油压千斤顶掀手冲压工艺分析及模具设计
1-2冲压模具设计与制造基础
模具制造主要有三项工作: (1)模具工作零件的制造 (2)配购通用、标准件及 进行补充加工 (3)进行模具装配和试模
其中,模具工作零件的制 造和模具装配是重点。
二类工具:模具加工、装 配中需要的专用工具,如 非标准铰刀、量规,靠模, 检验样板。。。
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
MD&M 第一章 冲压工艺及模具设计与制造基础
曲轴压力机传动系统 1-电机 2-皮带轮 3、4-齿轮 5-离合器 6-连杆 7-滑块
MD&M 第一章 冲压工艺及模具设计与制造基础
油 压 机
MD&M 第一章 冲压工艺及模具设计与制造基础
工作原理与特点
类 设备名
型
称
机
摩擦压
械
力机
压
力
机
曲柄压 力机
冲模制造
MD&M 第一章 冲压工艺及模具设计与制造基础
2.冲压模具设计与制造的内容
冲压工艺设计、模具设计与模具制造。
冲压工艺设计——冲模设计的基础和依据。 冲模设计——实现冲压工艺。 冲模制造则是模具设计过程的延续,目的是使设计图样,通 过原材料的加工和装配,转变为具有使用功能和使用价值的 模具实体。
冲压工艺与模具设计毕业论文
太原工业学院毕业设计(论文)太原工业学院毕业论文开题报告学生姓名:李帅臣学号:092018206系部:机械工程系专业:材料成型及控制工程论文题目:油封内外夹圈冲压工艺与模具设计指导教师:佘银珠2013年6月13日毕业论文开题报告一.论文研究目的及意义:本论文主要研究油封内外夹圈的冲压工艺与模具设计,对内夹圈和外夹圈分别做一些分析,然后来确定它们加工的工艺方法,从而再确定模具的设计。
通过对零件加工工艺的分析和生产模具的设计,要去掌握模具设计当中的一些分析方法。
冲压模具的设计主要包括工件的分析、工艺方案的确定、模具结构形式的选则、必要的工艺计算、主要零部件的设计、压力机型号的选择,以及零件图和装配图的绘制。
对每一步的分析,去深刻掌握和了解有关冲压模具设计的基础知识,同时开拓设计的思路,培养创新设计能力。
通过对零件结构的分析计算,来确定加工的工艺方法,从而去回顾并深入理解冲压工艺的分类以及每一种工艺的特点和其适合的范围,进一步总体上掌加工工艺类型。
通过工艺力的计算来选择模具的压力机型号,这样可以巩固曾经学到的知识,同时对内外夹圈的选择,可以做出比较,更深层次的学习实际生产当中的压力机选择的分析方法。
通过对零部件结构的设计,可以了解标准零部件的选择及其设计。
绘制零件图和装配图,加深对二维CAD软件的进一步掌握。
做这篇论文的研究,不仅有助于基础知识的巩固和学习,而且能够进一步开拓思维,深入学习模具设计的新思路。
对各种文献的阅读,增加了模具方面的专业知识,使零碎的知识更加专业化和整体化。
这篇论文的研究也为以后的工作和读研打下了基础。
参考文献:[1]郝滨海主编. 冲压模具简明设计手册[M]. 北京:化学工业出版社,2005、10-402[2]模具实用技术丛书编委会编. 冲模设计应用实例[M]. 北京:机械工业出版社,2000、 232-239[3]梁炳文主编. 冷冲压工艺手册[M]. 北京:北京航空航天大学出版社,2004、20-593[4]中国机械工程学会,中国模具设计大典编委会编著.中国模具设计大典第三卷[M]. 江西:江西科学技术出版社.2003.167-172[5]冲压工艺及模具设计编写委员会. 冲压工艺及模具设计[M]. 北京:国防工业出版社,1993、54-55[6]候义馨. 冲压工艺及模具设计[M]. 北京:兵器工业出版社,1994、 62-65[7]卢险峰. 冲压工艺模具学[M]. 北京:机械工业出版社,1999、 44-46[8]胡亚民. 材料成形技术基础[M]. 重庆:重庆大学出版社,2000、15-17二.本课题要研究或解决的问题和拟采用的研究手段(途径):本课题要研究解决油封内外夹圈冲压工艺以及其模具设计,这副冲压模具的设计主要包括工件的分析、工艺方案的确定、模具结构形式的选择、必要的工艺计算、主要零部件的设计、压力机型号的选择,以及零件图和装配图的绘制。
手动冲压机的工艺分析
手动冲压机的工艺分析
冲压工艺介绍
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。
分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。
成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件。
在实际生产中,常常是多种工序综合应用于一个工件。
冲裁、弯曲、剪切、拉伸、胀形、旋压、矫正是几种主要的冲压工艺。
冲压应用范围
一.电器件冲压厂。
这类厂是一个新的产业,随着电器的发展而发展起来,这部分厂主要集中在南方。
二.汽车等行业零部件类冲压。
主要是冲剪成形。
这部分的企业有许多都归在标准件厂,也有一些独立的冲压厂,目前一些汽车厂或拖拉机厂的周围都有许多这样的小厂。
三.汽车行业的冲压。
以拉深为主。
在我国这部份主要集中在汽车厂、拖拉机厂、飞机制造厂等大厂,独立的大型冲压拉深厂还不多见。
四.生活日用品冲压厂。
做一些工艺品,餐具等,这些厂近几年也有大的发展。
五.特种冲压企业。
如航空件的冲压等就属于这类企业,但这些工艺厂也都归在一些大厂。
六.家用电器部件冲压厂。
这些厂都是在我国家用电器发展起来后才出现的,大部分分布在家电企业内。
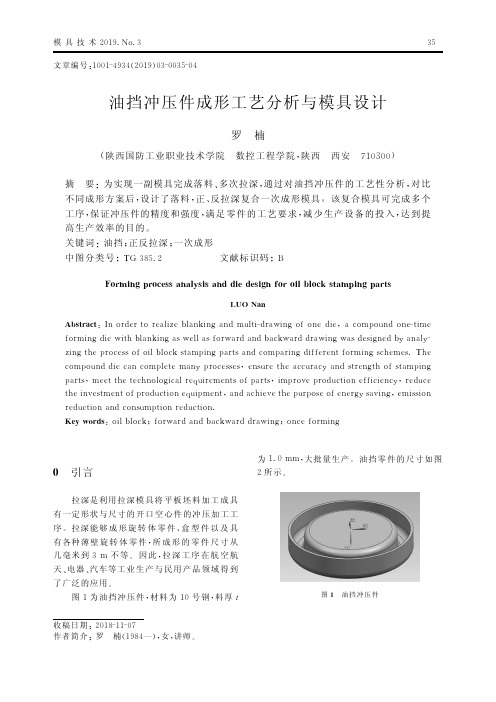
油挡冲压件成形工艺分析与模具设计
l4 2.36 22.00
l5 5.50 15.50
l6 3.14 16.77
l7 15.50 7.25
经 计 算 ,F0=534.35 mm2,代 入 式 (2),
D = 槡8F0 式 中 :D——— 坯 料 直 径 ,mm;
(2)
经 计 算 ,D≈66 mm,取 毛 坯 尺 寸 为 69 mm。
2.2 确 定 拉 深 次 数
根据零 件 形 状,采 用 正、反 拉 深 的 方 法,反 拉深能够 增 大 坯 料 被 拉 入 凹 模 的 摩 擦 阻 力,可 以解决零件口部起皱的问题。零件的相对厚度 为 (t/D)×100=1.4,正拉深和反拉深时的相对
从图2中 可 知 该 零 件 的 精 度 要 求 不 高,但 要求 有 较 高 的 钢 度 和 强 度。 其 中 47 mm 为 IT14级,其余未 标 注 公 差,可 按 自 由 公 差 处 理。 该零件为轴对称 旋 转 体,故 落 料 片 是 圆 形,冲 裁 工 艺 性 好。 零 件 为 带 法 兰 边 圆 筒 形 件,且 DF/d 、h/d 都不太大,拉深 工 艺 性 较 好,圆 角 半 径 R2 mm、R2.5 mm 大 于 或 等 于 2 倍 料 厚,适 合拉深。因 此,该 零 件 的 冲 压 生 产 要 用 到 的 冲 压加工基 本 工 序 有:落 料、拉 深 (拉 深 的 次 数 可 能 为 多 次 )。
LUO Nan
Abstract:In order to realize blanking and multi-drawing of one die,a compound one-time forming die with blanking as well as forward and backward drawing was designed by analy- zing the process of oil block stamping parts and comparing different forming schemes.The compound die can complete many processes,ensure the accuracy and strength of stamping parts,meet the technological requirements of parts,improve production efficiency,reduce the investment of production equipment,and achieve the purpose of energy saving,emission reduction and consumption reduction. Key words:oil block;forward and backward drawing;once forming
冲压工艺与模具设计实例分解
第一节冲压工艺与模具设计的内容及步骤冲压工艺与模具设计是进行冲压生产的重要技术准备工作。
冲压工艺与模具设计应结合工厂的设备、人员等实际情况,从零件的质量、生产效率、生产成本、劳动强度、环境的保护以及生产的安全性各个方面综合考虑,选择和设计出技术先进、经济上合理、使用安全可靠的工艺方案和模具结构,以使冲压件的生产在保证达到设计图样上所提出的各项技术要求的基础上,尽可能降低冲压的工艺成本和保证安全生产。
一般来讲,设计的主要内容及步骤包括:⒈工艺设计(1) 零件及其冲压工艺性分析根据冲压件产品图,分析冲压件的形状特点、尺寸大小、精度要求、原材料尺寸规格和力学性能,并结合可供选用的冲压设备规格以及模具制造条件、生产批量等因素,分析零件的冲压工艺性。
良好的冲压工艺性应保证材料消耗少、工序数目少、占用设备数量少、模具结构简单而寿命高、产品质量稳定、操作简单。
(2) 确定工艺方案,主要工艺参数计算在冲压工艺性分析的基础上,找出工艺与模具设计的特点与难点,根据实际情况提出各种可能的冲压工艺方案,内容包括工序性质、工序数目、工序顺序及组合方式等。
有时同一种冲压零件也可能存在多个可行的冲压工艺方案,通常每种方案各有优缺点,应从产品质量、生产效率、设备占用情况、模具制造的难易程度和寿命高低、生产成本、操作方便与安全程度等方面进行综合分析、比较,确定出适合于现有生产条件的最佳方案。
此外,了解零件的作用及使用要求对零件冲压工艺与模具设计是有帮助的。
工艺参数指制定工艺方案所依据的数据,如各种成形系数(拉深系数、胀形系数等)、零件展开尺寸以及冲裁力、成形力等。
计算有两种情况,第一种是工艺参数可以计算得比较准确,如零件排样的材料利用率、冲裁压力中心、工件面积等;第二种是工艺参数只能作近似计算,如一般弯曲或拉深成形力、复杂零件坯料展开尺寸等,确定这类工艺参数一般是根据经验公式或图表进行粗略计算,有些需通过试验调整;有时甚至没有经验公式可以应用,或者因计算太繁杂以致于无法进行,如复杂模具零件的刚性或强度校核、复杂冲压零件成形力计算等,这种情况下一般只能凭经验进行估计。
油挡冲压工艺课程设计 2

重庆科技学院《冲压工装》课程设计报告学院:_冶金与材料工程学院_专业班级:材控普0902学生姓名:陶范明张帆学号: 2009440645 2009440671 设计地点(单位)___ ____重庆科技学院E405____ __ ________设计题目:__ ________油挡冲压工装设计完成日期: 2012年 6月 21日指导教师评语: ______________________ ____________________________________________________________________________________________________ ___________________________________________________________________________________ ________________________________________________________________________________成绩(五级记分制):______ __________指导教师(签字):________ ________1油挡冲压工艺设计一、冲压工艺性分析及结论虽然冲压加工工艺冲压件工艺性是指冲压零件在冲压加工过程中加工的难易程度。
过程包括备料—冲压加工工序—必要的辅助工序—质量检验—组合、包装的全过程,但分析工艺性的重点要在冲压加工工序这一过程里。
而冲压加工工序很多,各种工序中的工艺性又不尽相同。
即使同一个零件,由于生产单位的生产条件、工艺装备情况及生产的传统习惯等不同,其工艺性的涵义也不完全一样。
这里我们重点分析零件的结构工艺性。
但要求有较高的钢度和强度。
中我们可以看出该零件的精度要求不是很高,1.1从图0?级,其余尺寸未标注公差,可以按自由公差计算和处IT14在零件图中,尺寸为4734.0?,属于中小型零件,料厚为1.5mm。
油挡冲压件工艺分析、计算及模具设计说明书.
太原科技大学毕业设计(论文)设计(论文)题目:支架冲压件工艺分析、计算与模具设计姓名学院材料成型及控制工程专业成型(塑性成型)年级成型081401指导教师2012年6 月6 日太原科技大学毕业设计(论文)任务书(由指导教师填写发给学生)学院(直属系):材料科学与工程学院时间:2012年3月12日说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
油挡冲压件工艺分析、计算及模具设计摘要本论文题目为油挡冲压件工艺分析、计算及模具设计。
首先对加工零件进行了加工工艺和结构工艺的分析。
通过计算毛坯尺寸和拉深系数提出了四种方案,落料与正拉深在复合模中加工成半成品,再在翻边、精整复合模上进行翻边和精整。
对模具的排样做出了合理的布置,使材料利用率达到较高的水平。
计算了冲压过程中所需要的各种冲压工艺力,包括落料力、卸料力、拉深力、精整力、顶料力等,并对压力机进行了合理的吨位初选。
复合模在结构上采用了正装的形式,计算出了落料拉深和精整工作部分的尺寸。
对模具的闭合高度进行了合理的确定,还设计出模具的主要零件落料凹模、落料拉深凸凹模、精整凹模等,以及合理的装配图。
关键词: 模具设计;复合模;落料拉深;精整ABSTRACTThe subject of this thesis for the oil block stampings technology, computing, and mold design. First of all on the processing parts carried out the the the analysis of of the processing technology and structure of the craft. The four options put forward by calculating the rough size and drawing coefficient, blanking drawing in the composite modulus for processing into semi-finished products, and then in the flange, flange and finishing finishing compound die. The nesting of the mold to make reasonable layout, material utilization to reach a higher level. Calculation of the stamping process of stamping process force, including the blanking force, the discharge power, drawing force, finishing force, ejector force, and presses the reasonable tonnage primaries. The composite modulus in the structure of a form of dress, to calculate the size of the part of the blanking, drawing and fine work.Reasonable to determine the height of the mold is closed, also designed the main parts of the mold blanking die, blanking, deep drawing punch, finishing the die, and reasonable assembly drawing.Key words :Mould design; Composite die; Blanking deep drawing;finishing前言随着经济的发展,冲压技术应用应用范围越来越广泛,在国民经济各部门中,几乎都有冲压加工生产,它不仅与整个机械行业密切相关,而且与人们的生活紧密相连。
一种手动式千斤顶的工艺分析及加工

一种手动式千斤顶的工艺分析及加工发布时间:2022-09-19T03:36:44.222Z 来源:《科技新时代》2022年4期第2月作者:高威李莎[导读] 此次进行加工制作的千斤顶,分为四个部分,支撑杆连接件、底座和丝杠,由于丝杠的特殊性高威李莎商丘工学院机械工程学院河南商丘 476600)摘要:此次进行加工制作的千斤顶,分为四个部分,支撑杆连接件、底座和丝杠,由于丝杠的特殊性,不加工丝杠,前期确定好产品的加工工艺,然后进行产品零件的建模编程,在加工过程中不可避免的会出现一系列的疑难加工问题,要给出对这些问题详细的分析和解决方案,来确保加工的顺利完成。
前言:随着社会的进步和发展,人们越来越注重简单省力的工作方式,利用机器来替代人类劳动,千斤顶的产生顺应了时代的进步,是进步发展的产物,它出现的很早,最早大规模的使用是在国外汽车领域,随着科技的发展,它也在不断发展,不断革新不断研究,各种各样的千斤顶产生了,对千斤顶的研究主要是对它的结构,编程,设计加工来进行的,过程比较简单,但能够体现出这一类的发展状况。
中国的千斤顶技术发现比较晚,但是后来者居上,经过不断努力和创新,中国的千斤顶出口已经稳居世界第一,成为千斤顶的最大出口国。
1.产品材料分析:材料设计采用的材料是钢,钢的强度非常高,也就是当承受相同的载荷和其他条件相同时,钢结构要比其他的结构轻很多,另外钢的塑型和韧性也非常好,使用钢的话它不会轻易的发生断裂,而且钢也对动力载荷的适应性比较强,各方面都适合成为制作千斤顶的材质,但是由于条件限制,采用铝进行设计。
在加工过程中,可以有选择性的去加工,可以先去加工那些比较难加工的零部件,然后再去加工不太难的,最后加工简单的零件,加工好的零部件可以起到一个适配的作用,这样加工起来更容易,而且如果发现不行的话,可以在次加工另一个出来,也不会很浪费时间,还有就是在装夹工件的时候有时候一次不成功,要考虑到装夹定位,加工顺序等因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
us d t i s o urngf r n .n r d c d t e d e sr c u e a e i n pont. e wo tme fc i o mi g I to u e h i tu t r nd d sg i s
为保 证 同 心 , 般 应 在 零 件 外 形 成形 后 , 两 组 一 将
和 2 西 .m 和 2 .m 两 组 孔 中心 分 别 同心 。生 孔 冲出 。 该 方法 模 具 结构 复 杂 , 一8 m 2 一 72 m 但 加工 制作 不便 。 简 为
一 . mm和 2 .m 一 72 m孔 在 落 产批 量 较大 , 产量 2 年 0万 件 , 品展 开 图 如 图 2所 示 。 化模 具 结构 ,将 两 组 2 82 产
31 U形 弯 曲模 的 设计 .
3 模 具 设 计
U形 弯 曲模 结 构如 图 4所 示 。
A— A 6 6
A
A
1
、
2
3
4 5 6
== 垒
A
7 9 8
8 i .
() b
l
() c 图 3 工 序 图 () d
a —落料冲孔 —
E -ma lnc i ie@n c ma h n . e  ̄ ie c ien t
为 :落料 冲孑 一 筋一 L压 U形 弯 曲一 形 一 + mm 凸起 。 成 冲 2
工序 图 见 图 3所示 。
落 料 冲孔 模 、 筋模 、 形 弯 曲模 、 + r 凸 起 压 U 冲 2m a 模 按 常规 结构 设 计 , 着重 介 绍成 形模 的设 计 。 现
料平 板 上 冲 出 。 因该 零件 生 产 批量 较 大 , 为提高 生产
2 工艺 分 析 及 工 艺 方 案 确 定
该零 件形 状 比较 复 杂 ,外形 显 上 宽下 窄 的U形结
・
效率 , 低 生产 成 本 , 减 决定 将 落 料和 冲孔 复合在 一起 。 经 过 以上 工 艺 分析 , 最后 确 定 该零 件 的冲压 工 艺
计 要 点作 了介 绍 。
关 键词 : 油压 千 斤顶掀 手 ; 弯曲 ; 形 U形 成
Pr s i o e s Ana y i n Di De i n e sng Pr c s l ss a d e sg
f r t e Hy r ui a k Ha d e o h d a l J c n l c
Ke o d :y rui jc a de -h p e dn ; om n yw rsh da l akh n l;U sa eb n ig f ig c r
引 言
2 6 l 0
3
l
、
构 , 有 两组 2 82 且 一 .mm和2 + .m L - 7 m ̄ 中心 分别 同心 。 2
掀 手是 我公 司 油压 千斤 顶 零 件之 一 , 图 1 示 。 如 所
聂 神 聂 兰 祥 伯 届 博 扬
、
A— A
B
图 2 产 品展 开 图
对 外形 上 宽 下 窄 的 U形零 件 ,在 工艺 安 排上 , 一
图 1 掀 手 零 件 图
般 先 弯 曲 成 U形 件 , 保 证 零 件形 状 , 为 最后 用 斜 楔 模
成形 该 类零 件 。对 于该零 件 也 不例 外 。
零 件材 料 为 Q 3 , 度 为 2 mm。 由于零 件装 配 25厚 . 5
该 零 件 的两 条 R m 的凸 筋 , 4m 如果 在零 件成 形 时
后 外 露表 面 , 要求 零 件 表 面 不 允 许 有 严 重 划 伤 、 划痕 、 冲 出 , 不仅模 具 复 杂 , 且难 于成 形 。 而 为保 证零件 尺 寸 需 将 4m 裂 纹 、 料 等 缺 陷 , 时要 求 未 注 圆角 半 径 为 R2 要求 , 在 U形 弯 曲前 , 两条 R m 的凸筋 压 出 。 缺 同 mm。 由于使 用 要求 的需 要 ,要 求成 形 后 保 证 + 2 2 mm尺 寸
b —压筋 —
c —U形弯曲 —
d —成形 —
e — 冲@ rm 凸 起 — 2 n
后 , 动滑块向中心运动 , 推 当滑 块 接 触 U形 弯 曲毛 坯 后 , 使 毛坯 逐 渐成 形 。当斜 楔 到达 下死 点时 , 促 滑块 与
组合 芯 轴共 同作 用 , 成对 工件 的成 形 。 当上模 部 分 完
回程 , 块在 拉 簧 的作 用下 , 滑 向两 边 运 动 , 件套 在组 工
维普资讯
耐
Ht:w wn e a h ent t / w .cm ci . p/ i n e
( 斯
E m in e i m c i . t — a :i @n e a h en lc c n e
。 ̄6帮4 飞:-8 #02手 272 0 模90 好7 2
・ 冲
模
技
术 ・
油压千 斤 掀 手冲压 工艺分析 及模 具设计 顶
山 东红 旗机 电有 限公 司( 东潍坊 山 济 南大 学材 料 学 院
包 头 职 业 技 术 学 院
【 要】 摘 分析 了油压 千 斤顶 掀 手 冲压 成形 工 艺, 件采 用 两次 弯曲成 形, 该零 对成 形模 结构 及设
2 0・
《 具制 造}0 8年 第 3期 模 20
技
术 ・
⑤ 斯 ̄020‘ 耐72机 斯 模9 :-77 67 f 90 合 2
翥4 8 2 手 0
Ht # t p: www. ie a h n . e nc m c i e n t