工程项目焊接工艺评定细则
二、焊接工艺评定
用非低氢型药皮焊条代替低氢型药皮焊条; 当用冲击试验合格指标较低的填充金属替代较高的填充金属;
但虽然冲击试验合格指标较低,仍可符合本标准或设计文件规
定的除外。
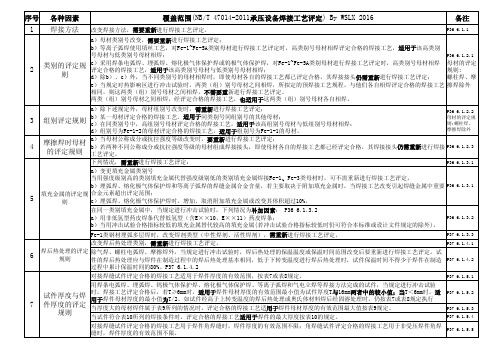
5、焊后热处理
钢材(除Fe-7、 Fe-8)的焊后热处理类别:
不进行 低于下转变温度
高于上转变温度
先在高于上转变,再在低于下转变温度 在上下转变温度之间 不进行焊后热处理 在规定的温度范围进行焊后热处理
Fe-7、 Fe-8、其他材料的焊后热处理类别:
改变焊后热处理类别,重新评定。
规定冲击时,改变保温温度或保温时间范围(80%),重新评定。
低于下转变温度焊后热处理,试件保温试件不得少于焊件累计保温试件 的80%
6、焊接工艺评定因素
接头(坡口)
填充金属
预热和后热 气体 电特性 技术措施
1、检验项目:
对接焊缝试件:外观检查,无损检测,力学性能和弯曲试验 角焊缝试件:外观检查,金相检验(宏观)
试验项目和取样数量 试件厚度 T<1.5 1.5≤T≤10 10<T<20 T≥20
拉伸试验 拉伸 2 2 2 2 面弯 2 2 2
弯曲试验 背弯 2 2 2 * 4 3 3 3 侧弯
pWPS
PQR
WPS
二、焊接工艺评定
焊接工艺评定标准
焊接工艺评定的目的
焊接工艺评定术语 焊接工艺评定程序 焊接工艺评定的判定准则(替代准则) 检验与结果评价 补充规定
(一)焊接工艺评定标准:
NB/T47014-2011《承压设备焊接工艺评定》
特种设备焊工考核细则特种设备焊工考核细则
特种设备焊工考核细则特种设备焊工 考核细则
n 附件A
n 特种设备金属材料焊工考试范围、内容、方法 和结果评定
n A1 适用范围
n 本附件规定了特种设备金属材料焊工考试范围 、内容、方法、结果评定与项目代号。适用于 特种设备用金属材料的1.气焊、2.焊条电弧焊 、3.钨极气体保护焊、4.熔化极气体保护焊、 5.埋弧焊、6.等离子弧焊、7.气电立焊、8.电渣 焊、9.摩擦焊、10.螺柱焊和11.耐蚀堆焊的焊 工考试。
12Cr1MoVG
S360 10MnDG
12Cr2Mo
S385
08MnNiCrMoVD
S415
12Cr2Mo1
S450
12Cr2Mo1R
S480
12Cr2MoG
12CrMoWVTiB
12Cr3MoVSiTiB
09MnD 09MnNiD 09MnNiDR 16MnD 16MnDR 16MnDG 15MnNiDR 15MnNiNbDR 20MnMoD 07MnNiMoVDR 10Ni3MoVD 06Ni3MoDG ZG230-450 ZG20CrMo ZG15Cr1Mo1V ZG12Cr2Mo
n (2)主任(或者副主任)、技术负责人具有工程师职称 ;
n (3)主任(或者副主任)、技术负责人和焊接操作技能 教师从事焊接工作5年;
n 2.无损检测人员;
特种设备焊工考核细则特种设备焊工 考核细则
n (1)Ⅱ级资格射线检测人员2名; n (2)承担堆焊项目考试,有Ⅱ级表面检测人员1名 n 3.场地: n (1)焊接操作技能考试固定场所满足焊工考试要求,考
n 第三条 从事下列焊缝焊接工作的焊工,应 当按照本细则考核合格,持有《特种设备作 业人员证》:
焊接监理实施细则8.16
管道焊接监理实施细则编制人:审批人:年月日目录1、工程概况及专业工程特点 (3)2、监理工作流程 (4)3、监理工作控制目标及控制要点 (5)4、监理工作方法和措施 (9)为达到使工程顺利进行,并确保工程质量的目的,根据国家有关技术文件、规范、规程,结合本工程实际状况,特制定本监理实施细则。
编制依据1.本工程监理规划2.《建设工程监理规范》3.《建筑工程施工质量验收统一标准》4.焊接及无损检测用相关标准、规范5.施工组织设计6.施工单位编制的焊接施工方案7.与本工程有关的标准、设计文件、技术资料及合同文件一、工程概况及专业工程特点:(一)工程概况:1.本工程位于独山子区南环路沿线以南,居民生活用水管网:南环路(油城路—重庆路);住宅小区绿化水管网:南环路(杭州路-喀什路)绿化水主线及绿化水泵房(主要为配电间和泵房,建筑面积:619.13 平方,其中配电间建筑面积:106.13 平方,泵房建筑面积 513 平方。
配电间地上一层,层高 5.1 米,建筑高度 5.4 米,结构形式为钢筋混凝土框架结构;泵房地上一层,层高 10.525 米,建筑高度 7.825 米,结构形式为门式钢架结构)等。
2.工程地质:独山子处于天山北麓山前地带,海拔高度601m~591m,是奎屯河与巴音沟两个洪积渠交汇处,沉积着厚百米的第四纪松散砂砾层,该地层渗水率较好。
土类型属中硬场地土,属于建筑抗震有利地段,不存在湿陷性黄土层和液化土层。
地下水位较低,可不考虑地下水对管沟、基坑开挖和地基基础的影响。
场地土对混凝土结构有弱腐蚀性,应按设计和规范标准做好防腐措施。
标准冻深1.4m,场地岩土不冻胀,冻胀等级I级,建筑场地类别II类,抗震设防八度。
3.本工程为原有供水、绿化水管线的升级改造和新建绿化水泵房,原配套设施不全,各种设施均在使用且老化、损坏严重,改造过程不能中断使用,且不能影响城市道路的通行,施工难度大,各方协调工作较为艰巨。
焊接工艺评定及焊接工艺卡编写讲义
焊接工艺评定的一般要求
1母材 项目根据焊接工程需要委托本企业进行焊接工艺 2焊材 评定时,提供的母材,应符合设计文件和国家现 焊接工艺评定所用的焊条、焊丝、焊剂应具有出 3程序 行有关标准的规定,且有出厂质量证明书或复验 厂质量证明书。焊接用气体应符合现行有关标准 4签发报告 企业完成焊接工艺评定过程:拟定焊接工艺指导 报告。 。 的规定 书、试焊试件和制取试样、检验试件和试样、测 由企业焊接责任工程师审核,技术负责人签发。 定焊接接头是否具有所要求的使用性能、提出焊 用于压力容器产品的焊接工艺评定报告,并经所 接工艺评定报告。 在地技术监督部门确认。存入技术档案。
• 单位焊接责任工程师审核,技术负责人批准, 单位焊接责任工程师审核,技术负责人批准,并且经过监检机构签章确认后存入技术 档案。 的规定。 档案。 的规定。 (五)焊接工艺评定技术档案应当保存至该工艺评定失效为止,焊接工艺评定试样应当 焊接工艺评定技术档案应当保存至该工艺评定失效为止, 五 焊接工艺评定技术档案应当保存至该工艺评定失效为止 保存5年 保存 年。
常用标准规范对焊接工艺评定报告的要求
GB50236《《现场设备、工业管道焊接工程施工质量验收规范_》

GB50236《现场设备、工业管道焊接工程施工质量验收规范 》
13 焊接检验及焊接工程交接 13.1 焊接前检查 13.2 焊接中间检查 13.3 焊接后检查 13.4 焊接工程交接 附录A 焊接工艺规程的推荐格式 附录B 焊接技能评定记录、焊接技能评定结果登记表及焊接技能评定
合格证的格式 附录C 常用焊接坡口形式和尺寸 附录D 焊接材料的选用 本规范用词说明 引用标准名录 附:条文说明
1.0.4 焊接工程的施工,应按设计文件及本规范的规定执行。 1.0.5 当需要修改设计文件及材料代用时,必须经原设计单位同意,并
出具书面文件。 释义:设计文件是管道工程施工的基本依据,按图施工是《建设工程质
量管理条例》的规定,应严格执行。实际施工过程中,施工单位会经常 发现设计不合理或不符合实际之处;现场也会出现材料采购困难或引进 新材料的情况,需要通过材料代用来保证施工有序进行。此时,施工单 位可对设计文件修改或材料代用提出建议,经原设计单位研究决定后作 出设计变更,签署意见并盖章后,方可按变更后的设计要求进行施工。
GB50236《现场设备、工业管道焊接工程施工质量验收规范 》
3.0.3 监理和总承包单位应配备有焊接责任人系,对焊接活动进行控制,并应有
符合第3.0.2条规定的相关人员。 2 .施工单位的焊接工装设备、焊接热处理设备和检验试验手段,应满
焊接工艺评定
P38 6.2.2
则
当增加或变更次要因素时,不需重新评定,但需重新编制预焊接工艺规程。
P38 6.2.3
试件形式:试件分为板状与管状两种,管状指管道和环
P39 6.3.1
评定对接焊缝预焊接工艺规程时,采用对接焊缝试件,对接焊缝试件评定合格的焊接工艺,适用于焊件中的对接焊缝和角焊缝。 评定非受压角焊缝预焊接工艺规程时,可仅采用角焊缝试件。
b)当用冲击试验合格指标较低的填充金属替代较高的填充金属(若冲击试验合格指标较低时仍可符合本标准或设计文件规定的除外)。
Fe-1类钢材埋弧多层焊时,改变焊剂类型(中性焊剂、活性焊剂),需重新进行焊接工艺评定。
P37 6.1.3.3
改变焊后热处理类别,需重新进行焊接工艺评定。
P37 6.1.4.1
6
焊后热处理的评定 除气焊、螺柱电弧焊、摩擦焊外,当规定进行冲击试验时,焊后热处理的保温温度或保温时间范围改变后要重新进行焊接工艺评定。试
P55 7.1.3
试件检验项目:外观检查、无损检测、力学性能试验和弯曲试验。
P40 6.4.1.1
外观检查和无损检测(按JB/T4730)结果不得有裂纹。
P40 6.4.1.2
a)力学性能试验和弯曲试验项目和取样数量除另有规定外,应符合表11的规定;
1)一根管接头全截面试样可以代替两个带肩板形拉伸试样。
金属和热影响区;当规定做冲击试验时,对每一种焊接方法(或焊接工艺)的焊缝区和热影响区都要经受冲击试验的检验;
力学性能试验 a)取样时,一般采用冷加工方法,当采用热加工方法取样时,则应去除热影响区;
12
和弯曲试验的
b)允许避开焊接缺陷、缺欠制取试样; c)试样去除焊缝余高前允许对试样进行冷校平;
焊接质量检查与考核细则

5.5.1 SH3501:7.1.6
抽查
二
版权归 ZRPC 所有,未经 ZRPC 书面许可,不得以任何方式使用。
中科合资广东炼化一体化项目管理部
焊接质量检查与考核细则
191111-MPR-QA-0004Rev.1
第6页 共9页
③ 相对湿度大于 90%;
④下雨时露天作业。
3.1 组对 3.1.1 组对工艺符合要求,并有检查记录。
员、技术人员பைடு நூலகம்其中每 25 名焊工至少配备 1 名质量检查人员。
( 191111-ZRPC-0000-QAGE-
1.1.3 明确焊接质量管理组织机构配置人员职责。
MPR-0002,以下编号省略)6.4 《焊接施工质量控制程序》6.1.4
必查
1.1.4 编制焊接质量管理计划。
《焊接施工质量控制程序》6.1.5
SH3501:7.5.14
抽查
二
4.1.1 焊接接头检查前,应安检查方法的要求,对焊接接头的表面进行相应
4焊 接后 质量 控制
4.1 外观 检查
处理。 4.1.2 焊缝外观应成型良好,对接环焊缝的宽度以每边盖过角焊缝应符合坡 口边缘 2mm 为宜。 4.1.3 角焊缝(包括承插焊缝)可采用凹形和凸形,外形应平缓过渡。 以上检查应形成检查记录。
管理
发放、回收、温湿度台帐,要做到帐、卡、物相符,未经报验合格的焊材 JB/T3223《焊接材料质量管理规 抽查
二
不得进入焊材二级库。
定》
2.2.4 焊材的使用过程检查:焊条的药皮不得有脱落或明显裂纹。焊丝在使
用前应清除其表面的油污、锈蚀等。焊条应按说明书的要求进行烘干,并 SH3501:7.1.3,7.1.4
焊接质量检验

焊接质量控制1目的为了规范EPC项目中统一质量标准,规范焊接工程的专业质量管理行为,制定本质量规定。
2适用范围本规定适用于EPC项目现场焊接的质量管理。
3职责3.1施工(分包)单位对焊工进行管理;编制焊接技术文件;对焊材、焊接设备和焊接作业进行管理;对项目现场焊接质量负责。
3.2EPC、监理机构监督检查焊工持证上岗;审查承包商焊接技术文件;对焊接材料、焊接设备进行复验;对焊接过程进行监管,组织焊接质量专项检查。
4管理内容4.1总则4.1.1EPC项目的所有现场焊接除要执行有关的规范、规定要求外,还要执行本规定要求;4.1.2如建设单位有特殊要求时,还应执行建设单位特殊要求。
4.2内容4.2.1施工单位人员要求(1)焊接工程师应具有本专业中级(含)以上技术职称和一年以上焊接施工实践经验。
负责焊接工艺评定,编制焊接规程、焊接工艺指导书/卡和焊接施工方案,指导焊接施工作业,参与焊接质量管理,处理焊接技术问题,整理交工技术资料。
(2)焊接质量检查人员应由本专业助理工程师(含)以上技术职称人员或技师担任;负责对现场焊接施工质量进行全面检查和控制,参与焊接技术文件的审定,配合监理机构、第三方检测单位确定焊缝检测部位、评定焊接质量。
(3)压力容器、压力管道、大型钢结构有焊后热处理的要求的工程,施工单位应配备热处理工程师。
(4)焊工必须持参加项目焊工考试,持有效证件上岗。
4.4.2施工单位焊材管理(1)施工单位所需焊材如业主有提供批准的供应商短名单应该在业主所提供的供应商中采购。
特殊焊材应由施工单位提出报经业主批准。
(2)进厂焊材须有材料合格证、质量证明文件、使用说明书等相关资料。
用于镍、钛合金焊接等特殊焊材应具有每一批熔炼的相关证明。
(3)施工单位验收合格的焊材应及时向监理报验。
监理机构对焊材质量证明文件有疑议时,应提请业主组织捡测。
(4)施工单位应在现场建立设施完善、制度健全、有专人管理的一级、二级焊材库。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
版次日期章节页码修改范围及依据
Rev. C Rev.D Rev.E 1999.4.16
2001.8.3
全部
1
3
5
6.3
6.4
7.2
5.2
6.6
附录A
附录B
附录C
全部
全部
4/10
4/10
4/10
5/10
5/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
全部
根据业主监查意见和SEPC管理评审
报告对组织机构名称进行修改,并将
WP改为QWP。
对此条内容进行了补充。
增加“BSEN288”一条。
对此条内容进行了修改。
对此条内容进行了修改。
对此条内容进行了修改。
对此条内容进行了补充完善。
对此条内容进行了补充完善。
增加该条。
对此条内容进行了补充完善。
对此条内容进行了补充完善。
对此条内容进行了补充完善。
对此条内容进行了补充完善。
增加该条。
根据业主监查意见修改
SEPCO
修改记录
目录
1. 目的
2. 范围
3. 定义
4. 相关文件
5. 职责
6. 程序
6.1焊接工艺评定项目的确定
6.2 工艺评定的实施
6.3 检验和试验
6.4 焊接工艺评定的批准
7. 记录
8. 附录
1. 目的
根据常规岛安装合同的要求,SEPC应对现场使用的焊接程序进行工艺评定,对材料(母材和填充材料)和焊接方法进行验证,由于对“一核”中所做的工艺评定进行了转移,在岭澳CI安装上只需对新出现的材料和新工艺进行评定。
2. 范围
常规岛安装中的碳钢、铬钼合金钢、不锈钢及三者之间的异种钢焊接的
焊接工艺等,及常规岛中出现的新的焊接钢种和新的焊接工艺。
3. 定义
无
4. 相关文件
BSEN288 金属材料焊接工艺及评定
BS2633 碳素钢管道电弧焊焊接Ⅰ级焊缝
BS2971 碳素钢管道电弧焊焊接Ⅱ级焊缝
BS4677 不锈钢管道焊缝
BS5500 不受明火加热的熔解焊压力容器
BS2910 钢管熔化焊对接接头射线探伤
BS6072 磁粉探伤
BS6443 渗透探伤方法
BS709 金属焊缝的破坏性试验标准
5. 职责
5.1 焊接工程处负责试件的准备加工及工艺评定的实施。
5.2 QC部负责编制焊接工艺评定质量计划和检查监督以及工艺评定试件验
证。
5.3 NDE负责试件的无损检验工作
6. 程序
6.1焊接工艺评定项目的确定
由焊接工程师根据工程需要确定焊接工艺评定项目(见附录A)。
根据已了解的同类型材料工艺评定的经验和有关焊接技术资料编写焊接工艺初
稿(PWPS),并负责准备焊接工艺评定记录表和试验记录表(附录B)。
6.2工艺评定的实施
6.2.1 焊接工艺评定项目、工作程序、质量计划待LANPC批准后,焊接工程师
组织实施焊接工艺评定。
6.2.2 由QC部负责通知LANPC,到现场见证焊接试验
6.2.3 QC部焊接工程师汇同LANPC有关人员检查焊接工艺评定文件
6.2.4 QC部焊接工程师汇同LANPC有关人员检查试件对口、试件位置、焊接
参数、预热和热处理温度等
6.2.5 焊工按照焊接工艺评定初稿PWPS施焊。
6.2.6 在焊接过程中,焊接工程师应将实测焊接电流记录在焊接电流记录表中
(附录C)。
6.3检验和试验
6.31 无损检验
由合格的人员,按批准的程序依次进行外观、磁粉(或着色)、射线等检验。
6.3.2 破坏性试验
无损检验合格后,由焊接工程处负责按规定制备试样后,在业主认定的试
验机构进行各种试验和分析。
如:拉力、弯曲、冲击、金相宏观、硬度测
定(若需要)等试验。
6.4 焊接工艺评定的批准
全部检查、试验项目完成且结果符合标准要求,LANPC代表按质量计划,逐项审核有关的记录和报告后,签署质量计划的全部栏目及工艺评定记
录,该焊接工艺评定即被批准。
根据批准的工艺评定范围,焊接工程师准备用于施工用的焊接工艺(WPS)。
7记录
每项检查、试验根据质量计划形成正式记录及报告。
8. 附录
附录A SEPC岭澳核电站常规岛安装焊接工艺评定项目
附录B 焊接工艺评定记录
附录C 焊接电流实测记录
附录A
焊接工艺评定项目
序号ITEM 工艺评定号
WPAR No.
PWPS 母材规格焊接
工艺
位置接头预热热
处理
焊丝焊条范围
1 46 SEPC004 Crane Rail
Setion 164
THK=150 MMA H BW Y N N.A Rail Rod 行车轨道焊接
2 47 SEPC005 16Mn THK=20 MMA H BW N Y N CHE58-1 T:10~40mm
板及OD≥500管
3 48 SBX2G001 A106B φ168.3×14.27 TIG/MMA 45°BW N N TIGJ50 CHE58-1 T:7.14~28.5
4 D:≥84.15
4 49 SBB2G010 A335.P22 φ168.3×18.26 TIG/MMA 45°BW Y Y A15
A33
2CrMoB
T:9.13~36.52
D:≥84.15
5 50 SBA2G00
6 304L φ355.6×23.83 TIG/MMA 45°BW N N 308S92 308L T:11.92~47.66 D:≥177.8
6 51 SBB2G006 15CrMo φ211×12 TIG/MMA 45°BW Y Y ER80S R30
7 T:3~24 D:≥105.5
6
附录B
焊接工艺评定记录
1. 焊接工艺评定试验证书
焊接程序工艺评定号
地址
规范/试验标准
焊接日期
焊接方法
接头型式
母材回火条件
厚度
外径
填充材料类别
保护气体/焊剂
焊接电流类型
焊接位置
预热
焊后热处理
备注
审定SEPC-WT SEPC-QC LANPC 日期
签名
2.焊接试验细节
焊接程序焊接工艺评定号
母材牌号焊工姓名
焊接方法材料厚度
焊接类型外径
焊接位置坡口加工
接头图样焊接顺序
焊道焊接
方法焊丝/焊条尺寸电流
(A)
电压(V) 电流种类
/极性
送丝
速度
焊接
速度
焊丝种类/牌号焊条种类/牌号
焊条烘焙
保护气体/焊剂正面背面
钨极类型/尺寸
预热温度层间温度
方法温度时间加热速度冷速度审定SEPC-WT SEPC-QC LANPC 日期
签名
焊接程序工艺评定号外观射线渗透/磁粉超声波
类别/编号
Re
N/mm2
Rm
N/mm2 A% on Z% 断裂位置备注
类别/编号弯曲角延伸率结论宏观检验微观检验
缺口位置/方向温度℃
冲击值
1 2 3 平均备注
类型和载荷测量位置(草图)母材
H、A、Z
焊缝金属
试验报告
说明
审定SEPC-WT SEPC-QC LANPC 日期
签名
附录C:焊接电流实测记录
焊接工艺评定号:
焊接工艺焊条/焊丝规格焊接层数焊接位置焊接电流焊接简图(应标出焊接层数/焊接位置):
监测人:记录人:。