何排除这些故障,并提供相应的维修建议。
3.3 切削工具故障切削工具直接参与工件的加工过程,常见的故障包括刀具磨损、切削力过大等。
我们将介绍如何正确选择和更换切削工具,以及如何调整切削参数以避免故障的发生。
3.4 润滑系统故障润滑系统对于车床的正常运行至关重要,常见的故障包括润滑油污染、润滑系统堵塞等。
我们将在本节中介绍正确的润滑方法和如何排除润滑系统故障。
第四章:预防性维护除了应对已经发生的故障,预防性维护对于车床的正常运行同样重要。
本章将介绍车床的定期维护方法,包括清洁和润滑、各部件的检查和调整等。
通过正确的预防性维护措施,可以避免许多故障的发生,延长车床的使用寿命。
第五章:安全操作指南使用车床时,安全永远是最重要的。
本章将提供一份详尽的安全操作指南,包括穿戴安全装备、正确操作车床、紧急停机等。
无论是经验丰富的操作员还是新手,都必须遵守这些操作规范,以确保人身安全和设备的正常运行。
结语:通过本手册,我们详细介绍了车床的常见故障及其维修方法,并提供了预防性维护和安全操作指南。
了解和掌握这些知识,可以帮助操作员更好地维护车床设备,提高工作效率,确保生产安全。
兄弟TC-S2CZ机床的维修培训

3、安装联轴节盖板前,自动移动机床,确认安装 无误,在向下进行。
4、适当调节机床的栅格偏移量。
主讲师:臧建富
X/Y轴丝杠更换-安装联轴节盖板
主讲师:臧建富
X/Y轴丝杠更换-安装护板
主讲师:臧建富
X/Y轴丝杠更换
部门:设备科
主讲师:臧建富
主讲师:臧建富
兄弟加工中心机床机械维修
★ 一 .X/Y轴丝杠更换。 ★ 二 .Z轴丝杠更换。 ★ 三 .刀盘的更换。 ★ 四 .主轴的更换。
主讲师:臧建富
一.动手与动脑
X/Y轴丝杠更换 1、在更换机床丝杠前,请将机床打扫干净。 2、在机床主轴上装入千分表,找工作台合理位置, 打出代换轴的坐标,记录其机械坐标的X、Y、Z值。 3、不要碰撞和拆卸千分表,台起Z轴,使其升到 一个合理(①、露出全部Z轴联轴节盖板。 ②、 在维修中不会碰到千分表)的位置。
更换主轴-11、上紧护盖螺钉
主讲师:臧建富
更换主轴-12、安装两滑块。
主讲师:臧建富
更换主轴-13、安装气管。
主讲师:臧建富
谢谢!
主讲师:臧建富
主讲师:臧建富
三.刀盘更换-拆卸编码盘护板
主讲师:臧建富
刀盘更换-拆卸编码盘
主讲师:臧建富
编码器更换-拆卸编码器连线
主讲师:臧建富
刀盘更换-松开锁紧螺丝
主讲师:臧建富
刀盘更换-拆卸固定螺丝
主讲师:臧建富
刀盘更换-取下刀盘
主讲师:臧建富
刀盘更换-注意垫圈位置和次序
主讲师:臧建富
刀爪更换-取下钢珠、套筒、和弹簧
编码器更换-安装编码盘
兄弟mfc-7420-dcp-7010-7025维修手册p2.
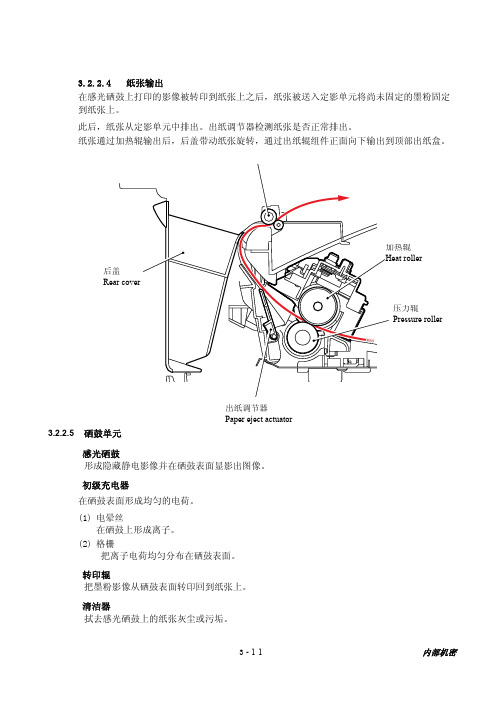
3.2.2.4 纸张输出在感光硒鼓上打印的影像被转印到纸张上之后,纸张被送入定影单元将尚未固定的墨粉固定到纸张上。
此后,纸张从定影单元中排出。
出纸调节器检测纸张是否正常排出。
纸张通过加热辊输出后,后盖带动纸张旋转,通过出纸辊组件正面向下输出到顶部出纸盒。
3.2.2.5 硒鼓单元 感光硒鼓形成隐藏静电影像并在硒鼓表面显影出图像。
初级充电器在硒鼓表面形成均匀的电荷。
(1) 电晕丝在硒鼓上形成离子。
(2) 格栅把离子电荷均匀分布在硒鼓表面。
转印辊把墨粉影像从硒鼓表面转印回到纸张上。
清洁器拭去感光硒鼓上的纸张灰尘或污垢。
Paper eject actuator压力辊Pressure roller3.2.2.6 墨粉盒以墨粉在感光硒鼓上显影隐藏静电影像并形成可视影像。
墨粉用尽模式在覆盖率为5%时,墨粉盒的使用寿命为初始;1500页,标准;2500页。
如果在低效率打印时,墨粉用尽前指示灯上将显示“TONER EMPTY”(墨粉用尽),因为辊的旋转,显影辊的表面或其他墨粉密封件已老化。
硒鼓旋转的上限为45,000 = 3000 页 x 15 转。
下表显示了若用A4打印的可打印页数。
墨粉寿命 = 15a x 3000 / ( 4.3 x (a - 1) + 15 ) a :页/ 作业墨粉寿命+ON/OFF = 15a x 3000 / ( 4.3x (a - 1) + 15+ 8))墨粉寿命 (机械限定) :3000( 1页/ 作业新的墨粉检测装置打印机通过传感器检测墨粉的剩余量并通过墨粉指示灯亮向用户显示更换墨粉盒时间。
在低效率打印持续时间较久时,会出现如墨粉泄漏和影像缺点问题。
为防止此类问题,打印机装备了墨粉指示灯功能,在墨粉用到一定程度,墨粉指示灯会亮并向客户提示。
当更换上一个新的墨粉盒时,打印机通过新墨粉检测开关检测墨粉盒被更新,墨粉指示灯灭。
检测新墨粉盒装置如下:(1)在硒鼓单元里安装墨粉盒(全新),然后再装入打印机。
兄弟mfc-7420-dcp-7010-7025维修手册
示屏,控制面板电路板,传感器进行运作检查,执行打印测试,显示日志信息或错误代码并修改固
件开关(WSW).
第9章
错误表示和故障排除
对当机器出现错误或故障时,内置的自我诊断功能所表示的错误信息及错误代码做出了详细的说明。 错误信息出现时,可参考本章检查或找出需更换的部件与单元。
本章的后半部分列举了有可能在机器的主要部分发生问题的实例以及相应的故障排除步骤,从而使 维修人员对故障部位做出正确的诊断并予以修理。
iii
内部机密
第5章
拆卸/重新安装和润滑
5.1 拆卸/重新安装 ........................................................................................................... 5-1
注意事项 ........................................................................................................................ 5-1
详细说明了更换打印头/滑动架单元,主板和其他部件更换后对设置的调整和更新。
第7章 不适用
清洁
i
内部机密
第8章
维修模式的按键对机器检查、设定调整而设的特定 模式。
维修模式中,维修人员可根据机器更新内存(EEPROM:电可擦除只读存储器)内容。可以对液晶显
3.2.2.6 墨粉盒 ........................................................................................................ 3-12
兄弟机床维修手册
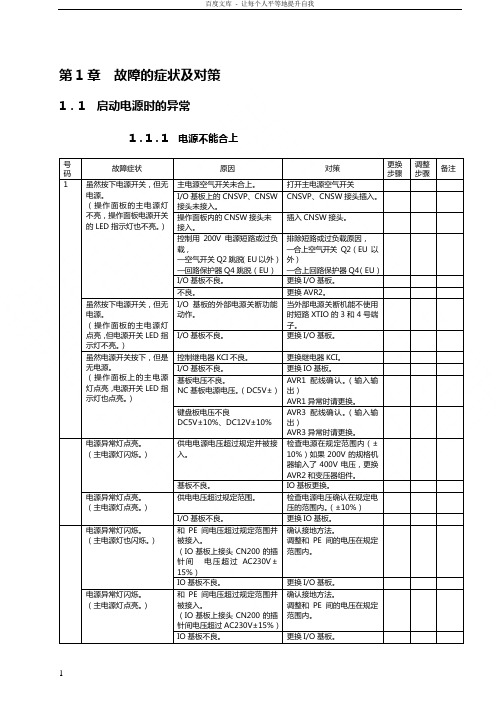
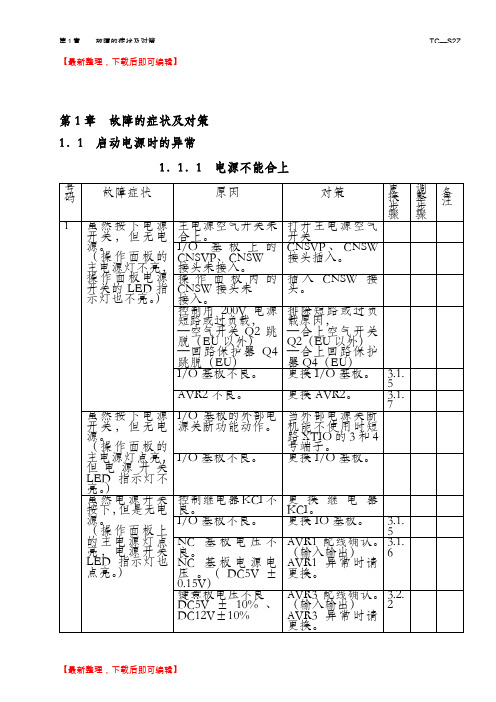
第1章故障的症状及对策1.1 启动电源时的异常1.1.1 电源不能合上号码故障症状原因对策更换步骤调整步骤备注1 虽然按下电源开关,但无电源。
(操作面板的主电源灯不亮,操作面板电源开关的LED指示灯也不亮。
)主电源空气开关未合上。
打开主电源空气开关I/O基板上的CNSVP、CNSW接头未接入。
CNSVP、CNSW接头插入。
操作面板内的CNSW接头未接入。
插入CNSW接头。
控制用200V电源短路或过负载,—空气开关Q2跳脱(EU以外)—回路保护器Q4跳脱(EU)排除短路或过负载原因,—合上空气开关Q2(EU以外)—合上回路保护器Q4(EU)I/O基板不良。
更换I/O基板。
不良。
更换AVR2。
虽然按下电源开关,但无电源。
(操作面板的主电源灯点亮,但电源开关LED指示灯不亮。
)I/O基板的外部电源关断功能动作。
当外部电源关断机能不使用时短路XTIO的3和4号端子。
I/O基板不良。
更换I/O基板。
虽然电源开关按下,但是无电源。
(操作面板上的主电源灯点亮,电源开关LED指示灯也点亮。
)控制继电器KCI不良。
更换继电器KCI。
I/O基板不良。
更换IO基板。
基板电压不良。
NC基板电源电压。
(DC5V±)AVR1配线确认。
(输入输出)AVR1异常时请更换。
键盘板电压不良DC5V±10%、DC12V±10%AVR3配线确认。
(输入输出)AVR3异常时请更换。
电源异常灯点亮。
(主电源灯闪烁。
)供电电源电压超过规定并被接入。
检查电源在规定范围内(±10%)如果200V的规格机器输入了400V电压,更换AVR2和变压器组件。
基板不良。
IO基板更换。
电源异常灯点亮。
(主电源灯点亮。
)供电电压超过规定范围。
检查电源电压确认在规定电压的范围内。
(±10%)I/O基板不良。
更换IO基板。
电源异常灯闪烁。
(主电源灯也闪烁。
)和PE间电压超过规定范围并被接入。
(IO基板上接头CN200的插针间电压超过AC230V±15%)确认接地方法。
兄弟机床维修手册(精品资料).doc
3.1.9
AVR1的CN1拿掉后OK
AVR1不良。
更换AVR1,
3.1.6
AVR3的配线拿掉后OK。
AVR3电源系统绝缘不良。
检查AVR3配线,
3
伺服上电时,漏电保护器跳脱
主轴放大器TB2的Y,COM拿掉后OK。
主轴再生阻抗器绝缘不良。
检查再生阻抗器的配线
更换再生阻抗器。
主轴放大器TBI的MP,MN拿掉后OK。
【最新整理,下载后即可编辑】
第1章 故障的症状及对策
1.1 启动电源时的异常
1.1.1 电源不能合上
号
码
故障症状
原因
对策
更换
步骤
调整
步骤
备注
1
虽然按下电源开关,但无电源。
(操作面板的主电源灯不亮,操作面板电源开关的LED指示灯也不亮。)
主电源空气开关未合上。
打开主电源空气开关
I/O基板上的CNSVP、CNSW
取出AVR2的CN1插头OK。
更换AVR2。
3.1.7
变压器T2失效。
取出变压器T2的一次侧
配线再检查。
保险丝Q3为OFF时不再发生。
冷却系统电源系统失效。
拆下冷却装置的CNCLM接头再检查。
2
在紧急停止状态下打开电源时漏电保护器跳脱。
控制箱内
CNSFAN的中间接头取出后OK。
主轴马达风扇绝缘不良。
更换主轴马达风扇。
2.1.2
主轴放大器
TB2的Y和COM拿掉后OK。
主轴再生阻抗器绝缘不良。
检查再生阻抗器配线。
更换再生阻抗器。
主轴放大器TB1端子上CP,CN拿掉后OK。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
* EU以外
号
码
故障症状
原因
对策
更换
步骤
调整
步骤
备注
1
当仅为主空气开关合上时,漏电保护器跳脱。
即使空气开关Q2保险丝Q3为OFF时仍出现。
空气开关下的电抗器不良。
检查移出电抗器。
外部周边机器失效排屑器
高压冷却装置。
从电源二次侧拿掉周边装置接线再检查。
空气开关Q2为OFF时不在发生。
更换主轴放大器,
3.1.9
AVR1的CN1拿掉后OK
AVR1不良。
更换AVR1,
3.1.6
AVR3的配线拿掉后OK。
AVR3电源系统绝缘不良。
检查AVR3配线,
3
伺服上电时,漏电保护器跳脱
主轴放大器TB2的Y,COM拿掉后OK。
主轴再生阻抗器绝缘不良。
检查再生阻抗器的配线
更换再生阻抗器。
主轴放大器TBI的MP,MN拿掉后OK。
操作面板内的CNSW接头未
接入。
插入CNSW接头。
控制用200V电源短路或过负载,
—空气开关Q2跳脱(EU以外)
—回路保护器Q4跳脱(EU)
排除短路或过负载原因,
—合上空气开关Q2(EU以外)
—合上回路保护器Q4(EU)
I/O基板不良。
更换I/O基板。
3.1.5
AVR2不良。
更换AVR2。
3.1.7
第1章故障的症状及对策
1.1启动电源时的异常
1.1.1电源不能合上
号
码
故障症状
原因
对策
更换
步骤
调整
步骤
备注
1
虽然按下电源开关,但无电源。
(操作面板的主电源灯不亮,操作面板电源开关的LED指示灯也不亮。)
主电源空气开关未合上。
打开主电源空气开关
I/O基板上的CNSVP、CNSW
接头未接入。
CNSVP、CNSW接头插入。
取出AVR2的CN1插头OK。
更换AVR2。
3.1.7
变压器T2失效。
取出变压器T2的一次侧
配线再检查。
保险丝Q3为OFF时不再发生。
冷却系统电源系统失效。
拆下冷却装置的CNCLM接头再检查。
2
在紧急停止状态下打开电源时漏电保护器跳脱。
控制箱内
CNSFAN的中间接头取出后OK。
主轴马达风扇绝缘不良。
检查ATC马达配线。
更换ATC马达。
2.2.9
变频器的输入R,S,T拿掉后OK。
变频器绝缘不良。
检查变频器端子座
变换变频器。
3.1.10
4
运转中漏电保护器跳脱
轴起动时或切削条件恶劣时发生。
超过了空气开关容量。
有外部周边装置时请确认电源容量。
I/O基板不良。
更换IO基板。
3.1.5
3
电源异常灯闪烁。
(主电源灯也闪烁。)
R.S.T和PE间电压超过规定范围并被接入。
(IO基板上接头CN200的插针间电压超过AC230V±15%)
确认接地方法。
调整R.S.T和PE间的电压在规定范围内。
IO基板不良。
更换I/O基板。
3.1.5
电源异常灯闪烁。
(主电源灯点亮。)
(主电源灯闪烁。)
供电电源电压超过规定并被接入。
检查电源在规定范围内(±10%)如果200V的规格机器输入了400V电压,更换AVR2和变压器组件。
3.1.7
I/O基板不良。
IO基板更换。
3.1.5
电源异常灯点亮。
(主电源灯点亮。)
供电电压超过规定范围。
检查电源电压确认在规定电压的范围内。(±10%)
更换继电器KCI。
I/O基板不良。
更换IO基板。
3.1.5
NC基板电压不良。
NC基板电源电压。(DC5V±0.15V)
AVR1配线确认。(输入输出)
AVR1异常时请更Байду номын сангаас。
3.1.6
键盘板电压不良
DC5V±10%、DC12V±10%
AVR3配线确认。(输入输出)
AVR3异常时请更换。
3.2.2
2
电源异常灯点亮。
R.S.T和PE间电压超过规定范围并被接入。
(IO基板上接头CN200的插针间电压超过AC230V±15%)
确认接地方法。
调整R.S.T和PE间的电压在规定范围内。
IO基板不良。
更换I/O基板。
3.1.5
4
即使电源开关SW为ON,电源SW的灯闪烁,电源没有立即投入。
动作正常。在电源开关投入15秒内时间内再次切断并打开电源开关时,由于电流的不连续性抑制回路动作。
各轴伺服系统绝缘不良分别取出各轴的MP,MN确定是哪一个轴。
取出马达动力线,如果OK,检查马达动力线的配线并更换马达。
2.1.1
2.3.1
2.3.4
2.3.7
更换放大器。
3.1.9
主轴放大器的R.S.T拿掉后OK。
主轴放大器绝缘不良。
更换主轴放大器。
3.1.9
变频器的输出U,V,W拿掉后OK。
ATC马达绝缘不良。
更换主轴马达风扇。
2.1.2
主轴放大器
TB2的Y和COM拿掉后OK。
主轴再生阻抗器绝缘不良。
检查再生阻抗器配线。
更换再生阻抗器。
主轴放大器TB1端子上CP,CN拿掉后OK。
各伺服轴系统绝缘不良,拿掉各轴的CP,CN来确定是哪个轴不良。
更换放大器。
3.1.9
主轴放大器的TB4上R,T取掉后OK。
主轴放大器的绝缘不好。
虽然按下电源开关,但无电源。
(操作面板的主电源灯点亮,但电源开关LED指示灯不亮。)
I/O基板的外部电源关断功能动作。
当外部电源关断机能不使用时短路XTIO的3和4号端子。
I/O基板不良。
更换I/O基板。
虽然电源开关按下,但是无电源。
(操作面板上的主电源灯点亮,电源开关LED指示灯也点亮。)
控制继电器KCI不良。