支撑板零件冲压工艺及模具设计
支撑板冷冲压工艺及级进模设计
2013年机械设计专业本科毕业设计(论文)摘要冲压工艺分析主要考虑产品的冲压成形工艺,最主要的是包括经济和技术两方面内容。
在经济方面,主要根据冲压件的生产批量,分析产品成本,阐明采用冲压生产可以取得的经济效益;在技术方面,根据产品图纸,主要分析零件的结构特点、尺寸大小、精度要求和材料性能等因素是否符合冲压工艺的要求。
因此工艺分析,主要是讨论在不影响零件使用的前提下,能否使零件以最简单最经济的方法冲压出来。
由于产品没有特殊要求,故模具结构采用冲孔、落料的工序设计,并采用正装方式设计模具结构,即凹模装在下模部分。
由于料不厚,冲压速度较快,卸料采用刚性卸料结构。
废料和产品均采用在凹模(下模)向下推出。
因本冲裁件生产批量大故采用条料。
在冲压零件中,材料费用占60%以上,排样的目的就在于合理利用原材料,因此材料的利用率是决定产品成本的重要因素,必须认真计算,确保排样相对合理,以达到较好的材料利用率。
冲压是高效的生产方式,采用复合模,尤其是多工位的级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。
生产效率高,关键词:冲压工艺;排样;模具结构;级进模AbstractStamping process analysis mainly consider product stamping forming process, the main is including two aspects of economic and technical content. On the economic front, mainly according to the stamping parts of the production batch, analyzing the product cost, clarify the stamping production can achieve economic benefit; In terms of technology, according to the product drawings, analysis the main parts of structure, size, accuracy requirements and materials performance factors such as whether accord with the requirement of stamping process. Process analysis, therefore, is mainly discussed in does not affect the parts use premise, can make the easiest and most economical way to stamping out.Because the product has no special requirements, so the mold structure with punching and blanking process design, and USES the way of dress design of mould structure, namely the female die is installed in the mould parts. Because the material is not thick, stamping speed faster, discharging discharging using rigid structures. Waste materials and products are used in the die (mould) down. Production batch die blanking pieces for this article using the material.In stamping parts, material costs accounted for more than 60%, the purpose of the layout is reasonable use of raw materials, so the utilization rate of materials is an important factor to decide the product cost, must be calculated carefully, to ensure that the line sheet for reasonable, in order to achieve a better material utilization.Stamping is efficient production mode, adopting the composite die, especially themulti-station progressive die, stamping can be completed in a pressure on the multichannel working procedure, to achieve the pick-up uncoiling, leveling, cutting to the forming and finishing automatic production. High production efficiency, good working conditions production cost is low, general can produce hundreds of pieces per minute.Key words:Stamping process;Layout ;The mould structure ; Progressive die目录摘要 (I)Abstract (II)目录 (V)1 绪论 (1)1.1 本课题的研究内容和意义 (1)1.2 国内外的发展概况 (2)1.3 本课题应达到的要求 (5)2 冲压工艺设计 (6)2.1 冲压件简介 (6)2.2 冲压的工艺性分析 (6)2.3 冲压工序 (7)2.4冲裁间隙 (8)2.5 冲压工艺方案的确定 (8)3 支撑板连续模设计 (9)3.1 模具结构 (9)3.2 确定其搭边值 (9)3.3 确定排样图 (10)3.4 材料利用率计算 (11)3.5 凸、凹模刃口尺寸的确定 (11)3.5.1落料部份凸、凹模刃口尺寸的确定 (11)3.5.2冲两圆孔及异性孔的凸、凹模刃口尺寸的计算 (13)3.6 冲压力计算 (14)3.6.1 落料部分冲压力 (15)3.6.2 冲2个圆孔部分冲压力 (15)3.6.3 冲两个异形孔部分冲压力 (16)3.6.4 总冲压力 (16)3.7压力机选用 (16)3.8 压力中心计算 (17)3.9 模具主要零部件的结构设计 (18)3.9.1 凹模结构及设计 (18)3.9.2 冲两小圆形孔及异形孔的凸模设计 (19)3.9.3 落料凸模设计 (21)3.9.4 卸料板设计 (22)3.9.5 凸模固定板设计 (23)3.9.6 凸模垫板设计 (24)3.10 标准件确定 (25)3.10.1 模架确定 (25)3.10.2 上模螺钉确定 (26)3.10.3 上模销确定 (26)3.10.4 下模螺钉确定 (26)3.10.5 下模销确定 (26)3.10.6 卸料螺钉确定 (26)3.10.7模柄确定 (26)3.10.8模柄上止转销的确定 (27)3.11 模具闭合高度、校验压力机 (27)4 结论与展望 (28)4.1 结论 (28)4.2 不足之处及未来展望 (28)致谢 (29)参考文献 (30)1 绪论1.1 本课题的研究内容和意义模具,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%~80%的零部件都依靠模具成形,模具质量的高低决定着产品的质量高低,所以,模具被称之为“百业之母”。
支架连接板的模具设计(冲压模设计实例).doc
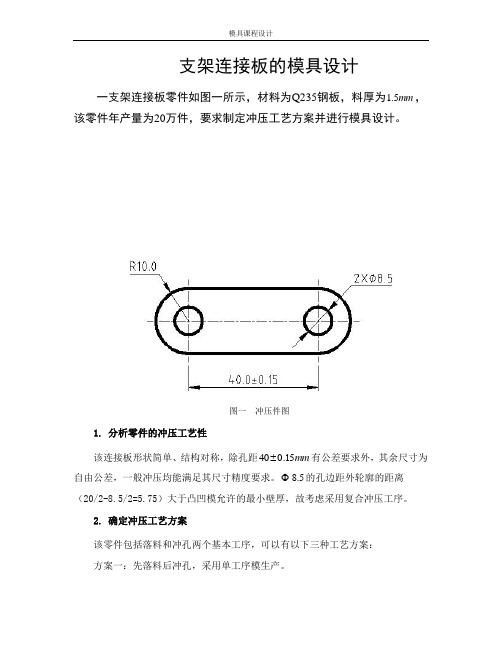
支架连接板的模具设计一支架连接板零件如图一所示,材料为Q235钢板,料厚为1.5mm,该零件年产量为20万件,要求制定冲压工艺方案并进行模具设计。
图一冲压件图1.分析零件的冲压工艺性该连接板形状简单、结构对称,除孔距mm40±0.15有公差要求外,其余尺寸为自由公差,一般冲压均能满足其尺寸精度要求。
Φ8.5的孔边距外轮廓的距离(20/2-8.5/2=5.75)大于凸凹模允许的最小壁厚,故考虑采用复合冲压工序。
2.确定冲压工艺方案该零件包括落料和冲孔两个基本工序,可以有以下三种工艺方案:方案一:先落料后冲孔,采用单工序模生产。
方案二:落料一冲孔复合冲压,采用复合模生产。
方案三:冲孔一落料级进冲压,采用级进模生产。
上述三个方案中,方案一模具结构简单,需要两副模具,生产率较低,难以满足该零件的年产量。
方案二需要一副模具,冲压件的形状精度和尺寸精度易于保证,且生产效率高,模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案三需要一副模具,生产率高,但冲制的制件精度较复合模冲制的制件精度低。
在级进模中为给条料定位需要设置导正销,故其模具结构较复合模复杂。
通过上述方案分析、比较,宜采用方案二。
3.工艺计算1)排样设计该零件采用直排式排样形式如图二所示,搭边值为2mm和1.5mm,可算出送料进距为21.5mm,材料宽度为64mm,查出剪板机剪料的精度并标注于图中。
图二 排样图一个步距内的材料利用率:2208.510402022100%100%72.7%21.564A A ππη⎛⎫⨯+⨯-⨯⨯ ⎪⎝⎭=⨯=⨯=⨯2) 凸、凹模工作部分尺寸计算由文献1中的表2-2可查得凸、凹模间隙分别为:min 0.13Z =,max 0.17Z =又有文献1表2-4可查得max min 0.050.04p d Z Z δδ+=>-=采用分别加工法制造模具。
凸模制造精度p δ和凹模制造精度d δ分别取:max min 0.4()0.40.040.016p Z Z δ=⨯-=⨯=max min 0.6()0.60.040.024d Z Z δ=⨯-=⨯=确定凸、凹模工作部分尺寸:落料:先计算凹模尺寸d D ,再计算凸模尺寸p D 。
支撑连接板冲压工艺及模具设计主要流程
支撑连接板冲压工艺及模具设计主要流程The main topic I will be discussing is the primary process of supporting connector plate stamping and mold design.电子设备的快速发展为支撑连接板这一关键部件的需求提供了巨大的市场。
支撑连接板通常作为电子设备中各种电路之间的桥梁,起着稳定和传导信号的重要作用。
因此,支撑连接板冲压工艺及模具设计成为了众多制造商和工程师需要关注的焦点。
Rapid advancements in electronic devices have created a significant demand for supporting connector plates. These plates serve as bridges between various circuits within electronic devices, playing a crucial role in providing stability and conducting signals. Therefore, the stamping process and mold design for supporting connector plates have become focal points for many manufacturers and engineers.在支撑连接板的冲压加工过程中,所选取的材料至关重要。
材料应该具备良好的导电性、机械强度以及耐腐蚀性能。
在选择合适材料时,还需考虑生产成本、可加工性及环境友好度等方面因素。
Firstly, the selection of material is crucial in the stamping process of supporting connector plates. The material chosen should possess excellent conductivity, mechanical strength, and corrosion resistance. Factors such as production cost, processability, and environmental friendliness should also be considered when selecting suitable materials.在模具设计阶段,精确的尺寸测量和设计图纸是不可或缺的。
支撑连接板冲压工艺及模具设计主要流程

支撑连接板冲压工艺及模具设计主要流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!支撑连接板冲压工艺与模具设计的关键流程解析在工业生产中,支撑连接板是一种常见的结构部件,广泛应用于各种机械设备和建筑结构中。
(数控模具设计)支撑连接板冲压工艺及模具设计说明书

(数控模具设计)支撑连接板冲压工艺及模具设计说明书摘要IAbstract I I绪论 1一、设计课题及设计任务书 2 1.1 设计课题 21.2模具设计的基本作用 21.3模具设计的基本内容 31.4 设计任务书 4二、工艺方案分析及确定52.1 零件的工艺分析 52.2 工艺方案的确定 52.3 排样的确定 6三、落料工艺设计与计算83.1 冲压力与压力中心的计算83.2压力机的选择 93.3压力机的主要参数为93.4凸、凹模刃口尺寸的计算103.5主要零部件的设计 11四、主平面上的冲孔模设计与计算164.1冲孔冲裁工艺性分析164.2冲孔工艺方案的确定174.3工件冲孔模结构形式的确定 184.4冲孔工艺参数计算 184.5凸、凹模刃口尺寸的计算194.6冲孔零部件的设计 20五、弯曲模的设计265.1弯曲变形过程的特点265.2弯曲冲压的工艺分析275.3.弯曲工艺方案的确定275.4弯曲工艺计算 285.5弯曲力的计算机压力机的选择28 5.6凸、凹模工作部分的尺寸计算295.7压力机参数校核31六、弯曲面的冲孔模具设计与计算326.1冲孔冲裁工艺性分析326.2冲孔工艺方案的确定336.4冲孔工艺参数计算 346.5凸、凹模刃口尺寸的计算356.6冲孔零部件的设计 36七、致谢40八、参考文献40摘要模具是工业生产中重要的工艺装备,是国民经济各部门发展的重要基础之一。
单工序模是指只有一个工位,只完成一道工序的冲模,它可分为冲裁模、弯曲模、拉伸模、翻孔模和整形模等。
单工序模是一种简单、精密的冲压模具,高精度和高寿命等优越性,适用于各种冲压行业的生产。
单工序模模涉及冲压成形理论、冲压工艺、模具设计与制造以及模具材料中的许多关键技术。
因此,从技术综合方面对单工序模进行研究是十分有意义的。
本次设计会分析了支撑连接板的单工序模设计的工艺,介绍其成形的排样,单工序模的零部件的设计。
确定了合理的成形步骤和单工序模的结构,该设计的方案是先落料,再冲孔,后弯曲,最后再冲一次冲孔。
支撑圈冲压模具设计
支撑圈冲压模具设计1.引言支撑圈冲压模具是一种专门用于生产支撑圈零部件的工具。
在汽车制造、机械制造等行业中,支撑圈被广泛应用于底盘系统,用于加强车身结构的稳定性和刚性。
支撑圈冲压模具的设计和制造对于保证支撑圈零部件的质量和生产效率至关重要。
本文将介绍支撑圈冲压模具设计的相关知识。
2.支撑圈冲压工艺支撑圈冲压工艺包括模具结构设计、工艺参数选择和冲压工艺规程等内容。
在模具结构设计中,需要考虑支撑圈的形状和尺寸,选用合适的模具结构,包括上模、下模、顶针、导向柱等。
工艺参数选择包括冲床的压力、速度和行程等参数,以及模具的间隙和冲头的尺寸。
冲压工艺规程则包括模具的安装调试和冲压过程中的操作要求。
3.支撑圈冲压模具的结构设计支撑圈冲压模具的结构设计涉及多个方面,包括上模、下模、顶针、导向柱、导向板和底板等。
上模用于支撑圈的成型,下模用于支撑圈的定位和成型,顶针和导向柱用于定位支撑圈的位置,导向板用于辅助支撑圈的成型,底板用于支撑模具的结构。
4.冲压模具的选材和热处理支撑圈冲压模具需要选用合适的材料,并进行适当的热处理,以保证模具的强度和耐磨性。
常用的材料有优质合金工具钢和优质碳结构钢,其硬度需达到HRC48-52、热处理工艺一般包括淬火和回火,以提高模具的硬度和耐腐蚀性。
5.模具的加工和装配支撑圈冲压模具的加工主要包括车削、铣削、磨削和电火花加工等工艺。
加工过程中需要保证模具的尺寸和形状的精度,以及模具表面的光洁度。
模具的装配包括上模、下模、顶针、导向柱和导向板等零部件的装配,以及模具的调试和检验。
6.冲压模具的使用与维护支撑圈冲压模具的使用应按照工艺规程进行,要注意模具的安装和调试,以及冲压过程中的操作规范。
模具的维护包括定期检查、清洁、润滑和更换磨损部件等。
同时,对模具的储存和保养也十分重要,以延长模具的使用寿命。
7.总结支撑圈冲压模具设计是保证支撑圈零部件质量和生产效率的关键环节。
设计者需要综合考虑支撑圈的形状和尺寸,选用合适的材料和热处理工艺,进行精确的加工和装配,以及进行科学的使用和维护。
支架冲压工艺及模具设计说明书正文
1。
引言本课题为支架冲压工艺及模具设计.该件结合生产实践,是为XXX厂生产制氮机控制系统配电柜内仪表支架。
旧加工工艺是采用单工序模成形,具体工艺过程为:冲孔落料、成形、撕口弯曲、最终弯曲成形,需要4副模具,且多次定位,易造成零件精度低,外观质量差,生产效率低,不能满足生产需要。
新工艺采用采用级进模生产,效率高,零件表面质量及精度也高。
这样要求进行冲裁、弯曲工序计算、零件展开计算。
图1. 支架零件图支架其零件结构如图2所示:选用材料为20钢,厚度为1mm.它的各项机械性能在表1中描述,该零件为典型的冲压件,其特点是具有竖直轴向的对称性,水平方向四个切口与水平对称线成8°夹角,孔型间相对位置精度要求较高。
成型时,应全面考虑级进模的排样设计、弯曲回弹角以及工件的尺寸精度要求.弯曲圆角半径R=0。
8mm,回弹角为1°30′,尺寸精度均IT12级,机械性能要求有一定的强度和抗冲击性。
该零件外形对称,尺寸不大,轮廓线主要由直线和圆弧组成,其中有四个底孔,侧壁有两个不通孔.加工精度要求不高,符合一般冲压件生产的要求。
传统加工工艺需要多次反复定位,使得零件的精度不高,况且需要设计多套模具,使得加工成本较高。
如果采用级进模加工,多道工序在一套模具中成型,零件精度相对高。
因此,对该工件的加工采用级进模,能节省生产成本,提高工作效率,以及提高零件的精度,符合批量生产的要求。
2. 材料分析2. 1 冲压对板料的基本要求冲压对板料的要求首先要满足对产品的技术要求,如强度、刚度等力学性能指标要求,还有一些物理化学等方面的特殊要求,如电磁性、防腐性等;其次还必须满足冲压工艺的要求,即应具有良好的冲压成形性能[1]。
1、力学性能的要求一般说来,伸长率大、屈强比小、弹性模数大、硬化指数高和后向异性系数大有利于各种冲压成型工序[2];2、对于化学成分的要求如钢中存在碳、硅、锰、磷、硫等元素的含量增加,就会使材料的塑性降低、脆性增加,导致材料冲压成型性能变坏[3]。
支撑板精冲成形工艺分析及模具设计
(0 0C淬 火 一 2 0 C 回火 ) 以 便 获 得 较 高 的 强 度 12。 2。 ,
和 耐 磨 性 。 当 刃 口形 状 较 复 杂 、 裁 料 较 厚 时 , 用 冲 采 二 次 硬 化 工 艺 (0 0 C淬 火 一 5 0 C 回 火 ) 则 可 获 18。 2。 ,
得 较 高 的 冲 击 韧 性 和 稳 定 性 。 C l Mo 经 过 二 次 硬 r2 V 化 工 艺 加 工 ,使 用 寿 命 仍 旧 较 低 。经 过 改 进 , 采 用 W6 5 4 Mo CrV2 高 速 钢 , 用 淬 火 +中 温 回 火 工 艺 获 得 采 了 较 高 的 强 度 和 良 好 的 韧 性 , 其 中 淬 火 温 度 为 1 2 o ~1 4 ℃ , 加 热 保 温 时 间 以 8 1 s mm 计 算 , 2 0C 2 0 ~ 5/ 其淬 火组 织 为马 氏体 ( 晶 马 氏体 )残 余 奥 氏体+ 隐 +
5 mm。 件 用 于 容 器 和 支 架 之 间 的 定 位 连 接 , 连 接 零 在 过 程 中 A 面 、 面 和 支 架 容 器 分 别 配 合 。 因 此 , 件 B 零 对 A 面 、 面 的垂 直 度 和 粗 糙 度 有 较 高 的 要 求 , 且 B 并
要 求 A 面 与 B面 所 形 成 的 槽 中 心 线 角 度 误 差 不 大
22 .
材 料 选 择 和 热 处 理
精 冲 模 具 主Байду номын сангаас要 工 作 零 件 的 材 料 一 般 选 用
维普资讯
C l Mo , 但 C l Mo 在 冲 裁 过 程 中 容 易 和 4 冷 r2 V r2 V 5
变 , 是 气 垫 体 积 庞 大 , 装 调 试 不 便 。 氮 气 弹 簧 体 但 安 积 小 , 生 的压 力 大 , 弹 压 力 在 工 作 过 程 中 基 本 保 产 且 持 恒 定 ( 弹 压 力 一 行 程 曲 线 见 图 3所 示 ) 弹 压 力 其 , 调 节 方 便 。 此 可 见 , 气 弹 簧 可 以 很 好 满 足 精 冲 工 由 氮 艺 对 压 边 力 和 反 压 力 的 要 求 , 到 提 高 精 冲件 质 量 、 达 延 长模具 寿命 的作用 。
「支撑板冲压成形工艺及模具设计」
「支撑板冲压成形工艺及模具设计」支撑板冲压成形是一种常用的金属材料加工工艺,主要用于制造支撑板等各类金属零件。
本文将重点介绍支撑板冲压成形工艺及模具设计,包括工艺流程、工艺参数、模具设计要点等内容。
一、支撑板冲压成形工艺流程支撑板冲压成形工艺一般包括以下几个步骤:1.材料选择:通常支撑板采用冷轧板材料,材料的选择应根据实际情况来定,如所需的强度、硬度、耐腐蚀性等。
2.模具设计:根据支撑板的形状和尺寸要求,设计相应的模具结构,包括上下模具、凸模、底模、导向柱、拉伸柱等。
3.材料切割:根据支撑板的尺寸要求,先将材料切割成合适的大小。
4.冲裁:放置被切割好的材料,采用冲床进行冲裁,将材料冲裁成合适的形状。
5.成形:将切割好的材料放入模具中,通过冲压、拉伸等方式来进行成形。
6.修整:将成形后的支撑板进行修整,去除表面的毛刺、氧化物等。
7.检测:对成形后的支撑板进行检测,包括外观质量、尺寸精度等方面的检测。
8.表面处理:对支撑板进行表面处理,如喷漆、电镀等,提高其外观质量和耐腐蚀性。
二、支撑板冲压成形工艺参数支撑板冲压成形的工艺参数主要包括材料厚度、冲压速度、模具间隙、冲床力等。
这些参数的选择应根据材料的性质、成形形状和尺寸、模具的结构设计等综合考虑,以确保成形质量和生产效率。
1.材料厚度:支撑板的材料厚度决定了冲压力度的大小,一般根据实际情况选择合适的厚度。
2.冲压速度:冲压速度直接影响成形质量和生产效率,过高的速度容易引起裂纹和变形,过低则会影响生产效率。
3.模具间隙:模具间隙是模具设计的关键参数,决定了成形零件的尺寸精度。
模具间隙的选择应根据材料的弹性变形、模具的磨损等情况来定。
4.冲床力:冲床力是指模具及冲头对工件施加的力度,其大小与材料的硬度、厚度、形状等有关。
冲床力的选择应根据材料的强度和硬度来确定。
三、支撑板冲压模具设计要点支撑板冲压模具设计要考虑以下几个要点:1.模具结构:模具的结构应满足冲裁和成形的要求,包括上下模具、凸模、底模、导向柱、拉伸柱等的设计。
支撑板零件冲压工艺及模具设计
1目录1引言 (1)2支撑板复合模设计 (2)2.1 支撑板冲裁工艺性分析 (2)2.2 工件排样与搭边 (3)2.3 冲裁间隙 (5)2.4 冲压力计算 (6)2.5 模具压力中心计算 (8)2.6 凸、凹模刃口尺寸计算 (9)2.7 复合模凹、凸凹模结构设计 (15)2.8 复合模总体设计与标准零件选用 (17)2.9 模具闭合高度与压力机的关系 (23)2.10模架主要零部件 (24)2.11 压力机选择 (27)3支撑板弯曲模设计 (29)3.1 支撑板弯曲工艺性分析 (29)3.2 支撑板冲裁工艺力计算 (29)3.3 弯曲回弹量计算 (30)3.4 支撑板弯曲模结构设计 (32)3.5 弯曲模总体设计与标准零件选用 (34)3.6 压力机选择 (35)4结论 (36)参考文献 (37)致谢 (37)支撑板零件冲压工艺及模具设计摘要:模具是工业生产中使用广泛的基础工艺装备。
模具生产制件所表现出来的高精度、高复杂性、高一致性、高生产率和低消耗是其他加工制造方法所不能比拟的。
模具技术水平的高低已经成为衡量一个国家制造水平高低的重要标准,并在很大程度上决定着产品的质量、效益和新产品的开发能力。
本设计课题是支撑板零件冲压工艺及模具设计,主要包括落料冲孔复合模及其弯曲模设计。
本论文主要阐述了支撑板落料冲孔复合模及其弯曲模的设计步骤过程。
支撑板复合模采用倒装式结构,具有操作方便安全,生产效率高优点。
该部分设计包括了对支撑板的冲裁工艺性分析;工件的排样与搭边计算;冲压力及冲压中心的计算;对模具主要零件的设计,如冲裁间隙的选择、凸模、凸凹模和凹模刃口部分尺寸计算,结构尺寸的确定;对模具标准件的选用分析,目前,模具零件大多已经标准化,设计时选用标准件,如模架主要零部件,导柱、导套、上下模座、弹性元件等。
根据冲压力的计算进行了压力机的选择。
弯曲模的设计与复合模的设计类似,弯曲模结构上略为简单。
这部分设计内容包括支撑板弯曲工艺分析;弯曲力计算;对弯曲后工件弯曲回弹量计算;弯曲模主要零件的设计,即凸模和凹模工作部分尺寸的计算,结构尺寸的设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
支撑板零件冲压工艺及模具设计Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】支撑板零件冲压工艺及模具设计模具市场发展趋势模具,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%—80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
我国模具工业的技术水平近年来也取得了长足的进步。
大型、精密、复杂、高效和长寿命模具上了一个新台阶。
大型复杂冲模以汽车覆盖件模具为代表,已能生产部分新型轿车的覆盖件模具。
体现高水平制造技术的多工位级进模的覆盖面,已从电机、电器铁芯片模具,扩展到接插件、电子枪零件、空调器散热片等家电零件模具。
在大型塑料模具方面,已能生产48英寸电视的塑壳模具、g大容量洗衣机全套塑料模具,以及汽车保险杠、整体仪表板等模具。
在精密塑料模具方面,已能生产照相机塑料模具、多型腔小模数齿轮模具及塑封模具等。
在大型精密复杂压铸模方面,国内已能生产自动扶梯整体踏板压铸模及汽车后桥齿轮箱压铸模。
其他类型的模具,例如子午线轮胎活络模具、铝合金和塑料门窗异型材挤出模等,也都达到了较高的水平,并可替代进口模具。
根据国内和国际模具市场的发展状况,有关专家预测,未来我国的模具经过行业结构调整后,将呈现十大发展趋势:一是模具日趋大型化;二是模具的精度将越来越高;三是多功能复合模具将进一步发展;四是热流道模具在塑料模具中的比重将逐渐提高;五是气辅模具及适应高压注射成型等工艺的模具将有较大发展;六是模具标准化和模具标准件的应用将日渐广泛;七是快速经济模具的前景十分广阔;八是压铸模的比例将不断提高,同时对压铸模的寿命和复杂程度也将提出越来越高的要求;九是塑料模具的比例将不断增大;十是模具技术含量将不断提高,中高档模具比例将不断增大,这也是产品结构调整所导致的模具市场未来走势的变化冲压模具的现状和技术发展一、现状改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。
随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。
而模具制造是整个链条中最基础的要素之一。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。
以汽车覆盖件模具为代表的大型冲压模具的制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。
此外,许多研究机构和大专院校开展模具技术的研究和开发。
经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显着进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。
例如,吉林大学汽车覆盖件成型技术所独立研制的汽车覆盖件冲压成型分析KMAS软件,华中理工大学模具技术国家重点实验室开发的注塑模、汽车覆盖件模具和级进模CAD/CAE/CAM软件,上海交通大学模具CAD国家工程研究中心开发的冷冲模和精冲研究中心开发的冷冲模和精冲模CAD软件等在国内模具行业拥有不少的用户。
虽然中国模具工业在过去十多年中取得了令人瞩目的发展,但许多方面与工业发达国家相比仍有较大的差距。
例如,精密加工设备在模具加工设备中的比重比较低;CAD/CAE/CAM技术的普及率不高;许多先进的模具技术应用不够广泛等等,致使相当一部分大型、精密、复杂和长寿命模具依赖进口。
二、未来冲压模具制造技术发展趋势模具技术的发展应该为适应模具产品“交货期短”、“精度高”、“质量好”、“价格低”的要求服务。
达到这一要求急需发展如下几项:1、全面推广CAD/CAM/CAE技术模具CAD/CAM/CAE技术是模具设计制造的发展方向。
随着微机软件的发展和进步,普及CAD/CAM/CAE技术的条件已基本成熟,各企业将加大CAD/CAM技术培训和技术服务的力度;进一步扩大CAE技术的应用范围。
计算机和网络的发展正使CAD/CAM/CAE技术跨地区、跨企业、跨院所地在整个行业中推广成为可能,实现技术资源的重新整合,使虚拟制造成为可能。
2、高速铣削加工国外近年来发展的高速铣削加工,大幅度提高了加工效率,并可获得极高的表面光洁度。
另外,还可加工高硬度模块,还具有温升低、热变形小等优点。
高速铣削加工技术的发展,对汽车、家电行业中大型型腔模具制造注入了新的活力。
目前它已向更高的敏捷化、智能化、集成化方向发展。
3、模具扫描及数字化系统高速扫描机和模具扫描系统提供了从模型或实物扫描到加工出期望的模型所需的诸多功能,大大缩短了模具的在研制制造周期。
有些快速扫描系统,可快速安装在已有的数控铣床及加工中心上,实现快速数据采集、自动生成各种不同数控系统的加工程序、不同格式的CAD数据,用于模具制造业的“逆向工程”。
模具扫描系统已在汽车、摩托车、家电等行业得到成功应用,相信在“十五”期间将发挥更大的作用。
4、电火花铣削加工电火花铣削加工技术也称为电火花创成加工技术,这是一种替代传统的用成型电极加工型腔的新技术,它是有高速旋转的简单的管状电极作三维或二维轮廓加工(像数控铣一样),因此不再需要制造复杂的成型电极,这显然是电火花成形加工领域的重大发展。
国外已有使用这种技术的机床在模具加工中应用。
预计这一技术将得到发展。
5、提高模具标准化程度我国模具标准化程度正在不断提高,估计目前我国模具标准件使用覆盖率已达到30%左右。
国外发达国家一般为80%左右。
6、优质材料及先进表面处理技术选用优质钢材和应用相应的表面处理技术来提高模具的寿命就显得十分必要。
模具热处理和表面处理是否能充分发挥模具钢材料性能的关键环节。
模具热处理的发展方向是采用真空热处理。
模具表面处理除完善应发展工艺先进的气相沉积(TiN、TiC等)、等离子喷涂等技术。
7、模具研磨抛光将自动化、智能化模具表面的质量对模具使用寿命、制件外观质量等方面均有较大的影响,研究自动化、智能化的研磨与抛光方法替代现有手工操作,以提高模具表面质量是重要的发展趋势。
8、模具自动加工系统的发展这是我国长远发展的目标。
模具自动加工系统应有多台机床合理组合;配有随行定位夹具或定位盘;有完整的机具、刀具数控库;有完整的数控柔性同步系统;有质量监测控制系统。
冲压模具简介一、概念冲压模具--在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
二、分类冲压模具的形式很多,一般可按以下几个主要特征分类:1、根据工艺性质分类(1)冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。
如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
(2)弯曲模使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
(3)拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
(4)成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。
如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
2、根据工序组合程度分类(1)单工序模压力机的一次行程中,只完成一道冲压工序的模具(2)复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。
(3)级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。
3、根据产品的加工方法分类根据产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。
(1)冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。
(2)弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。
(3)抽制模具:抽制模具是将平面毛胚制成有底无缝容器。
(4)成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。
(5)压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状,其种类有挤制冲模、压花冲模、压印冲模、端压冲模。
4、冲模也依工作性质,模具构造,模具材料三方面来分类。
三、特点1.最重要的是有效率,生产率是惊人的。
?2.对人工的依赖较低,从而导致了成本的降低?3.安全隐患得到了控制,要知道一个成产型企业,安全是第一位的。
如果控制不好,是成本控制的第一阻碍。
?4.根据设计的经验和技术的进步,可以生产更加精密的产品。
四、典型结构通常模具是由二类零件组成:第一类是工艺零件,这类零件直接参与工艺过程的完成并和坯料有直接接触,包括有工作零件、定位零件、卸料与压料零件等。
第二类是结构零件,这类零件不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括有导向零件、紧固零件、标准件及其它零件等。
应该指出,不是所有的冲模都必须具备上述六种零件,尤其是单工序模,但是工作零件和必要的固定零件等是不可缺少的。