作业时间宽放因素测算办法
工时计算
标准工时计算
1)测试作业时间
①新产品小批试制时,工艺人员持秒表在作业现场对每一工序作业时间进行时间测算。
②应选择较为顺畅时进行测算,并连续测试20个以上的周期时间。
2)测算评核系数
工艺员更具观测的作业人员劳动熟练程度,给出评核系数。
测试实际作业时间,作为参照的作业人员,其劳动熟练程度于中等熟练人员的比较系数称为评核系数。
系数越大标识其劳动熟练程度越高。
3)测算宽放率
工艺人员根据作业条件测算宽放率
宽放时间=管理宽放时间+生理宽放时间+疲劳宽放时间
宽放率=管理宽放率+生理宽放率+疲劳宽放率
其中:管理宽放率一般取3%-10%
疲劳宽放率一般取5%-20%
生理宽放率一般取2%-5%
4)计算标准工时
标准工时=实测时间*评核系数*(1+宽放率)
(1)标准工时=正常工时+宽放时间(正常工时=观测工时*评比因素)(标准工时=生产一个良品的作业时间)
(2)测标准工时需要的条件是:a、作业人员都是经过良好训练的熟练操作工,b、必须是正常速度,c、所有物品都是良品,在以上条件下然后需要用码表测出从第一个工序到最后一个工序所需要的时间,反复测量取平均值.
(3)用所得的平均值除以85%即得到标准工时.(为什么取以85%,因为考虑人不可能象机器,而我们的嫁动率在正常情况下需达到85%)。
标准工时如何计算
标准工时如何计算标准工时与宽放率的计算方法是:标准工时等于正常的工时乘以1加上宽放率的和。
宽放率又是等于标准工时与实测工时的差除以实测工时得到的值,或者宽放率等于管理宽放率加上生理宽放率再加上疲劳宽放率。
标准工时指的是,工作人员在标准的工作环境下,做着自己所需要做的工作的时间,一般是指该工作人员在进行一件产品的加工时候,耗费的人工时间。
标准工时在法律中其实有很多种制定方法:1、秒表测量法,这个方法是直接利用一个熟悉该工艺的工作人员来在标准的工作环境中进行工作从而直接计算的时间。
但是因为只用一个熟悉该工艺的人来进行测量的话,会导致标准工时有着很大的误差,因此,一般情况下,我们需要进行多次的测量或者连续的测量,尽量将误差减小到微乎其微。
2、模特法,模特法是将加工这个产品的工艺需要人工负责的部分来划分21种动作,对这21种不同的动作分别测量它的标准工时。
3、简明工作因素法,这个方法也是将加工产品所需要的人工动作的划分成最基本的动作,并且让每个动作的时间划分成一样的,直接将这些动作的标准时间定制为一样的。
其实定制标准工时的方法有很多种,这里只是最基本的几种,只要你设定的标准工时合理又合法就可以了。
标准工时最基本的计算方法是:标准作业时间加上辅助该工作的时间就等于标准工时。
在这之中标准作业时间是由加工该产品所需要的时间,一般是指为了增加这个产品的价值所消耗的人工或者机器的时间,标准工时的减少只能是因为加工该产品的时间减少或者辅助加工的时间减少了。
标准工时与宽放率的计算方法是:标准工时等于正常的工时乘以1加上宽放率的和。
宽放率又是等于标准工时与实测工时的差除以实测工时得到的值,或者宽放率等于管理宽放率加上生理宽放率再加上疲劳宽放率。
标准工时:评比系数、宽放系数设定
标准工时:评比系数、宽放系数设定
标准工时将生产活动的现状数据化、显现化,突出主要问题、矛盾点,指明了改进的方向,且这个方向是和企业效益正相关。
观测时间用途:通过现状测量,选取作业最快的方法,流程用于作业改善,分析增值时间和浪费时间,切记不需要增加任何系数,也不需要平均值。
修正时间用途:评比系数的增加判断一个正常的人作业时间,用于技能的考核认证,标准作业的执行是否达标,用于现场的实际管理。
通过现场测量时间,增加评比系数,目的是设定普通作业时间,非将不达标技能员工作业看成普通作业。
宽放时间的用途:宽放的时间应用,类似OEE计算的性能稼动率,人和设备都不可能百分之百的有效产出。
为了控制生产过程的波动性,每日计划达成、企业管理。
宽放率目的是控制波动率:统计现状波动率、现状影响波动的因素可控,最终控制波动率
波动率影响=员工技能水平+产品变化+工艺变化+设备变化+物料变化+操作方法变化+作业环境变化+信息变化+失误等
评比系数和宽放系数是现状和标准的对比,标准和实际的对比。
单纯的为了增加系数,增加计算值,偏离了其真实的目的。
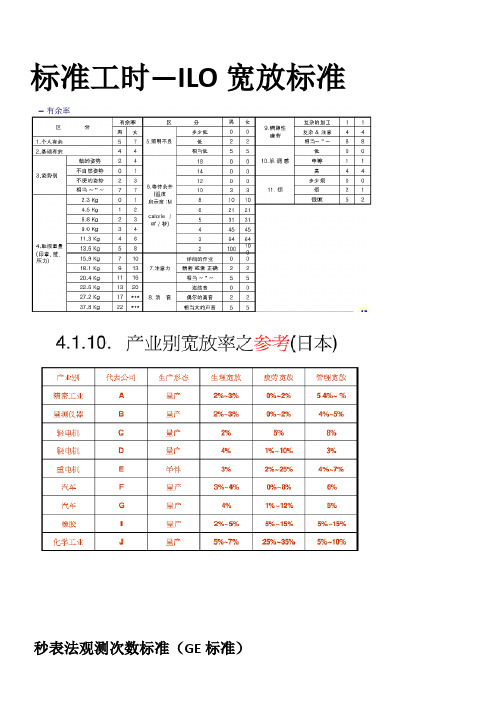
标准工时--ILO宽放标准
程度及评比值(Skill)
超佳
A1
0.15
A2
0.13
优
B1
0.11
B2
0.08
良
C1
0.06
C2
0.03
平均
D
0
可
E1
-0.05
E2
-0.01
欠佳
F1
-0.16
F2
-0.22
努力系统(Effort)
超佳
A1
0.13
A2
0.12
优
B1
0.1
B2
0.08
良
C1
0.05
C2
停休时间
恢复系统
0~5
1
6~10
0.9
11~15
0.8
16~20
0.71
21~25
0.62
26~30
0.54
单调感宽放度
程度
宽放度
低
0
中等
1%
高
4%
标准工时—ILO宽放标准
秒表法观测次数标准(GE标准)
周程时间
次数
40分以上
3
20~40分
5
10~20分
8
5~10分
10
275~1分
30
0.5~0.75分
40
0.25~0.5分
60
(以下不列)
影响“作业速度”的要因区分四项
熟练度(Skill)
努力度(Effort)
工作环境(Condition)
0.02
平均
D
0
可
E1
-0.04
E2
标准工时测定八步法
[3]李景元 工艺技术员业务职能与行为规范 企业管理出版社 2002年12月
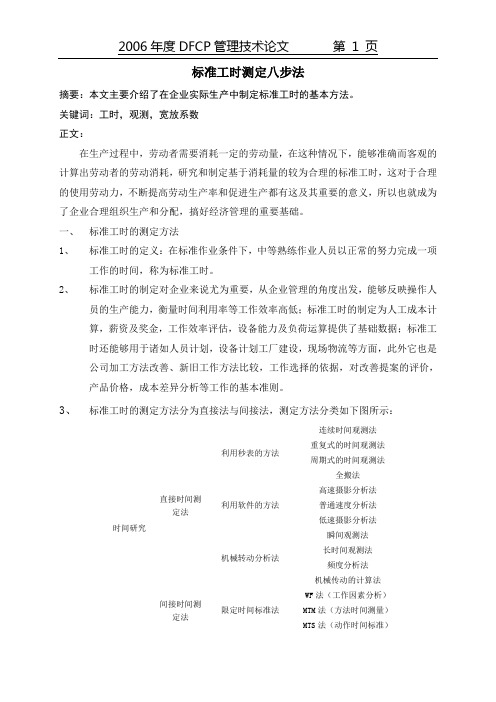
WF法(工作因素分析)
MTM法(方法时间测量)
MTS法(动作时间标准)
ETS法(基本时间标准)
DMT法(空间动作时间)
资料合成法
凭经验的估计法
实绩资料法
机械时间算出法
标准时间资料法
图1标准工时测定方法
在实际工时核算工作中,对于基础数据的采集,我们最常用的几种方法为计秒表测试法与资料合成法。
二、计秒表测试标准工时的实施步骤。该方法实现的基本过程如图2所示:
4、初步确定观测次数。为了取得较好的观测效果,一般情况下测量数不小于20次,对于简单产品观测次数可根据具体情况适当增加。
5、观测及记录作业实施每一单元的时间。一般我们选用两种方法归零法,即每次将秒表归零,读取测试时间。连续法,即秒表不用每次归零,连续读取测试时间后在计算。时间观测表如表1所示。
产品名称
5%~20%
表3 宽放率计算与范围
作业种类
特轻作业
轻作业
中作业
重作业
特重作业
疲劳宽放率
0.50%
5%~10%
10%~20%
20%~30%
30%~60%
表4 疲劳宽放率参考表
7、决定宽放值与宽放时间。宽放时间指为了执行所规定的作业的过程中,必要的、不可避免的耽误时间,宽放时间一般分为管理宽放、疲劳宽放及生理宽放。其中管理宽放指在工厂现有的管理条件之下,完成作业所不能避免的耽误的时间,如工装夹具的装卸,材料、机械的修理,生产物流、作业环境的整理整顿等;疲劳宽放指为恢复疲劳所必要耽误的时间;生理宽放指因人的生理需求而耽误的时间,如喝水、擦汗、上洗手间等。宽放值的确定分为外乘法与内乘法。
宽放设定
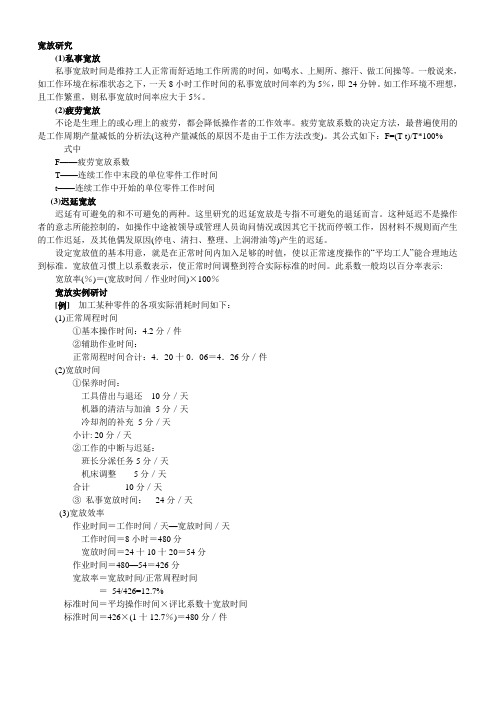
宽放研究(1)私事宽放私事宽放时间是维持工人正常而舒适地工作所需的时间,如喝水、上厕所、擦汗、做工间操等。
一般说来,如工作环境在标准状态之下,一天8小时工作时间的私事宽放时间率约为5%,即24分钟。
如工作环境不理想,且工作繁重,则私事宽放时间率应大于5%。
(2)疲劳宽放不论是生理上的或心理上的疲劳,都会降低操作者的工作效率。
疲劳宽放系数的决定方法,最普遍使用的是工作周期产量减低的分析法(这种产量减低的原因不是由于工作方法改变)。
其公式如下:F=(T-t)/T*100% 式中F——疲劳宽放系数T——连续工作中末段的单位零件工作时间t——连续工作中开始的单位零件工作时间(3)迟延宽放迟延有可避免的和不可避免的两种。
这里研究的迟延宽放是专指不可避免的退延而言。
这种延迟不是操作者的意志所能控制的,如操作中途被领导或管理人员询问情况或因其它干扰而停顿工作,因材料不规则而产生的工作迟延,及其他偶发原因(停电、清扫、整理、上润滑油等)产生的迟延。
设定宽放值的基本用意,就是在正常时间内加入足够的时值,使以正常速度操作的“平均工人”能合理地达到标准。
宽放值习惯上以系数表示,使正常时间调整到符合实际标准的时间。
此系数一般均以百分率表示: 宽放率(%)=(宽放时间/作业时间)×100%宽放实例研讨[例]加工某种零件的各项实际消耗时间如下:(1)正常周程时间①基本操作时间:4.2分/件②辅助作业时间:正常周程时间合计:4.20十0.06=4.26分/件(2)宽放时间①保养时间:工具借出与退还10分/天机器的清洁与加油5分/天冷却剂的补充5分/天小计: 20分/天②工作的中断与迟延:班长分派任务5分/天机床调整5分/天合计10分/天③私事宽放时间:24分/天(3)宽放效率作业时间=工作时间/天—宽放时间/天工作时间=8小时=480分宽放时间=24十10十20=54分作业时间=480—54=426分宽放率=宽放时间/正常周程时间=54/426=12.7%标准时间=平均操作时间×评比系数十宽放时间标淮时间=426×(1十12.7%)=480分/件。
IE中的宽放与评比(参考)
1:标准时间=正常作业时间*(1+宽放率)=观测时间*(1+评比系数)*(1+宽放率)
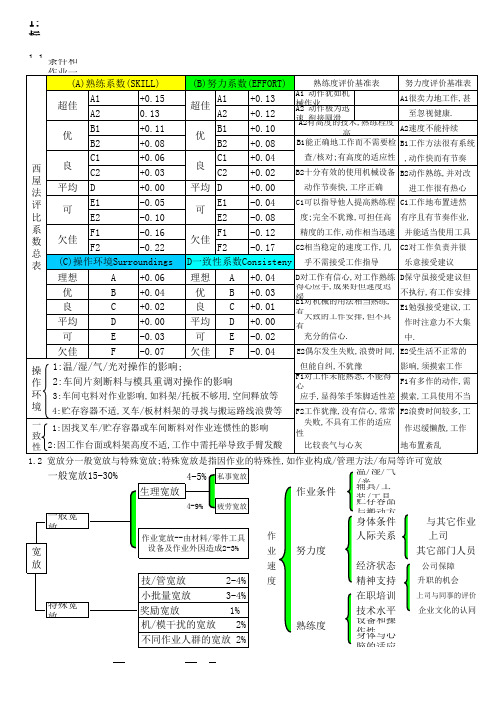
1.1评比又称西屋法(Westing House System),是美国屋电器公司首创,主要从熟练度/努力度/作业
条件和作业一致性四个方进行评比.
温/湿/气/光作业条件
辅具/工装/工具贮存容品与搬动方式身体条件与其它作业作人际关系上司
业努力度
其它部门人员速经济状态
公司保障度
精神支持
升职的机会在职培训
上司与同事的评价技术水平
企业文化的认同熟练度
设备和操作性
身体与心脑的适应性
1.2 宽放分一般宽放与特殊宽放;特殊宽放是指因作业的特殊性,如作业构成/管理方法/布局等许可宽放。
宽放时间档
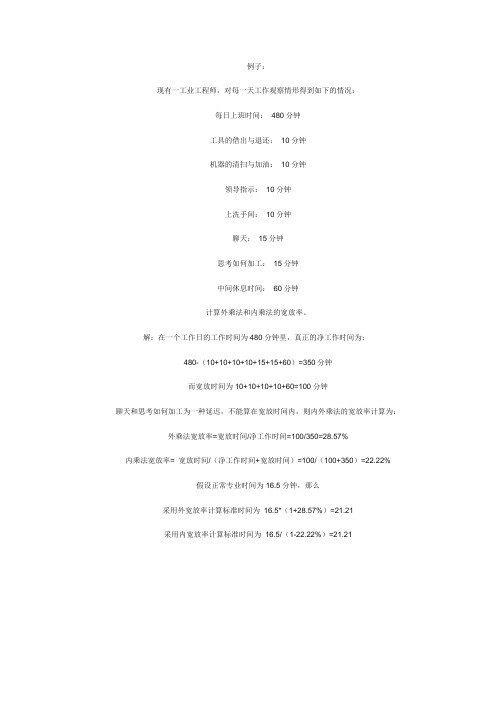
例子:
现有一工业工程师,对每一天工作观察情形得到如下的情况:
每日上班时间:480分钟
工具的借出与退还:10分钟
机器的清扫与加油:10分钟
领导指示:10分钟
上洗手间:10分钟
聊天:15分钟
思考如何加工:15分钟
中间休息时间:60分钟
计算外乘法和内乘法的宽放率。
解:在一个工作日的工作时间为480分钟里,真正的净工作时间为:
480-(10+10+10+10+15+15+60)=350分钟
而宽放时间为10+10+10+10+60=100分钟
聊天和思考如何加工为一种延迟,不能算在宽放时间内,则内外乘法的宽放率计算为:外乘法宽放率=宽放时间/净工作时间=100/350=28.57% 内乘法宽放率= 宽放时间/(净工作时间+宽放时间)=100/(100+350)=22.22%
假设正常专业时间为16.5分钟,那么
采用外宽放率计算标准时间为16.5*(1+28.57%)=21.21
采用内宽放率计算标准时间为16.5/(1-22.22%)=21.21。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时间
……
2
2
2
2
2
2
5
EC2=(
)
工序工时利用率=1-EC1-EC2
28.54% 22.29% 35.00% 64.17% 70.42% 57.71%
有效定额工作时间(小时) 在8小时工作制里,大冲
5.13 5.63 4.62
间/间隔时间)
辅助操 作时间
领用工装、模具、焊胎的时间:受到工装、模具、焊胎的形状、重量以及距离的影响, 每一次的时间乘以平均换产次数(历史平均统计数据)
8
8
8
30 15 10
归还工装、模具、焊胎的时间:模具、焊胎的时间:受到工装、模具、焊胎的形状、重 量以及距离的影响,每一次的时间乘以平均换产次数(历史平均统计数据)
作业宽放时间一览表(8H)
宽放范围
大冲 小冲 割管
生产 时间
辅助操 作时间
开机\保养时间:同类设备时间固定
用餐时间
固
必需的生理时间(卫生间、喝水、洗手等)
定 宽 放 率
非生 产时
间
必要非 统一安排休息时间 生产时 班前会(点名、生产安排、安全品质、劳纪、现场通报)时间
间 交接班(设备、物料交接)时间
30 15 10
工
从上工序找料\转移料\找空料架等的时间:受到产品的形状、重量的影响,每次需要 时间乘以次数,次数为历史平均统计数据
6
6 15
序 可
向下工序转移料架或者转移到中转的时间:受到产品的形状、重量的影响,每次需要时 间乘以次数,次数为历史平均统计数据
6
6 63
变
终检时间: ............
首件检时间:每次首件做完后与专检员检验的时间,要乘以平均每天换产的次数.
5
5
5
自检时间:根据检验要求,每隔一定件数后自检一次.用每自检一次的时间乘以平均自 检次数(平均定额/规定间隔数)
生产 时间
专检时间:根据检验要求,检验员定时或者每一定的间隔量后要巡检到此一次.用每巡
检一次可能被占用的时间乘以平均一天被检验的次数(平均定额/规定间隔数或者总时
间 允许范围内的等待维修(设备、工装、模具、焊胎)时间:根据对设备部门的生产服务 要求
允许范围内的等待接受生产任务(计划)安排的时间:通常班前会上布置不完每个工位 的生产计划,在未接到当天的任务的时候需要等待,这个方面可以接受的限度.
......
设备的不可靠性:计件时间内设备的异常故障需要维修\调试的平均时间 不必要
0
宽 放
......
率
作业劳动量疲劳修正时间:受到产品的形状、重量的影响,操作者由于疲劳可能无规律 的间歇或者放慢操作速度.凭经验估计一个数值,相同工序各个实体相同.
48
48
ห้องสมุดไป่ตู้
48
允许范围内的停工待料时间:通常的可以被接受的数值.
非生 产时
间
允许范围内的停工待检时间:首件完成或者批量完成需要检验但是检验员不能立刻过 必要非 来,这种情况通常需要的时间. 生产时 超出质量指标之外的不合格品补数\返工\打磨等时间:根据工序的平均不合格率估算
规定的专门用于现场清理时间
……
宽放率EC1测算
操作时 质量指标内的不合格品补数\返工等时间 间 ......
5
5
5
0
0
20 20
10
10
7.29% 7.29%
20
10 7.29%
仓库领料的时间:受到产品的形状、重量及距离的影响,每次领料时间乘以平均一天的 领料次数
产品图纸理解时间:受到产品难度系数的影响