封头检验记录表
封头质量检验记录

封头质量检验记录一、引言封头是在工业领域广泛应用的一种连接件,常用于容器、炉子、管道等设备的密封部分。
为了确保封头的质量,提高设备的密封性能和使用寿命,需要进行质量检验。
本文记录了封头质量检验的过程和结果。
二、检验前准备1. 检验工具准备:尺子、千分尺、千分表、磁粉检测仪、硬度计等。
2. 检验人员培训:确保检验人员熟悉封头的型号、规格和检验要求,并了解封头的质量标准。
三、检验内容及方法1. 外观检验封头表面应平整、光滑,无明显的划痕、凹陷和氧化现象。
使用尺子和千分尺测量封头的直径和高度,确保其符合设计要求。
2. 尺寸检验使用千分表测量封头的直径和高度,记录测量结果,并与设计要求进行比较。
检查封头的厚度是否均匀,以免影响密封性能。
3. 磁粉检测对于不锈钢封头,可以使用磁粉检测仪进行检测,以发现封头表面的裂纹、疤痕等缺陷。
按照磁粉检测标准,对封头进行检测,并记录检测结果。
4. 硬度检验使用硬度计对封头进行硬度检验,以确定其硬度是否符合要求。
根据封头的材质和使用环境,选择适当的硬度检验方法,并记录检验结果。
四、检验结果与评定根据检验内容和方法,对封头进行全面的检验,并记录检验结果。
若封头在各项检验中均符合设计要求,则判定为合格;若其中一项或多项检验不符合要求,则判定为不合格。
五、异常处理及改进措施1. 对于不合格的封头,需要进行进一步的分析,确定其不合格的原因,并采取相应的处理措施。
2. 对性能不合格的封头,应及时通知相关部门,采取相应的补救措施,并对生产工艺进行改进,以确保今后生产的封头质量符合要求。
六、结论本次封头质量检验过程中,通过外观检验、尺寸检验、磁粉检测和硬度检验等环节,对封头进行全面的检验。
经评定,本次封头的质量符合设计要求,达到了预期的质量水平。
七、建议为了进一步提高封头的质量,建议在生产过程中加强工艺控制,确保封头的加工精度和表面质量。
同时,培训员工,提高他们对封头质量重要性的认识,加强质量意识,从根本上确保封头的质量。
裁切、印、绣花、缝纫、装订首件记录表-
裁剪/印、绣花/缝纫/装订首件检验记录
□裁剪 □印、绣花 □缝纫 □装订 SB QR824-04 NO: 申 请 单 位
生产车间/机号 货号 订单号 产品名称 规格 生产数量 送检日期
送检数量
送样人:
送样性质
□每批首检 □更换材料后 □机器故障修复后 □其它:
检验内容
检验结果
1号样 2号样
3号样 □ 裁剪
外观:产品表面无抽丝、焦边、疵点、变形 颜色:产品表面色泽均匀,颜色按照色板要求 尺寸:按过程检验规范
□ 印/绣花
外观:颜色清新,线条清晰、无露白、漏边、重影、模糊现象,表
面无脏污、疵点
图案转印在布片的正面
图案位置、内容(按封样或图稿) 其他
□ 缝纫
外观质量清洁干净、无脏污,线条顺畅无扭曲 缝制:无断线、浮线、长短不一
封头:止口在两条线之间,线条顺畅 拷边:吃线均匀,无扭曲,砍刀切边一致
超声波:花纹清晰、均匀无深浅不一现象,四边规整、无歪斜 尺寸允许偏差±1mm □ 装订
外观:整齐、美观
装订位置符合样品或样稿要求 结构(按样品或样稿) 固定部位装订稳固、正确 其他
检验判定: □A :合格继续生产
□B :不合格,纠正后继续生产 □C :不能生产,立即停线
备注: 检验
审核。
成品检验标准执行方案(封头)
编号:PKB-2022-007成品检验标准执行方案1.目的为确保成品封头入库产品质量,规范成品检验判定依据,使产品满足客户标准,达到客户满意,特制订本标准执行方案。
2.范围适用于本公司所有成品封头的检验判定。
3.权责3.1 品控部负责本标准方案的制定、修订,对封头产品进行入库检验,以保证产品满足本标准的要求。
3.2生产部负责执行此标准方案进行自检,确保所生产成品封头符合本标准方案的要求,对自检和质检人员检验过程发现不良品的处理。
3.3 生产技术(制前)负责技术标准的建立和传递。
3.4 销售部负责产品异常需要时与客户的沟通对接。
4.规范性引用标准4.1 技术文件/图纸4.2 客户要求(技术协议、质量协议和客户变更)4.3 品质历史档案4.4 国家标准(压力容器封头国家标准-GB/T25198—2010)5.检验规定5.1抽检计划a.N≤20件的按照技术标准要求执行100%全检。
b.N>20件的抽样方案按GB/T 2828.1-2012中正常检验一次抽检方案中一般水平Ⅲ,当抽检样本数小于20时,按照20件进行抽检。
5.2 缺陷定义抽样检验中发现之不符合品质标准之瑕疵称为缺陷,其等级有下列三种:a.致命缺陷(CR)能或可能危害制品的使用者的生命或财产安全之缺陷,称为致命缺陷,又称为严重缺陷,用CR表示。
b.主要缺陷(MAJ)不能达成制品的使用目的之缺陷,称为主要缺陷,或重要缺陷,用MA表示。
c.次要缺陷(MIJ)并不影响制品使用目的之缺陷,称为次要缺陷,或轻微缺陷,用MI表示。
5.3允收水准本公司对最终检验缺陷等级允收水准规定如下:a.CR缺陷,0收1拒;b.MA缺陷,0收1拒;c.MI缺陷,AQL=2.5%5.4本标准方案为通用标准,当本标准方案要求和指令单发生冲突时,核实指令单无误的情况下,依指令单标准为准。
客户有特殊要求时按客户要求执行。
拼焊焊缝中心线间距封头各种不相交的拼焊焊缝中心线间距至少应为封头钢材厚度的3倍,且不小于100mm。
过程检验记录表

隙最长不超过120mm;
5、围条与隔仓板、阻浪板紧密贴合, 垂直度误差≤2mm;
6、其它要求应符合设计图样标准及相 关质量验收标准。
1、筒体不允许在焊缝及其边缘20mm 内开孔,
罐体拼板
2、开孔直径大于75mm时,筒体孔处
检查外观、 测量长宽高 及工艺开孔
等尺
应翻边处理;
3、相邻筒节的纵向焊缝在对应筒节横 截面的弧长距离不少于100mm;
0.5mm。
1、长宽尺寸允差:气割L≤3m时-3~
0mm,L每增加1m允差增加0.5mm;
检验值
判定
工艺员、 作业员确
备注
2、砂轮切割L≤3m时-3~0mm,L每增
加1m允差增加0.4mm;
下料尺寸偏 差
检查部件剪 切口、测量 长、宽、厚 、对角线等
尺寸
3、剪切L≤3m时-3~0mm,L每增加1m 允差增加0.3mm;
规格:
(立方) 作业人员/班组:
拉码 封头
检查外观、
1、符合设计图纸规定;
形状、测量 长、宽、高
2、焊缝外观质量:无焊渣和飞溅,无 严重焊接缺陷且成形美观;
目测、卷尺
等尺寸 3、垂直度≤1mm,其它尺寸偏差±1mm
。 1、封头成型用相对应的R模板靠检,
截面形状与标准模板的形状误差≤
2mm;
2、弧高应不小于100mm,外壁周长L应
邻纵焊缝U间距≤200mm,最短筒节≥
300mm
焊缝布置
检查拼板尺 2、相邻筒子节的纵向焊缝在对应筒节
寸
横截面的弧长距离不少于100mm;
卷尺
3、封头板、隔仓板、阻浪板的对接焊 缝间距应不少于100mm。
其它成形零 检查外观、
方形锂电池顶封首件检验记录表

熔胶 实物 留样
判定与处理
XX有限公司
生产批号:
型号/容量:
设备编号:
检查项目
是否使用封装夹具
上封头宽度(mm)
设 硅胶条宽度(mm)
备 特
硅胶条厚度(mm)
性 封装压力(kgf/c㎡)
封焊时间(s)
上封头温度(℃)
下封头温度(℃)
上下封头平行度
熔胶效果
极耳中心距(mm)
封印宽度(mm)
产 外未封区宽度(mm) 品 极耳区封装厚度(mm)
特 非极耳区封装厚度(mm) 性 极耳胶外露尺寸(mm)
熔胶拉力-正(N)
熔胶拉力-负(N)
外观
检测记录
标准要求
1
2
3
4
5
□无过熔; □无未熔胶 □无正负极装反; □无错位; □无皱折; □无烫伤; □无封斜;
平行 检测 留样
操作员
组长确认 品质确认
封头酸洗清洁目视检查记录 (锅炉厂有限责任公司)
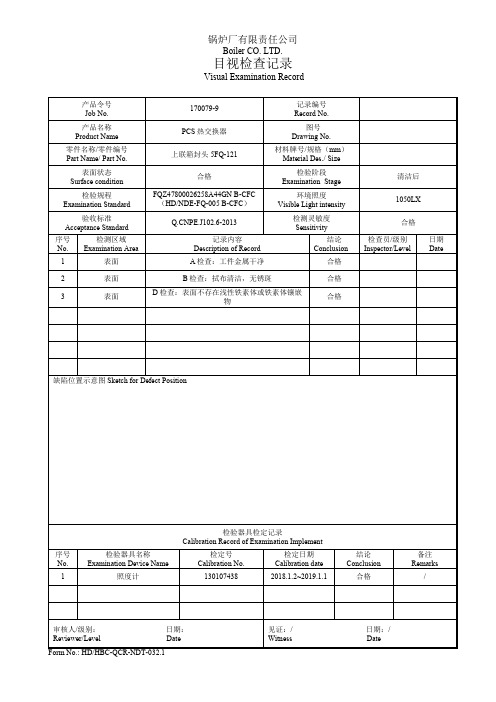
检测灵敏度
Sensitivity
合格
序号
No.
检测区域
Examination Area
记录内容
Description of Record
结论
Conclusion
检查员/级别
Inspector/Level
日期
Date
1
表面
A检查:工件金属干净
合格
2
表面
B检查:拭布清洁,无锈斑
表面状态
Surface condition
合格
检验阶段
ExaminationStage
清洁后
检验规程
ExaminationStandard
FQZ47800026258A44GN B-CFC
(HD/NDE-FQ-005 B-CFC)
环境照度
Visible Light intensity
1050LX
验收标准
表面状态
Surface condition
合格
检验阶段
ExaminationStage
检验规程
ExaminationStandard
FQZ47800026258A44GN B-CFC
(HD/NDE-FQ-005 B-CFC)
环境照度
Visible Light intensity
验收标准
Acceptance Standard
合格
3
表面
D检查:表面不存在浅性铁素体或铁素体镶嵌物
合格
缺陷位置示意图Sketch for Defect Position
检验器具检定记录
Calibration Record of Examination Implement
封头检验
1.1首先查看封头外供厂家是否具有“压力容器受压元件加工资格”,若有技术监督部门签发的“监检证书”就视为有“压力容器受压元件加工资格”。
1.2审查封头质量证明文件的三性,即证件的有效性、证件的完整性、证件的正确性。
1)JB/T4746-2002第7条规定:封头出厂质量证明文件应符合“容规”附件七的规定。
2)“容规”附件七的规定:封头外协厂家提供的质量证明文件如下:a) “受压元件(封头)产品质量证明书”其内容:封头类型、产品编号、质量保证师印章、法定代表人印章、制造单位、年月日。
b) “封头产品合格证”其内容:封头类型、产品编号、公称直径、制造标准、材料牌号、名义厚度、材料来源、出厂日期、质量检验员签字、质量检验科(处)章、年月日。
c)“质量检验报告”其内容“:压制条件(压制设备、毛料尺寸、终压温度)、压制方法、始压温度、冷却方式、外观质量及几何尺寸(表面质量、内表面形状偏差、壁厚偏差、直边高度、直边倾斜度、直边纵向皱折深度、直径平均值(外径)、最大最小直径差、总深度等)、封头材料(提供钢板质量证明书及复验报告)检验结论、检验员签字、检验责任师签字、年月日。
d) 技术监督部门签发的“监检证书”。
3)钢板材料牌号:A48CPR 符合法国标准:NF A 36-205(1982年6月)。
4)该钢板在压型前要进行复验,其要求如下:a)逐张钢板进行UT检测,满足JB4730-94 Ⅲ级;бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
d)逐张钢板进行冷弯试验,α=1800 (d=2a) 无裂纹。
e)逐张钢板进行高温屈服试验,合格标准如下:бs≥196N/mm2(设备使用温度300℃)。
5)封头成形后经过正火处理,要在质量证明文件中注明,并提供热处理检验报告(含曲线图),及试板同炉正火+模拟消应处理后的力学性能报告。
要求如下:бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
专题8-终压温度对封头力学性能的影响试验
一.试验数据
1.本次方案采用三个不同加热温度以及共计6件封头产品标记编号进行试验,成形后从封头上
2.本次试验选取符合GB713-2008《锅炉和压力容器用钢板》和公司标准CG6038-2010-DIWA35
DIWA353钢板(供货状态:正火930℃+回火630℃)作为冲压封头所用,其力学性能见表2:
表2 试验用钢板的力学性能
3.DIWA35钢制封头冲压成形后经不同热处理工艺后的力学性能见表3:
表3 不同成形加热温度的DIWA35
Akv J
二:试验数据分析
封头上取样检验,其操作过程实际参数如表1所示:
踪记录
IWA353《钢板订货技术条件(国内)》中的60mm 厚的性能见表2:
能
IWA35钢制封头机械性能
℃。
封头检验
1.1首先查看封头外供厂家是否具有“压力容器受压元件加工资格”,若有技术监督部门签发的“监检证书”就视为有“压力容器受压元件加工资格”。
1.2审查封头质量证明文件的三性,即证件的有效性、证件的完整性、证件的正确性。
1)JB/T4746-2002第7条规定:封头出厂质量证明文件应符合“容规”附件七的规定。
2)“容规”附件七的规定:封头外协厂家提供的质量证明文件如下:a) “受压元件(封头)产品质量证明书”其内容:封头类型、产品编号、质量保证师印章、法定代表人印章、制造单位、年月日。
b) “封头产品合格证”其内容:封头类型、产品编号、公称直径、制造标准、材料牌号、名义厚度、材料来源、出厂日期、质量检验员签字、质量检验科(处)章、年月日。
c)“质量检验报告”其内容“:压制条件(压制设备、毛料尺寸、终压温度)、压制方法、始压温度、冷却方式、外观质量及几何尺寸(表面质量、内表面形状偏差、壁厚偏差、直边高度、直边倾斜度、直边纵向皱折深度、直径平均值(外径)、最大最小直径差、总深度等)、封头材料(提供钢板质量证明书及复验报告)检验结论、检验员签字、检验责任师签字、年月日。
d) 技术监督部门签发的“监检证书”。
3)钢板材料牌号:A48CPR 符合法国标准:NF A 36-205(1982年6月)。
4)该钢板在压型前要进行复验,其要求如下:a)逐张钢板进行UT检测,满足JB4730-94 Ⅲ级;бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
d)逐张钢板进行冷弯试验,α=1800 (d=2a) 无裂纹。
e)逐张钢板进行高温屈服试验,合格标准如下:бs≥196N/mm2(设备使用温度300℃)。
5)封头成形后经过正火处理,要在质量证明文件中注明,并提供热处理检验报告(含曲线图),及试板同炉正火+模拟消应处理后的力学性能报告。
要求如下:бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
封头检验
材料订货协议、设计图
容规
GB150《钢制压力容器》
GB/T25198《压力容器封头》
⑴封头应有质量证明文件应符合《容规》和GB/T25198规定;
⑵封头焊接接头表面不得有裂纹、咬边、气孔、弧坑和飞溅物。压制后的封头表面质量应符合相应钢板标准规定的要求;
⑶封头标识应符合标准和订货合同的规定;
到货检验通知单
压力容器外购外协件验收入库通知单
购置成品封头(非带料加工)时还应检查所用原材料的质量证明文件,以及封头上的材料标识。
封头质量证明书外观外形尺寸按程序规定要求编号原材料零部件采购及验收控制程序外协及外购件控制程序材料订货协议设计图容规gb150钢制压力容器gbt25198压力容器封头封头应有质量证明文件应符合容规和gbt25198规定
封头
⑴质量证明书
⑵外观
⑶外形尺寸
⑷按程序规定要பைடு நூலகம்编号
《原材料、零部件采购及验收控制程序》
⑷封头外形尺寸应符合GB/T25198中有关规定;
⑸封头直边部分不得存在纵向皱褶;
⑹封头成形厚度不得小于设计文件规定的最低厚度。
⑴核对质量证明书;
⑵核对封头标识;
⑶样板检查封头形状公差;
⑷封头采用超声波测厚,测厚部位应为易发生工艺减薄的部位(封头顶部和转角过渡部位等),测厚至少为5点。
E
E.E/R
B
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成品封头检验记录表
检验—ZKB02
制造编号
工艺卡号
图 号
封头公称直径
封头名义厚度
封头类型
封头编号
检验编号
代用单编号
检查项目
材 质
内 外 表面质量
内表面 最大间隙
最小厚度
直边高度mm
直边 倾斜度
直边纵向皱折深度mm
外圆周长mm
封 头 总深度
外凸
内凹
向外
向内
/
标准规定
符合标准
实测值
□
标准规定
符合标准
公司
封头测厚记录
检验—ZKB03
制造编号
工艺卡号
图号
封头测厚示意图:
封
头
测
厚
检
查
编号
测点
测向
1
2ห้องสมุดไป่ตู้
3
4
A
A’
B
B’
A
A’
B
B’
A
A’
B
B’
A
A’
B
B’
编号
材料牌号
规 格
材 料 检验编号
代用单 编 号
允 许 最小厚度
实 测 最小厚度
检查结论
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
实测值
□
□
□有 □无
□有 □无
检验
结论
说明:(1)封头内表面最大间隙:外凸≤1.25%Di(内凹≤0.625%Di)。
(2)直边倾斜度,向外:h=25, ≤1.5;h=40, ≤2.5。向内h=25,≤1.0(h=40,≤1.5)。
(3)封头高度:≤(0.2~0.6)%Di。
检验员: 年 月 日
注:在□里打“√”表示合格或符合,打“×”表示不合格或不符合。无棣海川安装工程有限公司
备
注
实测最小厚度不得小于封头名义厚度减去钢板厚度负偏差,但当设计图样标注了成形后的最小厚度,可按实测最小厚度不小于图样标注的最小厚度验收。
检 验 员
日 期
实测值
□
标准规定
符合标准
实测值
□
封头编号
检查项目
坡 口
封头拼接焊缝RT检测
监检证书和合格证
型式
角度
标准规定
符合工艺
符合工艺
见RT报告
监检证书和合格证
实测值
□
□
□有 □无
□有 □无
标准规定
符合工艺
符合工艺
见RT报告
监检证书和合格证
实测值
□
□
□有 □无
□有 □无
标准规定
符合工艺
符合工艺
见RT报告
监检证书和合格证