连铸机水冷轴承座的数控加工工艺_宋亮
冷锻工艺流程

冷锻工艺流程
《冷锻工艺流程》
冷锻是一种将金属材料加热至其塑性温度以下后,通过强大的挤压力将其加工成所需形状的工艺。
冷锻工艺流程包括材料准备、预处理、锻造、冷却和后处理等多个环节。
首先是材料准备,工件材料通常是钢或铝合金,需要进行材料检测和筛选,以确保材料质量符合要求。
然后进行预处理,包括清洁表面、去除氧化层以及截断成所需长度等。
接下来是锻造环节,工件被放置在冷锻机上,通过加热和挤压力将其加工成所需形状。
在此过程中,需要根据工件形状设计模具,以确保加工出精确的形状和尺寸。
冷锻过程中,由于材料处于非常高的压缩状态,所以能够加工出坚固耐用的工件。
冷却环节非常重要,这是为了降低工件温度,增加其硬度和强度。
冷却方法通常包括水冷或风冷,以确保工件能够达到所需的机械性能。
最后是后处理环节,包括清洁、抛光、热处理等工艺,以满足客户的各项要求和标准。
总的来说,冷锻工艺流程是一个复杂的过程,需要经过严格的控制和检验,才能够生产出符合要求的高质量工件。
同时,冷锻工艺还具有高效率、节能环保等优点,在各种工件的制造加工过程中得到了广泛的应用。
高碳钢大方坯连铸水冷工艺参数优化试验研究
包 钢 科 技 Science & Technology of Baotou Steel ( Group) Corporation
Vol. 28 ,No. 4 Auguest ,2002
高碳钢大方坯连铸水冷工艺参数优化试验研究Ξ
郭进毅 ,孟志泉 ,吕文 ,苏红亮 ,庞志杰 ,马 涛 ,罗海炯
3
0
0少
No. 1 2 流 1
0
3
2
1
0
0
0 Φ4 2
3
0
1少
1 Φ2 0
3
0
0少
1
0
0
3
0
0少
115 Φ2 0
2
0
0
0
110 0 115 2
0
0
0
115 Φ3 2 215 0
0少
0 Φ7 0 115 0
0
0
2 Φ1 115 2
0
0
0
No. 2 3 流 1 Φ3 2
3
1
0
0
1 Φ8 0
3 115 0
1 前言
连铸工艺以其先进的技术经济性在全国范围内 迅速取代了模铸工艺而成为钢水成型的首选工艺 。 然而 ,并非所有钢种都可以轻而易举的进行连铸 。 大量的试验研究和生产实践证明[1] ,低碳钢和高碳 钢因其凝固特性决定了其内部易产生的一些质量缺 陷 。高碳钢因其凝固间隔较大 ,即固液共存区间较 宽 ,加之固态导热系数较大 ,易于形成柱状晶 ,同时 , 在凝固后期存在快速凝固区间 ;这就使得高碳钢大 方坯的中心部位易出现疏松 、夹杂 ,以及程度不同的 缩孔和微裂纹同时伴随着夹杂 。易出现发达的柱状 晶区域 ,且极易产生裂纹 ,这在连铸坯中常以中间裂 纹出现 。当连铸水冷工艺参数设置不当时会加剧高 碳钢大方坯的内裂缺陷和中心缺陷 。
弧形连铸机工艺流程

弧形连铸机工艺流程
《弧形连铸机工艺流程》
弧形连铸技术是一种铸造技术,广泛应用于钢铁工业中,用于生产各种形状和规格的铸坯。
弧形连铸机工艺流程是指在进行弧形连铸生产时所采用的工艺流程和方法。
首先,原料铁水通过倾倒装置被倾入连铸机的中间槽中,然后通过钢包、倾井和搅拌器等设备将铁水升温并均匀搅拌。
接着,将搅拌后的铁水从机器的喷嘴口流出,流入到被称为结晶器的设备中,在结晶器内,铁水快速冷却凝固,形成连铸坯。
在形成连铸坯之后,需要对其进行切割和冷却处理。
切割过程通常使用切割机进行,将连铸坯切成所需的长度。
同时,通过冷却装置对切割后的连铸坯进行快速冷却处理,以确保其内部结构和性能达到要求。
最后,经过精整处理的连铸坯被送往轧制车间进行轧制加工,将其进一步加工成所需的板、材或者型材。
在整个弧形连铸机工艺流程中,需要严格控制铁水的温度、搅拌速度及流动方式,确保连铸坯的质量和成形效果。
同时,对切割、冷却和轧制等环节也需要进行精准的操作和控制,以确保最终产品的质量和规格达到要求。
弧形连铸机工艺流程通过一系列的工艺和设备配合,能够高效
地生产出各种形状和规格的连铸坯,为钢铁等行业的生产提供了重要的技术支持和保障。
弧形连铸机工艺流程

弧形连铸机工艺流程弧形连铸机工艺流程是一种常用的连铸技术,适用于生产大断面和大长度的铸坯。
下面将介绍该工艺流程的主要步骤。
首先,需要准备炉料。
炉料是通过炼钢炉熔炼产生的钢液,一般会将钢液倒入钢包中进行保温,以保持炉料的流动性和温度。
接下来,将钢包连接到连铸机上,并调整合适的角度和位置。
同时,准备好连铸机所需的各种辅助设备,如结晶器、冷却水箱等。
然后,打开钢包的铸钢阀门,使钢液流入连铸机的结晶器中。
结晶器位于连铸机的顶部,其内部有一组装有定孔的铜管,通过冷却水的流动,使钢液凝固成铸坯形状。
在钢液凝固过程中,通过调整结晶器的位置和冷却水的流量,控制铸坯的形状和尺寸。
同时,通过调整结晶器的倾斜角度和连铸机的拉速,控制铸坯的凝固速度和拉伸程度。
当铸坯凝固到一定程度时,开始进行切割。
切割机通过高压水流或火焰切割,将凝固的铸坯切割成合适长度的坯料。
接下来,铸坯进入冷却区,冷却区通过冷却水对铸坯进行冷却,使其表面温度逐渐降低,并形成一层结晶壳。
在冷却区冷却完成后,铸坯进入拉伸区。
拉伸区通过拉伸机构对铸坯进行拉伸,使其成为一根连续的铸轧坯。
拉伸的过程中,通过调整拉速和拉力,保持铸坯的稳定连续性。
最后,铸轧坯经过热轧机的热轧,将其进一步加热并轧制成所需的形状和尺寸的钢材。
总结一下,弧形连铸机工艺流程主要包括准备炉料、安装设备、倒钢液、凝固成形、切割坯料、冷却区冷却、拉伸成轧坯和热轧加工等步骤。
通过科学的控制和调整,能够实现连续、高效、高质量的钢材生产。
这种工艺流程在钢铁行业中应用广泛,为实现工业化生产提供了重要的技术支持。
板坯连铸机扇形段驱动辊水冷剖分轴承设计

万方数据
重型机械
・57・
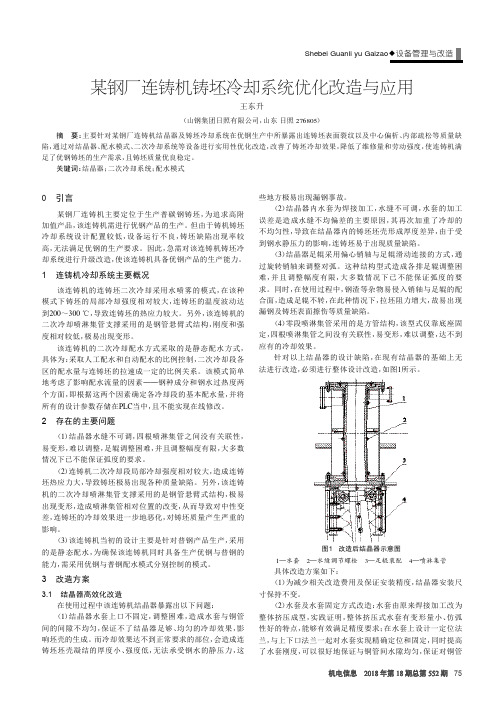
如图3所示,轴承采用半外圈设计,外径面 为外球面,相对应的下半轴承座相应的安装位置
轴承座水路接口处利用“O”形密封圈密封,防止 漏水。上半轴承座顶部水冷腔面积,大为防止生
设计为内球面。上半轴承座内径面作为轴承上半 外圈滚道,上半轴承座即是轴承上半外圈。连铸 机工作时,为防止高温板坯与轴承座直接接触,
be积ng.The be耐ng
stllJcture
design,lubrication
introduced.The wate卜cooled
can ensure
circle stmcture whose multi—layer sealing design excludes the contaminants f而m the outside ings mn sm00thly underthe watertempemture of 60~90℃.rrIlese be撕ngs ±3。which make 1【ey word_s:
承内径的相对滑动来实现支撑辊膨胀伸长产生的 轴向窜动。剖分式调心滚子轴承必须采用保持架 才能正常运转,滚动体数量的减少降低了轴承的 负荷性能。此外,调心滚子轴承由于其特有的结
结构设计
构,冷却通道面积较小,冷却效果不及圆柱滚子
轴承? 剖分式圆柱滚子轴承外圈可以设计为外球 面,从而补偿普通圆柱滚子轴承不具有的调心性 能,且轴承采用外圈无挡边,内圈双挡边结构,
D鹤ign of water-cooled spHt bearing
on
sector
secti蚰drive
roU of
slab continuous caster WANG Chang—xin91一,CHEN Yan-zhon91,JI Weil一,QU Xin_jin91,GUO Hui.1i3
某钢厂连铸机铸坯冷却系统优化改造与应用
某钢厂连铸机铸坯冷却系统优化改造与应用王东升(山钢集团日照有限公司,山东日照276805)摘要:主要针对某钢厂连铸机结晶器及铸坯冷却系统在优钢生产中所暴露出连铸坯表面裂纹以及中心偏析、内部疏松等质量缺陷,通过对结晶器、配水模式、二次冷却系统等设备进行实用性优化改造,改善了铸坯冷却效果,降低了维修量和劳动强度,使连铸机满足了优钢铸坯的生产需求,且铸坯质量优良稳定。
关键词:结晶器;二次冷却系统;配水模式0引言某钢厂连铸机主要定位于生产普碳钢铸坯,为追求高附加值产品,该连铸机需进行优钢产品的生产。
但由于铸机铸坯冷却系统设计配置较低,设备运行不良,铸坯缺陷出现率较高,无法满足优钢的生产要求。
因此,急需对该连铸机铸坯冷却系统进行升级改造,使该连铸机具备优钢产品的生产能力。
1连铸机冷却系统主要概况该连铸机的连铸坯二次冷却采用水喷雾的模式,在该种模式下铸坯的局部冷却强度相对较大,连铸坯的温度波动达到200~300℃,导致连铸坯的热应力较大。
另外,该连铸机的二次冷却喷淋集管支撑采用的是钢管悬臂式结构,刚度和强度相对较低,极易出现变形。
该连铸机的二次冷却配水方式采取的是静态配水方式,具体为:采取人工配水和自动配水的比例控制,二次冷却段各区的配水量与连铸坯的拉速成一定的比例关系。
该模式简单地考虑了影响配水流量的因素———钢种成分和钢水过热度两个方面,即根据这两个因素确定各冷却段的基本配水量,并将所有的设计参数存储在PLC当中,且不能实现在线修改。
2存在的主要问题(1)结晶器水缝不可调,四根喷淋集管之间没有关联性,易变形,难以调整,足辊调整困难,并且调整幅度有限,大多数情况下已不能保证弧度的要求。
(2)连铸机二次冷却段局部冷却强度相对较大,造成连铸坯热应力大,导致铸坯极易出现各种质量缺陷。
另外,该连铸机的二次冷却喷淋集管支撑采用的是钢管悬臂式结构,极易出现变形,造成喷淋集管相对位置的改变,从而导致对中性变差,连铸坯的冷却效果进一步地恶化,对铸坯质量产生严重的影响。
一种连铸机扇形段水冷结构[实用新型专利]
专利名称:一种连铸机扇形段水冷结构专利类型:实用新型专利
发明人:刘志鹏,曾珊,彭晓华
申请号:CN200920128888.1
申请日:20090918
公开号:CN201493458U
公开日:
20100602
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种连铸机扇形段水冷结构,包括立板(1)和设置在立板(1)上的支撑块(2),在立板(1)上设置有辊子(3)的供、回水管(4、5)及轴承座(6)的供、回水管(7、8),所述辊子(3)的供、回水管(4、5)和轴承座(6)的供、回水管(7、8)沿立板(1)的外侧边设置,所述辊子(3)的供、回水管(4、5)分别通过设置在支撑块(2)内的水流通道与辊子冷却水通道(9)连接,所述轴承座(6)的供、回水管(7、8)分别通过设置在支撑块(2)内的水流通道与轴承座冷却水通道(10)连接。
本实用新型具有结构简单、焊接量少、维护方便的优点,极大的降低扇形段漏水现象发生率和设备检修时间。
申请人:中冶赛迪工程技术股份有限公司
地址:400013 重庆市渝中区双钢路1号
国籍:CN
代理机构:重庆弘旭专利代理有限责任公司
代理人:张爱云
更多信息请下载全文后查看。
《首秦2#连铸机动态软压下扇形段标定系统的研究与改造》范文
《首秦2#连铸机动态软压下扇形段标定系统的研究与改造》篇一一、引言在现代钢铁制造过程中,连铸机是至关重要的设备之一。
其中,首秦2连铸机作为高效、稳定的生产工具,其运行效率及产品质量直接关系到企业的经济效益。
动态软压下扇形段标定系统作为连铸机的重要组成部分,其性能的优劣直接影响到连铸过程的顺利进行和铸坯的质量。
因此,对首秦2连铸机动态软压下扇形段标定系统进行研究和改造,具有重要的现实意义。
二、首秦2连铸机动态软压下扇形段标定系统现状分析当前,首秦2连铸机的动态软压下扇形段标定系统虽然在一定程度上能够满足生产需求,但仍存在一些问题。
主要表现为标定精度不高、响应速度慢、系统稳定性差等问题,这些问题可能导致铸坯质量波动,甚至影响整个生产线的正常运行。
因此,有必要对现有系统进行深入研究和改造。
三、系统改造目标与原则针对首秦2连铸机动态软压下扇形段标定系统的现状,我们提出以下改造目标:1. 提高标定精度,确保铸坯质量稳定;2. 提高系统响应速度,满足快速生产需求;3. 提高系统稳定性,降低故障率。
改造原则:1. 坚持技术创新,引进先进的技术和设备;2. 确保改造过程的安全性、可靠性和经济性;3. 充分考虑系统的可维护性和可扩展性。
四、改造方案设计与实施(一)硬件升级对现有硬件设备进行全面检查和评估,更换老旧、性能不佳的设备。
同时,引进先进的传感器和执行器,提高系统的检测和执行能力。
(二)软件优化对标定系统软件进行优化,提高算法的精确性和响应速度。
引入智能控制技术,实现系统的自动学习和自适应调整。
(三)系统集成与调试将硬件升级和软件优化后的设备进行集成,进行全面的系统调试和性能测试。
确保改造后的系统能够稳定、高效地运行。
五、改造后的效果评估经过改造后的首秦2连铸机动态软压下扇形段标定系统,在标定精度、响应速度和系统稳定性等方面均有了显著提高。
具体表现为:1. 标定精度提高,铸坯质量更加稳定;2. 响应速度加快,满足快速生产需求;3. 系统稳定性增强,故障率降低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参考文献: [1] 赵长明 , 刘万菊 . 数控加工工艺及设备 [M]. 北京 : 高等教育出版 社 ,2003. [2] 金涤尘等 . 机械加工实用技术 [M]. 北京 : 机械工业出版社 ,2001.
进行密封性实验。
铣削 C 面,保证尺
寸 37.5mm。 钻削 12-M5 底孔, 卧加工作台 B
并攻丝。
铣削 B 面,保证尺
寸 37.5,钻削 12-M5
底孔,并攻丝。 卧加工作台 B
半精镗、精镗
φ150mmH7。
夹具 卡盘 工装 A 工装 B
工装 B 工装 B
3 注意事项
第二步工序装夹工装 A 时应以 B 面为基准面,工装与 B 面的接 触面越大越好;第三步工序、第五步工序、第六步工序均应以 A 面的 螺纹孔通过螺栓装夹。防止顶部装夹的情况下轴承孔会产生弹性变形, 从而导致轴承孔圆度不足,不能满足使用需求。当出现切削力较大工 件有震动时,应适当调整切削参数。
工业技术
32
连铸机水冷轴承座的数控加工工艺
宋 亮 , 赵红艳 (河南安阳钢铁集团有限责任公司 , 河南 安阳 455004)
摘 要:水冷轴承座的结构复杂,轴承孔要求非常高的尺寸精度和形位公差 . 其加工精度直接影响着装配精度,影响了轴承的使用寿命。针对 这种现状,我们通过对水冷轴承座的特点进行分析,进行了数控加工工艺的设计,最终提高了水冷轴承座的加工质量,以及加工效率,满足了 连铸机的使用要求。 关键词:水冷轴承座;数控设备;精密加工;提升加工效率 DOI:10.16640/ki.37-1222/t.2017.14.026
1 工件特点
水冷轴承座主要工作于高温、交变应力的的环境中,属于易消耗 备件,加工图纸如图 1 所示。其中轴承基孔 φ150H7 的加工要求较高, 尺寸精度为 IT7 级,表面粗糙度为 Ra 0.8μm,形位公差除了有中心高 要求外,还有平行度、垂直度要求。另外水冷槽加工后需焊接密封, 焊接后需打水试压。同时焊接过程中产生大量热量,易造成半成品工 件受热变形。
图 1 水冷轴承座成品加工图纸
2 加工工艺设计
2.1 加工设备 车间现有设备为 : 数控 30 车床两台,立式数控铣床一台,卧式双 工作台加工中心一台。考虑工件加工内容,工件尺寸以及设备行程, 选用数控 30 车床完成毛坯的粗加工,车削轴承孔和加工基准面 B,选 用卧式双工作台加工中心完成工件的精加工,内容包括 A 面、B 面、 C 面、水冷槽以及轴承孔 φ150H7。 2.2 加工方案 为保证轴承孔 φ150H7 与 B 面的垂直度,应先在数控车床上一次 性完成轴承孔以及 B 面的粗车,留有 5mm 加工余量。轴承座 A 面的 加工,以粗加工后的轴承孔为轴芯定位制作工装,完成 A 面、2-M16、 2-φ8 的加工。焊接水冷槽时产生的大量热量会导致轴承孔变形,所以 应在水冷槽焊接完成后,再进行 B 面、C 面和 φ150H7 的精加工。 2.3 加工顺序 按照先粗后精、先面后孔的加工原则,确定加工顺序如下:粗 车 B 面和轴承孔 - 精加工 A 面、轴承座两侧边 - 加工水冷槽 - 焊接 水冷槽 - 加工 C 面及螺纹孔 12-M8 - 加工 B 面、螺纹孔 12-M8 以及 φ150H7。具体工艺工序详见表 1。
4 结束语
本文阐述了水冷轴承座的结构特点和工艺特点,并针对性的进行 了加工工艺设计,避免了焊接水冷槽时产生高温对轴承孔造成的热变 形,保证了轴承孔轴线和轴承座断面的垂直度和底面的平行度要求。 最重要的是通过合理的设计工装夹具,减少了找正和测量次数,同时 还提高了加工精度。经实践证明,该工艺设计和流程符合实践要求, 为类似零件或产品切削加工的工艺设计提供了一定的借鉴。
表 1 工艺工序
工序 一
二ห้องสมุดไป่ตู้
三 四 五
六
工步 1 1 2 3 1 1 1 2
1
3
工艺内容
工位
粗车 B 面以粗车轴 承孔并留加工余量。
车床
铣削 A 面,保证尺
寸 135mm。
铣削定位槽。加工 卧加工作台 A
2-M6。钻削水孔 2。
旋转工作台,铣削
两侧边。
铣削上部外形、以 卧加工作台 B 及水冷槽
焊接水冷槽密封板,