ECM表面电化学迁移研究-PPT文档资料
离子污染与电化迁移

a. SnPb37
Delta Confidential
b. Sn3.5Ag0.75Cu 图3.3 焊料中枝晶析出图片
c.Sn3.5Ag0.75Cu
19/53
三、表面迁移 (Dendrite)
9/53
二、电化迁移基础
2.1 电化迁移(Electro-Chemical Migration)概念
因电场、湿气的影响,金属离子从一金属电极向另一金属电极移动,析 出金属和化合物并显示导电性的现象称为离子迁移。 ECM是由溶液和电位等相关的电化学现象引起,特别是在高密度电子产品中, 材料与周围环境相互影响导致离子迁移发生。
白斑处剥离绿漆后
Delta Confidential
对策:绿漆前处理要保持板面清洁
24/53
四、内部迁移 (CAF)
4.1 内部迁移 (CAF)概念
当板内出现细微通道又存在水气与电解质, 再加上纱束两端铜导体之电压 不等时(偏压),将有可能在阳极发生出现铜离子,延着玻纤纱束中的空隙(通 道),往阴极产生电化性迁移。同时阴极端的电子也会往阳极移动,于是两者相 逢后即出现铜金属的还原,并在两端延着纱束逐渐搭成了短路的漏电,特称为 CAF (Conductive Anodic Filament) 。
Delta Confidential
15/53
二、电化迁移基础
2.5 失效成因
基板的构成 a. 树脂方面,树脂的组成,官能团,固化程度,离子浓度(杂质、水解性能 等),吸湿性; b. 纤维方面:玻璃纤维的密度,有机纤维的吸潮性; c. 加工条件方面:通孔的条件(有无电镀液残留),层积条件 (树脂间粘合性),加工工艺残留物(粗化、电镀等的残液)。
电化学迁移现象介绍

如何控制電遷移
1、选用anti-CAF板料,(选择开纤布) 2、不能选用7628等粗纤维材料 3、选用anti-CAF制程: (1)改善钻孔品质,比如:选用全新钻咀, 降低落速 (2)控制孔粗在10-15um (3)改善除胶渣的条件和方法;
電遷移等级
▪ 通常PCB厂应根据自身制程能力及风险承
受能力制定CAF等级标准
電遷移产生原因
▪ 二、流程工艺问题 ▪ 1、孔粗---钻孔太过粗糙,造成玻纤束
被拉松或分离而出现间隙;
▪ 2、除胶渣---PCB制程之PTH中的除胶
渣(Desmearing)过度,或沉铜浸入玻纤 束发生灯芯效应(Wicking) ,过度的灯芯加 上孔与孔相距太近时,可能会使得其间板 材的绝缘品质变差 加速产生CAF效应;
電化學遷移实例图片
電化學遷移实例图片
電遷移形成过程
▪ 1、常规FR4 P片是由玻璃丝编辑成玻璃布,
然后涂环氧ห้องสมุดไป่ตู้脂半固化后制成;
▪ 2、树脂与玻纤之间的附著力不足,或含浸
时亲胶性不良,两者之间容易出现间隙;
▪ 3、钻孔等机械加工过程中,由于切向拉力
及纵向冲击力的作用对树脂的粘合力进一 步破坏;
▪ 4、距离较近的两孔若电势不同,则正极部
1、什么是電化學遷移
Conductive Anodic Filament 导电性细丝物=阳极性玻纤丝之漏电现象
基板材料的玻璃束中,当扳子处于 高温高湿及长久外加电压下,在两金属 导体与玻璃束跨接之间,会出现绝缘失 效的缓慢漏电情形,称为“电迁移”, 又称为漏电或渗电。
電化學遷移模型
電化學遷移实例图片
如何应对客户无CAF要求,但是客 户设计处于风险区域范围?
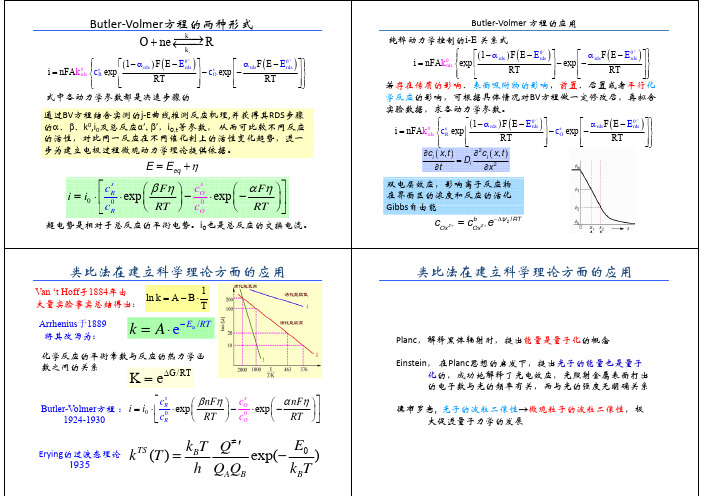
SnAgCu钎料焊点电化学迁移的原位观察和研究

SnAgCu钎料焊点电化学迁移的原位观察和研究摘要: 通过恒定电压条件下的水滴实验,对Sn-4Ag-0.5Cu钎料焊点的电化学迁移(ECM)行为进行了原位观察和研究。
结果表明,树枝状的金属沉积物总是在阴极上生成,并向着阳极方向生长,在接触阳极的瞬间,发生短路失效。
外加电压不超过2 V 时,形成的沉积物数目往往比较少并且粗大。
焊点间距的减少和外加电压的增加都会使得ECM造成的短路失效时间显著缩短。
当钎料不能完全包裹焊盘或者焊盘局部位置上钎料的厚度很薄时,发生ECM的金属除了来自钎料焊点,还来自Cu焊盘;钎料中的Ag 不发生迁移。
关键词:电化学;电化学迁移;SnAgCu钎料;焊点;原位观察电化学迁移(ECM)是一个电化学过程。
在一定温度和湿度条件下,当相邻的钎料焊点或连线之间存在电位差时,就有可能发生ECM。
电位较正的钎料焊点或连线上的金属失去电子,发生电化学溶解,以离子的形式进行迁移,然后在电位较负的焊点或连线上沉积下来,生成树枝状导电沉积物,使得相邻的钎料焊点或连线之间发生短路,造成严重的可靠性问题。
目前,对于电子产品的电化学迁移性能的检测标准,通常采用美国印刷电路学会(Institute of Printed Circuits,简称IPC)的IPC—TM—650 Method 2.6.14.1抗电化学迁移试验(Electrochemical Migration Resistance Test)[1]。
该测试方法是将具有一定图形结构的样片,在温度/相对湿度分别为(40 ± 2)℃/(93 ± 2)%、(65 ± 2)℃/(88.5 ± 3.5)%,以及(85 ± 2)℃/(88.5 ± 3.5)%的条件下,外加10 V的直流电压进行加速试验,通过500 h考察电阻的变化来确定电子产品的抗电化学迁移性能是否合格。
但是该检测试验并不能告诉我们电化学迁移究竟是怎样一个过程。
光电化学课件-电化学研究方法第3讲-电化学体系的传质
任何一个广度性质的通量都正比于其相对应强度性质的梯度
例如:
j
1 A
dQ dt
dV dx
E
扩散流量与浓度梯度之间的关系
粒子在溶液相的化学势
i
i0
RT
ln
ci ci0
一旦建立浓度梯度,粒子将在扩散驱动力的作用下加速,扩散 的驱动力来自粒子在空间的化学势梯度
di
dx
RT
1 ci
d
ci dx
RT
A -e
Cathode
+-
扩散区
特点:
+
• 电极/溶液界面的对 流速度较小
• 荷电反应物电迁移速
率取决于溶液组成 Anode • 反应开始后,电极/
溶液界面液相一定存
扩散区
在反应物(和产物)的 扩散区
• 静止溶液,短时内可忽略对流过程 (或有对流, 仅存在于溶液深部)
Ji Uici Dici Nernst-Plank 方程
电化学势梯度
溶液中离子的电化学势: 是溶液的内电势
i i0 RT ln ci ziF
溶液中的离子除了可跟着溶液发生对流外,还可在电化学势梯度
的作用下发生定向移动,电化学势梯度产生的作用力为
F
1 NA
grad
1 mol 离子的电化学势 NA:Avgerdero 常数
对球形离子:
6r
Forces acting on a species in a viscous medium
t
)
x
ci (x,t) x
dx
x处粒子浓度随时间的变化率等于该处的流量变化率, 正比于 浓度对x的二阶导数
电化学迁移测试流程-概述说明以及解释
电化学迁移测试流程-概述说明以及解释1.引言1.1 概述电化学迁移测试是一种通过应用电场来模拟电荷迁移过程的实验测试方法。
通过该测试,我们可以了解材料中离子或分子在电场作用下的迁移规律,从而评估材料的电化学性能。
电化学迁移测试的结果可以帮助我们判断材料是否具有较好的离子导电性能、耐腐蚀性能等特性。
本文将介绍电化学迁移测试的定义、重要性和应用领域,旨在帮助读者更全面地了解这一实验方法及其在材料科学领域的重要性。
通过深入探讨电化学迁移测试的关键步骤和未来发展方向,我们可以更好地应用这一方法来评估材料的电化学性能,推动材料科学领域的发展和创新。
1.2 文章结构文章结构部分主要介绍了本文的整体框架和内容安排。
首先,文章包括引言、正文和结论三个主要部分。
在引言部分,我们将对电化学迁移测试进行概述,介绍本文的写作动机和目的。
在正文部分,我们将详细讨论电化学迁移测试的定义、重要性和应用领域,通过深入探讨这些内容来展现电化学迁移测试的重要意义。
最后,结论部分将总结电化学迁移测试的关键步骤,提出未来发展方向,并对整篇文章进行总结和归纳。
通过这样的结构安排,读者可以逐步深入理解电化学迁移测试的相关知识,从而更好地掌握测试的流程和应用。
1.3 目的电化学迁移测试是一种用来评估材料中离子在电场作用下的迁移能力的方法。
本文的目的在于介绍电化学迁移测试的流程和步骤,帮助读者了解如何进行电化学迁移测试,以及该测试在实际应用中的意义和价值。
通过本文的阐述,读者可以更深入地了解电化学迁移测试的定义、重要性和应用领域,为其在材料科学研究和工程实践中的应用提供参考和指导。
同时,本文也将探讨电化学迁移测试的未来发展方向,为相关领域的研究提供展望和启示。
愿本文能为读者对电化学迁移测试有更全面的认识和理解,促进该领域的进一步发展和应用。
2.正文2.1 电化学迁移测试的定义:电化学迁移测试是一种用于评估材料中离子输运特性的实验方法。
通过施加电场,在电解液中引入离子,并观察它们在材料内部的迁移情况。
表面电子能谱分析 ppt课件

1. X射线光电子能谱 2. 俄歇电体表面的化学组成和体内不完全相同,甚至完全不同, 造成这种差别的原因主要有:
★ 表面原子(或离子)化学键部分断裂(悬挂键), 能量状态与体内不同;
★ 外来物在表面的吸附、污染; ★ 表面的氧化、腐蚀和摩擦; ★ 人为加工的表面,如离子注入、钝化和各种涂层。
因此,在实际应用中,人们要对材料和器件工作表面的
宏观性能做出正确的评价与理解,首先必须对各种条件下表
面的化学组成和化学状态进行定性和定量的测定和分析。
ppt课件
2
• 固体表面状态,包括表面成分、结构、配位、化学键性、 能带、电子态等等,对材料的许多物性以及相关的应用和 理论都有非常重要的意义。
• 人们早就十分关注固体表面问题,但一直受到实验手段的 局限,主要是缺乏在原子水平表征、研究材料成分、结构、 状态和性能的直接手段。
• 把试样放置在金属试样架上,并与仪器(谱仪)紧密连接和良好接 地;
• 由固体物理理论可知,由于试样与仪器同时接地,处于等电位状态, 试样和谱仪(壳材料)的费米面拉平;
• 此时,忽略Er,则试样和谱仪壳材两者分别有以下能量关系:
试样谱仪未连接
试样谱仪连接
• 试样和谱仪连接时,探测到光电子的动能为EKsp,减掉谱仪材料的逸
ppt课件
4
1. X射线光电子能谱
X射线光电子能谱法(XPS),因最初以化学领域应用为主要 目标,故又称为化学分析用电子能谱法(ESCA)。
XPS是由瑞典Uppsala University的物理学家Kai M. Seigbahn带领他的学生及同事于1962年首次建造,并历经20 年研究发展起来的。
★同一元素的不同壳层电子激发灵敏度不同
离子污染与电化迁移和对比

Agenda
一、离子污染 二、电化迁移基础 (ECM) 三、表面迁移 (Dendrite) 四、内部迁移 (CAF) 五、Dendrite与CAF之比对
Delta Confidential
2/53
一、离子污染
自电路板问世以来,残留在印刷电路板上的离子污染物一直是避无可避的问题。 无论是裸电路板还是电路板组装件成品,污染物可能会使整个绝缘表面出现电 流泄漏,从而引起短路,尤其是在高密度微间距封装中,常常能看到这种现象。 离子残留物中含有导电分子,一旦溶解在溶液中就能够导电。一些常见的离子 残留物的来源包括电镀材料、助焊剂催化剂、汗水、离子表面活化剂和乙醇胺。 如果嚗露在潮湿的环境中,离子污染物会明显加快电路和组装件性能下降的速 度。
将清洗后的电阻表面沾水,电阻的阻值立刻降低,并随着水分的 挥发,阻值逐渐增大,3mins后电阻阻值恢复到初始值。
7/53
一、离子污染NGOK内部玻璃保护层与电阻层完
好,与OK品没有明显差异。
电阻表面protective coating均可见小空洞,可吸附空气中的灰尘或微小杂质,易吸水,尤其当 材料的孔隙率越大,吸水率也随之越大。当灰尘或微小杂质加上水汽,并以离子形式出现时即 形成离子污染,从而产生漏电,导致电阻阻值偏低,高压加剧了失效的产生。
附加电压
电压越高生长越快,对交流、频率的倒数敏感
PH
酸性越强,析出速度越大
离子性不纯物 如助焊剂中卤素、SO42-、NH4+浓度越高,生长速度越快
水中溶解氧 氧溶解越多,生长速度越快
基材
吸水性越大,生长速度越快
表2.1、离子迁移发生的加速因子
示意 材料
Delta Confidential
电化学加工

阴极片
分度
空心水套管
叶片 阴极片
电解加工整体叶轮
电化学加工 4)电解倒棱去毛刺
电化学加工 5)电解刻字
电化学加工 6)电解抛光 电解抛光也是利用金属在电解液中的电化学阳极溶解 对工件表面进行腐蚀抛光的,它只是一种表面光整加工方 法,用于改善工件的表面粗糙度和表面物理力学性能,而
不用于对工件形状和尺寸加工。它和电解加工的主要区别
电化学加工
表2 直流电源的特点及应用
分 类 特 1.可靠性、稳定性好; 2.调节灵敏度较低; 3.稳压精度不高 1.灵敏度高,稳压精度高; 2.效率高,节省金属材料; 3.稳定性、可靠性较差 点 应用场合 国内生产现场占一定比例
硅整流电源
晶闸管电源 可控硅电源
国外生产中普遍采用,也占 相当比例
电化学加工 2) 机床 电解加工机床的任务是安装夹具、工件和阴极工具,
电化学加工 4) 恒温控制系统
电铸时间很长,所以必须设置恒温控制设备。它包括加 热设备 ( 加热玻璃管、电炉等 )和冷却设备 ( 冷水或冷冻机等 )。
3.电铸加工的工艺过程
原模表面处理
电铸至规定尺寸
衬背处理
成品
清洗干燥
脱模
电化学加工 4.电铸的应用 电铸具有极高的复制精度和良好的机械性能,已在航空、 仪器仪表、精密机械、模具制造等方面发挥日益重要的作用。
电化学加工 (5) 电铸时,金属沉积速度缓慢,制造周期长。如电 铸镍,一般需要一周左右。
(6) 电铸层厚度不易均匀,且厚度较薄,仅为 4 ~ 8
mm左右。电铸层一般都具有较大的应力,所以大型电铸 件变形显著,且不易承受大的冲击载荷。这样,就使电铸 成型的应用受到一定的限制。 2.电铸设备 电铸设备(如图3-1所示)主要包括电铸槽、直流电源、 搅拌和循环过滤系统、恒温控制系统等。