工序卡
工序卡(1)
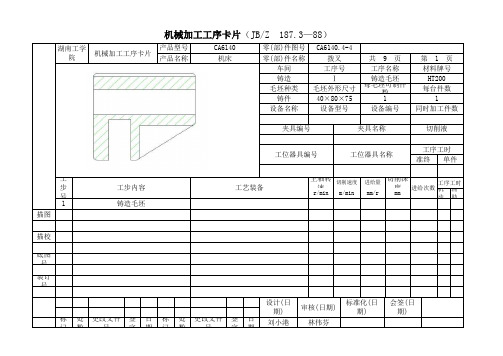
主轴转速切削深度r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港审核(日期)标准化(日期)林伟芬会签(日期)机械加工工序卡片(JB/Z 187.3—88)工步号工步内容工艺装备设计(日期)m/min mm/r 工序工时准终单件切削速度工序工时切削液HT200设备名称设备型号铸件40×80×7511机械加工工序卡片铸造Ⅰ铸造毛坯 工序号工序名称产品型号产品名称CA6140机床湖南工学院每台件数车间材料牌号夹具编号夹具名称同时加工件数第 1 页零(部)件图号CA6140.4-4工位器具编号工位器具名称零(部)件名称拨叉共 9 页设备编号毛坯种类毛坯外形尺寸每毛坯可制件数进给量进给次数铸造毛坯主轴转速切削深度r/min mm机动辅助1300 1.3描图1501###描校底图号机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号CA6140.4-4产品名称机床零(部)件名称拨叉共 9 页第 2 页材料牌号铣床Ⅱ粗、半精铣左端面C面HT200车间工序号工序名称设备型号设备编号每台件数铸件40×80×75毛坯种类毛坯外形尺寸每毛坯可制件数设备名称夹具名称切削液气动夹具1同时加工件数铣床X5032工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称1夹具编号1.粗铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺500.2进给次数工序工时1m/min mm/z 2.精铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺800.51装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助127220CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 3 页材料牌号铣床III 钻孔并扩花键底孔Φ22并锪2×30°倒角HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数钻孔φ20专用夹具、直柄麻花钻,卡尺,塞规17.10.48进给次数工序工时1mm/r mm/r描图21402###3描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助1300 1.5 倒角30°专用夹具、卡尺,塞规扩孔至φ22专用夹具、直柄麻花钻,卡尺,塞规9.670.621CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 4 页材料牌号拉床Ⅳ拉花键Φ25H7HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数矩形花键拉刀L6120设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度齿开量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数拉花键Φ25H7专用夹具、拉刀30.06进给次数工序工时1m/min mm/z描图 ###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助14602 CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 5 页材料牌号铣床 Ⅴ粗、半精铣底面D面HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数粗铣表面 80× 30专用夹具、高速钢镶嵌式端面铣刀,18.29124.2进给次数工序工时1m/min mm/r描图24601###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度精铣表面80× 30专用夹具、高速钢镶嵌式端面铣刀,2282.81CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 6 页材料牌号钻床Ⅵ钻孔攻螺纹HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数钻床Z525设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时16809.5描图23929.5###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度钻孔2×φ8并钻Φ5锥孔专用夹具、麻花钻,内径千分尺14.90.361攻螺纹2×M8专用夹具、M8细柄机用丝锥,内径千9.8 1.252CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 7 页材料牌号铣床Ⅶ粗、半精铣槽HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时146030描图24605###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港专用夹具工位器具编号工位器具名称工序工时准终单件每台件数铸件40×80×7511切削液同时加工件数设备型号设备编号车间工序号工序名称毛坯种类夹具编号夹具名称毛坯外形尺寸每毛坯可制件数设备名称零(部)件图号CA6140.4-4材料牌号铸造Ⅷ去毛刺HT200产品名称机床零(部)件名称拨叉共 9 页第 8 页湖南工学院机械加工工序卡片产品型号CA6140粗铣18H11槽专用夹具、铣刀游标卡尺250.091半精铣18H11槽专用夹具、铣刀游标卡尺220.061林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港单件切削液专用夹具工位器具编号工位器具名称工序工时准终铸件40×80×7511毛坯外形尺寸每毛坯可制件数铸造同时加工件数设备名称设备型号设备编号每台件数共 9 页车间工序号工序名称毛坯种类夹具编号夹具名称机床Ⅸ终检,入库HT200零(部)件图号CA6140.4-4材料牌号零(部)件名称拨叉设计(日期)审核(日期)标准化(日期)第 9 页湖南工学院机械加工工序卡片产品型号CA6140产品名称会签(日期)林伟芬去除毛刺m/min mm/r 步r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期徐菠林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)1.检验2.入库m/min mm/r 步。
工艺过程卡和工序卡卡片
工艺过程卡和工序卡卡片工艺过程卡和工序卡是在生产过程中用于记录和跟踪工艺流程和工序的工具。
它们有助于提高生产效率、减少错误和优化制造过程。
工艺过程卡和工序卡在制造业中广泛应用,尤其是在批量生产和组装流程中。
工艺过程卡是用于记录和跟踪整个生产过程的工具。
它通常包括以下内容:1.产品信息:包括产品名称、规格、图纸和相关技术要求等。
2.工艺流程:描述产品的主要工艺步骤和流程。
这些步骤通常按照顺序排列,并标示出所需的物料和设备。
3.检验要求:指明每个工艺步骤的检验要求和方法。
这有助于确保质量和产品符合规格要求。
4.工时和人员:记录每个工艺步骤需要的工时和所需的人员数量。
这有助于安排生产计划和人力资源。
5.物料和设备:列出每个工艺步骤所需的原材料和设备。
这有助于确保所需的物料和设备及时到位,以避免生产延迟。
6.工艺参数:记录每个工艺步骤的关键参数。
这有助于确保产品在生产过程中满足技术要求。
工序卡是用于记录和跟踪每个工序的工具。
它通常包括以下内容:1.工序信息:包括工序名称和编号、工序顺序和描述等。
2.检验要求:指明该工序的检验要求和方法。
这有助于确保质量和产品符合规格要求。
3.工时和人员:记录该工序需要的工时和所需的人员数量。
4.设备和工具:列出该工序所需的设备和工具。
这有助于确保所需的设备和工具及时到位。
5.物料:记录该工序所需的原材料和零部件。
这有助于确保所需的物料及时供应。
6.工序参数:记录该工序的关键参数。
这有助于控制和优化工序的执行。
工艺过程卡和工序卡的使用可以带来以下好处:1.提高生产效率:通过明确的工艺流程和工序信息,工人可以更好地理解和执行生产任务,减少错误和延迟。
此外,工艺过程和工序的标准化也有助于减少变动和优化生产线布局。
2.优化制造过程:通过记录和分析工艺过程和工序的数据,可以发现和解决制造过程中的瓶颈和问题,以改进和优化生产流程。
3.提高产品质量:工艺过程卡和工序卡中的检验要求和参数记录有助于控制和监测产品质量,确保产品符合规格要求。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)
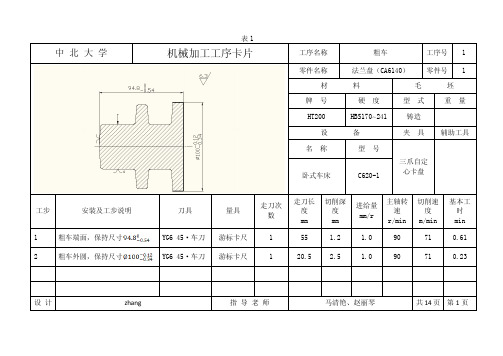
粗车端面,保持尺寸粗车外圆,保持尺寸
粗车端面,保持粗车外圆
钻孔18锥柄麻花钻
扩孔19.7锥柄扩孔钻
粗绞孔20钢锥柄机用铰刀精绞孔20钢锥柄机用铰刀
粗车端面,保持尺寸
粗车外圆,
粗车端面,保持尺寸粗车端面,保持尺寸粗车外圆
半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车外圆
半精车外圆
半精车外圆
精车端面,保持尺寸精车端面,保持尺寸
粗铣平面,保持尺寸粗铣平面,保持尺寸
保证尺寸精铣平面,保持尺寸
钻孔8.4锥柄麻花钻头绞孔9锥柄机用铰刀
钻孔4锥柄麻花钻头钻孔 5.8锥柄麻花钻头绞孔6锥柄机用铰刀
面、、磨外圆
磨外圆
24。
工艺卡、工序卡(拨叉)2023
半精镗Φ480+0.16孔至Φ49.70+0.10
精镗Φ49.70+0.10孔至Φ500+0.039
Z550 立式钻床 高速钢麻花钻 Z550 立式钻床 硬质合金扩孔钻 Z550 立式钻床 硬质合金铰刀 Z550 立式钻床 硬质合金铰刀
T68 卧式镗床 T68 卧式镗床 T68 卧式镗床
硬质合金镗刀 硬质合金镗刀 硬质合金镗刀
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
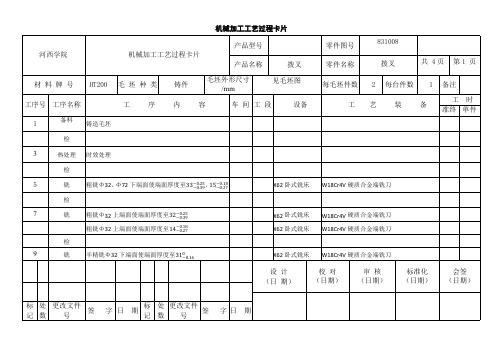
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号 产品名称
拨叉
零件图号 零件名称
831008 拨叉
共 4页 第 3 页
材 料 牌 号 HT200 毛 坯 种 类
mm
机动 辅助
1.7 0.85
1 4.8s 1 5.2s
0.15
1 2s
设计 (日 期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标 处 更改文件
标 处 更改文件
签 字 日期
签 字日 期
记数 号
记数 号
SB408
高速钢机动丝锥 W18Cr4V
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
工序卡模板
机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第1页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第2页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第3页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第4页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第5页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第6页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第7页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第8页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第9页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第10页。
工序卡片
铣床
X62W
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
3
1
2
粗铣B面
精铣B面
高速钢面铣刀
游标卡尺
52
52
1
1
3
0.2
0.6
0.512
160
210
23.7
33.1
0.525
0.336
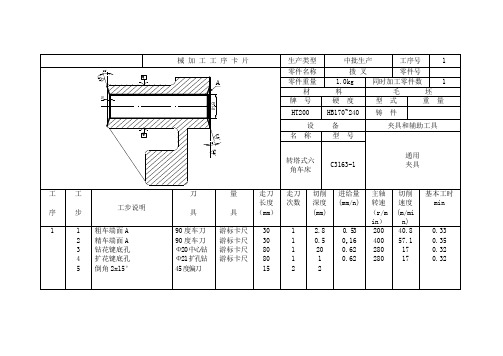
械加工工序卡片
生产类型
1
磨宽为1800。12mm的槽
GZ46KV6P350×40×127
量块
120
1
0.5
50
3000
2.5
3.1
57.1
17
17
0.33
0.35
0.32
0.32
械加工工序卡片
生产类型
中批生产
工序号
2
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具辅助工具
名称
型号
专用
夹具
拉床
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
(完整版)工艺过程卡和工序卡卡片
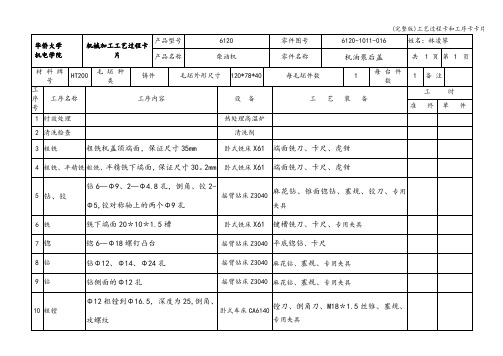
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
加工工艺过程卡片及工序卡
加工工艺过程卡片及工序卡1.产品信息:包括产品名称、规格、图纸编号等基本信息。
2.工艺流程:详细描述产品的加工过程,包括零件的加工顺序、加工方法、加工设备等。
3.工序参数:记录每个工序的加工参数,如切削速度、进给速度、切削深度等。
4.质量要求:记录每个工序要求的质量标准,包括尺寸、表面质量、材料性能等要求。
5.特殊要求:记录一些特殊的加工要求,如热处理、表面涂装等。
加工工艺过程卡片可以用于生产过程的记录和追溯。
它可以帮助工人了解加工产品的要求和工艺流程,并据此进行生产操作。
同时,它也可以用于产品质量检查和追溯,当产品出现质量问题时,可以通过查看过程卡片找到问题所在,并采取相应的措施进行纠正。
工序卡是加工工艺过程卡片的具体体现,它是在加工工艺过程卡片的基础上,针对每个具体的工序进行记录的卡片。
工序卡通常包括以下内容:1.工序编号:标识每个工序的唯一编号。
2.工序名称:描述每个工序的名称。
3.工序内容:详细描述每个工序的具体内容和要求。
4.工时:记录每个工序的预计加工时间。
5.工具设备:记录每个工序需要使用的工具和设备。
6.检验方法:记录每个工序的检验方法和标准。
7.完工标志:标识每个工序是否已经完成。
工序卡可以用于具体的生产操作,工人可以根据工序卡上的信息进行操作,并在完成后进行标记。
通过工序卡,生产部门可以清晰地了解每个工序的进度和质量情况,及时跟踪和调整生产计划。
综上所述,加工工艺过程卡片及工序卡是一种重要的生产管理工具。
它们可以帮助企业规范生产操作、提高生产效率和质量,并便于生产过程的记录和追溯。
对于企业来说,合理使用和管理这些工具是提高生产效率和质量的重要手段之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡产品型号零件名称零件号LX-35 曲轴01工序名称锻造工序号01技检要求按毛坯图纸要求对尺寸进行检测,并进行时效处理基准面材料同时加工零件数设备牌号硬度名称型号45 250HBS 1 锻模夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 锻造毛坯游标卡尺拟制日期审核日期批准日期共 12页第 1 页机械加工工序卡产品型号零件名称零件号LX-35 曲轴02工序名称热处理、调质工序号02技检要求按图示要求进行逐一检测各形状公差要求基准面材料同时加工零件数设备牌号硬度名称型号45 250HBS 1夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 热处理2 调质拟制日期审核日期批准日期共 12页第 2 页机械加工工序卡产品型号零件名称零件号LX-35 曲轴03工序名称粗车工序号03技检要求按图示要求进行逐一检测各形状公差要求基准左端φ20轴线材料同时加工零件数设备牌号硬度名称型号45 250HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级专用夹具12.60s工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 夹右端,车左端φ24mm,长度尺寸至2mm 23 3 2.3 40m/min 612.444N/min0.7mm/r 7.3s 2.1s 弯头刀 1 游标卡尺2 夹右端,车左端φ20mm 23 2 3 40m/min 677.598N/min0.7mm/r 2.78s 0.417s 弯头刀 1 游标卡尺拟制日期审核日期批准日期共 12页第 3 页机 械 加 工 工 序 卡产品型号 零件名称 零件号 LX-35曲轴04工序名称半精车工序号04技检要求 按图示要求进行逐一检测各形状公差要求基准 左端φ20轴线材料同时加工零件数设备牌号硬度名称型号45 250HBS 1 车床 CA6140夹具定 额代号名称单件时间(分) 每班次数每台件数工人等级专用夹具 9.60s工步号工步内容走刀长度(毫米)走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分) 进给量(毫米/转) 机动时间(分) 辅助时间(分) 刀具 辅具量具 名称规格 数量 名称规格 数量 名称规格 1 夹右端,车左端φ20mm016.0043.0--23 1 0.5 60m/min 954 N/min 0.7mm/r 2.1s7.5s弯头刀 1 游标卡尺 2车槽2mm ×φ18mm1 20m/min3538N/min 0.7mm/r0.005s 0.00075s 切槽刀 1 游标卡尺拟制日期审核日期批准日期共 12页第 4 页机械加工工序卡产品型号零件名称零件号LX-35 曲轴05工序名称粗车工序号05技检要求按照图示要求保证粗糙度并保证各孔尺寸,保证粗糙度要与尺寸,并且保证面没有可以刀痕基准φ20mm轴线材料同时加工零件数设备牌号硬度名称型号45 250HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级专用夹具58.87s工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 夹左端车右端φ30mm长度尺寸至2mm。
7623 40m/min 375 N/min 0.7mm/r 17s 1.62s 端面刀 1 游标卡尺2 车右端φ20mm长度至30mm 76 2 5 40m/min 425 N/min 0.7mm/r 10s 1.5s 弯头刀 1 游标卡尺3 车右端φ15mm长度尺寸至25mm 76 2 2.5 40m/min 850N/min 0.7mm/r 25s 3.75s 弯头刀 1 游标卡尺4 车右端φ12mm长度尺寸至21mm 765 1.5 40m/min 850N/min 0.7mm/r 25s 3.75s 弯头刀 1 游标卡尺机 械 加 工 工 序 卡产品型号 零件名称 零件号 LX-35曲轴06工序名称半精车工序号06技检要求 按图示要求进行逐一检测各形状公差要求基准 φ20mm 轴线材料同时加工零件数设备牌号硬度名称型号45 250HBS 1 车床 CA6140夹具定 额代号名称单件时间(分) 每班次数每台件数工人等级专用夹具 6.99s工步号工步内容走刀长度(毫米)走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分)进给量(毫米/转) 机动时间(分) 辅助时间(分) 刀具 辅具量具 名称规格 数量 名称规格 数量 名称规格 1 夹左端右端φ20mm 长度尺寸至30mm 。
76 1 60m/min 955 N/min 0.7mm/r 3s 0.24s 弯头刀 1 游标卡尺 2 车右端φ15mm 020.0041.0--长度至25mm 。
76 1 60m/min 1274 N/min 0.7mm/r 2s 0.3s 弯头刀 1 游标卡尺 3车右端φ12mm016.0059.0-- 度至21mm 。
76 1 60m/min1593 N/min 0.7mm/r1.3s 0.15s 弯头刀 1 游标卡尺机 械 加 工 工 序 卡产品型号 零件名称 零件号 LX-35曲轴07工序名称 精车工序号07技检要求 按图示要求进行逐一检测各形状公差要求基准 φ20mm 轴线材料同时加工零件数设备牌号 硬度 名称 型号 45250HBS1车床CA6140夹具定 额代号名称 单件时间(分) 每班次数每台件数工人等级专用夹具 9.63s工步号工步内容走刀长度(毫米)走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分)进给量(毫米/转) 机动时间(分) 辅助时间(分)刀具 辅具量具 名称规格 数量 名称规格 数量 名称规格 1 夹左端,精车右端φ20020.0053.0--mm76 1 80m/min1274N/min0.7mm/r3s 5.08s弯头刀1 游标卡尺2 车槽2mm ×φ16mm76 1 20m/min 320N/min 0.7mm/r 0.75s 0.1125s 切槽刀 1 游标卡尺 3车槽2mm ×φ12mm ,倒角1.5×45º76 1 20m/min 424N/min 0.7mm/r0.6s 0.09s 切槽刀 1 游标卡尺拟制日期审核日期批准日期共 12页第 7 页机械加工工序卡产品型号零件名称零件号LX-35 曲轴09工序名称铣键槽工序号09技检要求按图示要求进行逐一检测各形状公差要求基准φ20mm轴线材料同时加工零件数设备牌号硬度名称型号45 250HBS 1 铣床X6132A夹具定额代号名称单件时间(分)每班次数每台件数工人等级专用夹具10.42s工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 铣键槽φ5mm×19mm º14 1 3 82.86m/min 418.87r/min 0.018m 10.3s 0.42s φ5mm铣刀 1 游标卡尺。