工序流程卡(定版)
整机装配工艺流程卡

作业步骤:工具:电动螺丝刀批准工具:电动螺丝刀批准1、 主板平放于操作台,取 CPU ,打开CPU 卡座,按照顺序卡上 CPU2、 将P4 CPU 风扇固定在主板上,固定风扇用 4颗自带的螺钉,固定的顺序按照主板上元器件较少的螺孔到元器件 较多的螺孔的原则3、 将风扇装好,风扇电源线接主板 CPU — FAN 两座,插于内存条4、 插电开机自检,检测主板的性能,看 CPU 风扇是否转动、有无噪音5、 将测好的主板放置在工作台面工艺要求:1、 防静电手腕、手套、静电服2、 主板要轻拿轻放3、检查CPU 风扇座是否有绝缘胶垫,固定风扇用自带镙钉,检查安装是否到位4、 注意内存条是否插到位,两边的卡位是否卡紧产品四通电脑 作业步骤:工序主板预装作业物业安保培训方案为规范保安工作,使保安工作系统化/规范化,最终使保安具备满足工作需要的知识和技能,特制定本教学教材大纲。
一、课程设置及内容全部课程分为专业理论知识和技能训练两大科目。
其中专业理论知识内容包括:保安理论知识、消防业务知识[苯、职业道德、法律常识、保安礼仪、救护知识。
作技能训练内容包括:岗位操作指引、勤务技能、消防技能、军事技能。
二•培训的及要求培训目的1)保安人员培训应以保安理论知识、消防知识、法律常识教学为主,在教学过程中,应要求学员全面熟知保安理论知识及消防专业知识,在工作中的操作与运用,并基本掌握现场保护及处理知识2)职业道德课程的教学应根据不同的岗位元而予以不同的内容,使保安在各自不同的工作岗位上都能养成具有本职业特点的良好职业道德和行为规范)法律常识教学是理论课的主要内容之一,要求所有保安都应熟知国家有关法律、法规,成为懂法、知法、守法的公民,运用法律这一有力武器与违法犯罪分子作斗争。
工作入口门卫守护,定点守卫及区域巡逻为主要内容,在日常管理和发生突发事件时能够运用所学的技能保护公司财产以及自身安全。
2、培训要求1)保安理论培训通过培训使保安熟知保安工作性质、地位、任务、及工作职责权限,同时全面掌握保安专业知识以及在具体工作中应注意的事项及一般情况处置的原则和方法。
生产流程卡(全)

一体前轮 1只
飞轮
1只
文件编号
第 12 页
共8页
零部件名称 数量 备 注
前轮
用直咀内 胎,后轮 用弯咀内 胎
工步
工步内容
1 取外胎2条,内胎2条,电机1只,前轮1只
工艺要求
前轮:将内胎均匀的放入外胎内,不能绞内胎,防止爆胎,
现将内胎咀穿入前轮气咀孔内,拉直,不能弯曲,歪斜,
2 再将外胎依次沿着钢圈边缘压入,防止外胎夹住内胎,完 毕检测轮胎是否均匀,充气,检查,纠正直至轮胎均匀,
取电池盒(左右)护板1套,黄色卡片,M4*14自攻中扁头
2 螺丝如干,将其一一与电池盒底盒,前挡风板对接,安装
待装黄色卡片。小心塑件油漆
3 取鞍座锁板1只,M6*12中扁头螺丝将其紧固在车架上
取后护板(部装整件),检查后尾灯总成是否完好,线路
是否错误,塑件上的待装黄色卡片是否安放齐全,完毕后 塑件油漆无损伤,紧密合
取鞍座锁(上述全套)装入护板中,检查是否严紧,插 缝,不错装漏装螺丝,
4 入拉线。将其护板(整套)套入车架后车身,插好尾灯插座
并检查是否插合插片是否插斜插偏,再一一与电池盒左右
护板,后泥板对接合缝,将拉线另一端装入锁板中,检查
鞍座锁开关是否灵活。
5 取平叉左右护板,M6*12中扁头螺丝,M6法兰螺帽紧固
前轮轴(套)
前叉
Z
数量 1套 1套 1套 1套 1套 1只
文件编号
备注
部装整件Ⅱ
部装整件Ⅰ 部装整件Ⅰ
第 12 页 共2页
工步
工步内容
工艺要求
1
取前叉1只,五件碗下碗垫1只,将碗垫套入前叉立管碗垫与前叉结合平整,紧密,
中,放入压碗机紧固待用。
生产流程卡(表格模板、doc格式)
客户:订单数:交货日期:
货号:工程单号:
不是因为你相信“学习是苦根上长出来的甜果”,所以你总能坚持着努力学习?经过两年的不懈努力,你已成为全校闻名的好学生。新的学习生活已经在你面前展开,愿你驾驶着装满知识的巨轮,树起理想的风帆,擎着奋斗的指南针,也很努力,你明白“人若志趣不远,心不在焉,虽学五成”,那么请你继续以努力为本,继续追求。学习的时候放下顾虑,聚精会神,提高学习效率,尽量做到最好。
你喜欢“细节或者小节,往往最能体现一个人的品格”。所以,你性格开朗、活泼可爱,用乐观感染着周围的同学;你尊敬师长,关心集体,学习自觉,尽量做到让家长老师宽心。各科成绩不太拔尖,但平衡。如此可爱的学生,老师希望你能坚定信心,有迎难而上的勇气,争取学习成绩有大的突破。生产流程卡
□进料
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
截止阀工艺工序流程卡

产品(零件)名称
产品(零件)材料
数
量
截止阀
阀杆 20Cr13
工序
工序内容(技术要求按图纸规定)
车 1.车阀杆各级外圆、端面及锥面,检阀杆总长
XXXXX阀门有限公司
阀门工序流程卡(过程检验记录)
生产批号 炉号/进货批号 产品型号/规格
检验结果 首检 巡检
2.车阀杆螺纹,检螺纹有效长度
铣 铣阀杆头部尺寸与阀瓣相配
ห้องสมุดไป่ตู้
磨 磨阀杆外圆及锥面,检(1)阀杆最小直径 (2)阀杆表面硬度HB200-275 (3)阀杆表面及锥面粗糙度0.8
门有限公司
流程卡(过程检验记录)
生产批号 炉号/进货批号 产品型号/规格
检验结果 巡检
操作人/日期 检验员/日期 完工检
判定
生产流程卡(3篇)
第1篇一、概述生产流程卡是一种用于规范生产过程的文档,它详细记录了从原材料采购、生产加工、质量控制到成品入库的整个生产流程。
本生产流程卡以某公司生产的XX产品为例,详细描述了其生产流程及各项操作规范。
二、原材料采购1. 原材料种类:本产品所需原材料包括A、B、C三种。
2. 采购流程:(1)采购部门根据生产计划,编制采购申请单;(2)采购申请单经相关部门审批后,由采购部门向供应商发出采购订单;(3)供应商按照采购订单提供所需原材料;(4)采购部门对原材料进行验收,确认合格后入库。
三、生产加工1. 生产部门根据生产计划,安排生产任务。
2. 生产流程:(1)A原材料加工:将A原材料进行切割、打磨、钻孔等工序,制成半成品;(2)B原材料加工:将B原材料进行切割、焊接、组装等工序,制成半成品;(3)C原材料加工:将C原材料进行切割、涂装、组装等工序,制成半成品;(4)半成品检验:对A、B、C三种半成品进行检验,确保质量合格;(5)总装:将A、B、C三种半成品进行组装,制成成品;(6)成品检验:对成品进行检验,确保质量合格。
四、质量控制1. 质量控制部门负责对生产过程中的各个环节进行监督和检验。
2. 质量控制流程:(1)原材料验收:对采购的原材料进行验收,确保质量符合要求;(2)生产过程检验:对生产过程中的各个工序进行检验,发现问题及时处理;(3)成品检验:对成品进行检验,确保质量合格;(4)不合格品处理:对不合格品进行返工、返修或报废处理。
五、成品入库1. 成品检验合格后,由生产部门填写入库单。
2. 入库流程:(1)入库单经相关部门审批后,由仓库管理人员进行入库;(2)仓库管理人员对入库成品进行数量、规格、型号等信息的核对;(3)入库成品按批次存放,便于管理和追溯;(4)入库成品信息录入系统,实现信息化管理。
六、生产流程优化1. 优化生产计划,提高生产效率;2. 加强设备维护,降低设备故障率;3. 优化生产工艺,提高产品质量;4. 加强员工培训,提高操作技能;5. 优化物流管理,降低物流成本。
工艺流程卡
日期
标记
处数
更改文件号
签字
日期
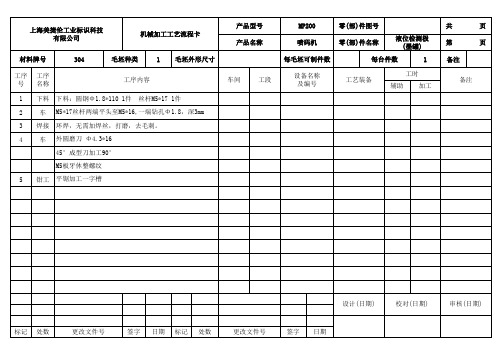
上海美捷伦工业标识科技 有限公司 材料牌号 工序 号 1 工序 名称 车 两端平头 车外圆Φ 49,深82mm 钻孔Φ 32,通孔 2 钳工 攻丝2-M8 1010 毛坯种类
产品型号 机械加工工艺流程卡 产品名称 黑色尼 毛坯外形尺寸 龙棒 车间 机加工 机加工 机加工 机加工 Φ 50 工段 车 车 车 钳
零(部)件图号 零(部)件名称
MP300-04-05-0102 调节杆 1 工时 辅助 5min 加工 1min 3min
零(部)件图号 零(部)件名称 每台件数 工艺装备 工时 辅助 加工 检测极1 粘度量筒 1
共 第 备注 备注
页 页
工序内容
下料 下料:圆钢Φ 2*25 整形调直 钳工 钻孔Φ 2,深1mm 焊接 加焊丝焊接,打磨,去毛刺 表面光滑,盘头圆度无破损,保证同轴度 Φ 2中心钻
设计(日期)
校对(日期)
审核(日期)
设计(日期)
校对(日期)
审核(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
上海美捷伦工业标识科技 有限公司 材料牌号 工序 号 1 2 3 工序 名称 304 毛坯种类
产品型号 机械加工工艺流程卡 产品名称 1 毛坯外形尺寸 车间 工段
MP200 喷码机 每毛坯可制件数 设备名称 及编号
零(部)件图号 零(部)件名称
MP300-04-03-03 调节座 1 工时 辅助 10min 加工 1min 3min 1min 3min 5min 1.5min 1min 5min
共 第 备注 备注
生产流程卡范文
生产流程卡范文生产流程卡(Production Routing Card)也称为作业单或工序卡,是指在生产流程中对产品进行指导和控制的一种文件或记录。
它是制造企业进行生产计划、生产调度、生产控制等工作的基本依据之一,携带着产品或工件在生产线上不断流转,协助生产员工了解并执行具体的生产工序和操作步骤。
1.产品信息:包括产品名称、产品编号、产品规格、产品数量等,这些信息有助于生产员工正确地识别和跟踪产品。
2.工艺路线:详细说明了产品的生产过程中需要经过的各个工序和操作步骤,以及每个工序的顺序和时间要求。
3.工序信息:列举了生产过程中的每个工序,包括工序名称、工序号、工序描述、设备和工具要求、操作指导等。
4.加工参数:对于每个工序,需要列出所需的加工参数,如温度、压力、速度、时间等,以确保产品符合质量要求。
5.物料清单:清单上列出了每个工序所需要的原材料、零部件和辅助工具等物料,并标明数量和规格。
这有助于生产员工准备好所需的物料。
6.检验要求:对于需要进行产品质量检验的工序,需要指明检验的项目和方法,以及合格标准。
这有助于生产员工进行产品的自检和互检。
7.生产时间及工序间隔:对于每个工序,需要标明其预计的生产时间和工序间的时间间隔,以便生产员工能够合理安排生产和提前准备。
8.工序备注:对于特殊工序或注意事项,可以在备注中进行说明,以便生产员工在操作过程中注意相关问题。
通过生产流程卡的使用1.提高生产效率:生产流程卡能够指导员工按照正确的工序和操作步骤进行生产,避免因错误操作导致的生产事故和产品缺陷。
2.降低生产成本:通过合理安排生产时间和工序间隔,可以最大程度地减少生产线上的闲置和等待时间,提高生产资源的利用率。
3.提高产品质量:生产流程卡可以明确产品的加工参数、检验要求和合格标准,确保产品符合设计和质量标准。
4.加强生产调度和控制:生产流程卡可以根据生产计划进行排产调度,对生产过程进行监控和控制,及时发现和解决生产中的问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9
按设计图纸要求进行预、初张拉,初张完毕后才可将箱梁横移台 位至规定存梁台座,张拉机具必须按规定进行校核。按工艺、设 张拉工序 计图纸进行各项,各步骤张拉,并将早期张拉的部分钢束校核到 设计值并测量上拱度,终张30天后进行箱梁跨度和全长测量。 本产品采用真空压浆技术.在启动真空泵抽真空,使压力达到孔道压浆 0.06~-0.10MPa 的情况下,启动压浆泵开始压浆,直至压浆端的 工序 透明塑料管中出现水泥浆,打开压浆三向阀门 ,当阀门口流出浓 浆时关闭阀门,继续压浆并在0.50~0.60MPa保压2min 。 封端前,锚穴必须凿毛,封端钢筋网位置安装应准确牢固,固不 封端砼灌 变形。封端混凝土采用无收缩混凝土,强度不低于C50。封端混凝 注工序 土外观质量应平整密实、整洁、不漏筋、无空洞。砼灌注后应覆 盖养生,养护期不少于7天。 1、预制梁应逐件进行检查、验收,并签发制造技术证明书;2、 预制梁均应设置桥牌。桥牌应标明:跨度、活载等级、设计图号 出厂检查 、梁号、梁体质量、制造厂家、制造年月、许可证编号等;3、预 制梁制造技术证明书应一式二份。一份随同施工原始记录归档, 工序 另一份交用户。
工
序号 项目名称 工作内容
序
流
程
卡
生产梁号: 自检人员 互检人员 专检人员 时间
1
模板工序
2
钢筋工序
3
模板工序
4
钢筋工序 混凝土拌 制工序
5
6
砼灌注工 序
7
砼养护工 序
8
模板工序
一、修整底模,清除残渣,修整密封胶条,涂刷脱模剂,安装支 座板,要做到:1、底模平整度≤2㎜;2、反拱平顺,误差<2 ㎜;3、底模轴线偏差2mm;4、支座板安装:支座板四角高差≤2 ㎜,支座板十字扭转≤1㎜;5、底板宽度+5mm;二、侧模安装: 1、桥面板宽度+10mm;2、桥面板厚度:+10㎜、-0;3、模板 密贴,螺栓足够;4、倾斜度3mm/m; 1、受力筋排距±5mm、同一排受力筋间距±10、分布钢筋间距± 20、箍筋间距±20,弯起点位置允许偏差不超过30mm;2、钢筋 保护层厚度除顶板顶层为30mm外,其余均为35mm;3、钢筋保护 层垫块的数量不少于4个/㎡;4、不符合要求的制孔胶管不得使 用,接头处还须用胶布缠紧密封,胶管应平顺、圆滑、位置准 确; 三、端模安装:1、梁长±10㎜ ;2、梁高+10㎜、-5㎜;四、 内模安装:1、内模拼装完毕、经验收合格后,方可抬吊入模,与 端模锁死,内模与底模的相对高程为-5、+0mm。2、内模轴线 偏差10mm 5、安装桥面钢筋、泄水管、通讯孔要做到同梁体钢筋一样的要求 。泄水管、通讯孔位置:± 5㎜。 1、原材料必须检验合格方可开盘;2、开盘前拌和站必须作校验 记录;3、材料满足1孔梁以上数量要求;4、实验室下施工配合比 通知单;5、搅拌机、输送泵和布料机等机械设备完好,满足施工 要求。 混凝土灌注采用两台布料机同时从黄冈端向武汉端由腹板下料对 称灌注,第一次灌注高度为:两端部70cm,中部下料高度60cm。第 二、三次灌注高度为40cm。第四次灌注至上缘变截面拐角处。最 后为补充底板和顶板砼的灌注。在灌注过程中,应严格按照作业 指导书制定的操作规范,对砼进行振捣。试验人员应作好现场原 始实验记录。 1、待混凝土初凝一小时后,方可拔出制孔胶管;2、养护采取洒 水与喷洒养护液的相结合方式进行,每片梁养护液喷洒不少于两 次(底板顶面和顶板顶面覆盖土工布洒水养护,其余部位喷涂养 护液),洒水次数白天1-2小时一次,晚上4小时一次。当相对湿 度大于60%时,养护期不少于14天。当相对湿度小于60%时,养 护期不少于28天。 四、模板拆除:砼强度达到设计强度的60%后方可拆除模板,严 禁乱敲乱顶,克损梁体,拆好的模板应放好,拆完模板后,必须 清除模板上的粘皮,模板上的附件随模板堆放以备再用。
10Biblioteka 1112蜗牛门是 啊啊