磨料磨具选择与磨削(精选)
磨料磨具选择与磨削

减小。在实际磨削中,严格解析磨削力是困难的,在工程上常简化其公 式,如Ft=k0 v−β v γ aα s w e 2.比磨削能 比磨削能 指磨除工件上单位体积的金属所消耗的能量叫比磨削能。U=W/V= (其中k0为磨削系数)
五、磨削热
பைடு நூலகம்
Ft vs 它对估算磨削力和功率消耗有重要意义。 bv w ae
。
金属切削时绝大部分能量转化为热能,这些热能传散在切屑、刀具、工 件上。其中车削、铣削等普通切削方式,热量都是被切屑带走,而对与 磨削来说由于切削的金属层非常薄所以大约60%~90%的热量都传入工件, 这些热量来不及导入工件更深处所以在局部形成高温,并在表层形成极 大的温度梯度。当这些局部温度达到一定临界值时,就会在工件表面形 成热损伤(如表面氧化、烧伤、残余应力、裂纹等),也影响工件尺寸 精度。所以控制磨削热非常关紧。 返回目录 第 8页
四、硬度选择‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥21 五、结合剂选择‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥23 六、组织选择‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥25 七、浓度选择‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥27 磨削缺陷分析与解决‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥28 磨削缺陷分析与解决 一、磨削加工精度‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥28 二、工件表面粗糙度‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥30 三、磨削烧伤‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥34 四、磨削残余应力‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥35 五、磨削裂纹‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥36 六、磨削振纹‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥38 磨具部分质量标准与使用检验‥‥‥‥‥‥‥‥‥‥‥‥‥‥39 磨具部分质量标准与使用检验 一、磨具成品的质量检查项目‥‥‥‥‥‥‥‥‥‥‥‥‥‥39 二、磨具基本尺寸的极限偏差及测量方法‥‥‥‥‥‥‥‥‥39 三、磨具形位公差及测量方法‥‥‥‥‥‥‥‥‥‥‥‥‥‥44
磨削分析之磨具特性的选择

磨具特性的选择一、磨具概述磨具即指在加工工序中起磨削、研磨、抛光作用的工具。
一般由磨料、结合剂、气孔三大要素沟成,不过后又把浸渍剂列为第四要素,而超硬磨具则把基体作为第四要素。
其分类按磨料种类可分普通与超硬材料磨具;按结合剂又分无机(陶瓷、菱苦土、硅酸钠结合剂磨具)、有机(树脂和橡胶结合剂磨具)、金属结合剂;按磨料结合剂结合形式又可分固结、涂附磨具及研磨膏。
普通磨具的特征标记必须按顺包含下面8项内容。
例:PDT500*(10/16)*203-A/WA100L5V60m/s。
依次序上例各数字字母所代表含义为:PDT———磨具的形状代号(单面凸砂轮),现用新代号数字表示(38)500———砂轮直径,mm(正规的还须标上环端直径)10/16——砂轮厚度,mm。
其中10mm为砂轮厚度,16mm为中孔加厚区厚度。
203———砂轮孔径,mm100——磨料粒度号。
微粉级(240粒度以下)用〝W〞标识,现国标规定固结磨具统用〝F〞粒度号标识L———磨具硬度号(旧称中软2)5———磨具组织号V———磨具所用结合剂(陶瓷结合剂)60m/s—磨具线速度而各内容所用表示方法,不同时期或国家标识又不一致,比如美国硬度等级L、M、N、O都可规划为我国国标的M、N等级,且我国不存在O等级。
二、磨料的选择1.磨料种类及应用范围磨料是磨削加工过程中的主体,它不仅要具备很高的硬度、耐热性、热稳定性和化学稳定性,还应具有一定韧性、以便承受一定磨削力。
主要分氧化物系、碳化物系和超硬磨料系,各磨料以各自不同的性能,可确定以下的主要加工范围:2.磨料选择对磨削性能影响3.⑴.磨料硬度:必须选则比工件硬度高,且热硬度要好;⑵.磨料韧性:主要影响磨具磨削时自锐性;⑶.抗压强度:影响使用过程中的切削性能;⑷.线膨胀系数:磨料与结合剂线膨胀系数一定要一致,否则将引起砂轮裂纹;⑸.化学成份:直接影响磨料强度、韧性、磨削性能及色泽。
如碳化硅磨料其碳化硅含量越高,其磨削性能越好,而棕刚玉中氧化铝含量不应超过97%,这样切削力增加,韧性降低。
超硬磨料及其磨具的选择与应用
超硬磨料及其磨具的选择与应用磨削过程就是磨具中的磨粒对工件的切削过程。
选择磨具就是要充分利用磨粒的切削能力去克服工件材料的物理力学性能产生的抗力。
由于磨具的品种规格繁多,而每一种磨具都不是万能的切削工具,只有一定的适用范围。
因此对每一种磨削工作,都必须适当选择磨具的特性参数,才能达到良好的磨削效果。
磨具特性主要包括磨粒、粒度、硬度、结合剂、组织、形状和尺寸。
这里从磨具特性方面叙述选择磨具的一般原则。
一.超硬磨料及其磨具(一)超硬磨料磨具的加工特点超硬磨料系指金刚石和立方氮化硼均属立方晶系。
与刚玉和碳化硅相比,具有硬度高、强度好、颗粒形状好、良好的导热性和低的热膨胀系数等特点。
磨削能力强及良好的磨削性能。
是非常优异的磨削材料。
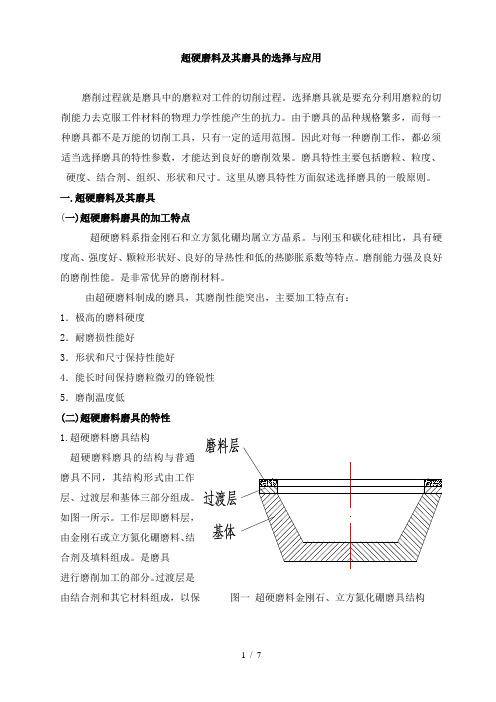
由超硬磨料制成的磨具,其磨削性能突出,主要加工特点有:1.极高的磨料硬度2.耐磨损性能好3.形状和尺寸保持性能好4.能长时间保持磨粒微刃的锋锐性5.磨削温度低(二)超硬磨料磨具的特性1.超硬磨料磨具结构超硬磨料磨具的结构与普通磨具不同,其结构形式由工作层、过渡层和基体三部分组成。
如图一所示。
工作层即磨料层,由金刚石或立方氮化硼磨料、结合剂及填料组成。
是磨具进行磨削加工的部分。
过渡层是由结合剂和其它材料组成,以保图一超硬磨料金刚石、立方氮化硼磨具结构证工作层的充分使用,不含超硬磨料,将工作层牢固把持在基体上。
近年来,有些厂家取消了过渡层,直接将过渡层把持在基体上。
基体是磨具的基本形体,起支承工作层的作用。
2.超硬磨料磨具的特性及标志⑴磨料超硬磨料的品种有天然金刚、人造金刚石及立方氮化硼(CBN)。
人造金刚石又有多种牌号。
人造金刚石、立方氮化硼的品种、代号及适用范围列于表一表一人造金刚石和立方氮化硼品种、代号及适用范围(摘自GB/T6405-1994)⑵粒度粒度系标志超硬磨料金刚石、立方氮化硼颗粒尺寸的大小。
粒度的标记按国家标准的规定,超硬磨料的各粒度颗粒尺寸范围及粒度组成按表二规定。
超硬材料磨具的选择与使用

超硬材料磨具的选择与使用一、超硬磨料磨具特性的选择1.、磨料的选择:RVD金刚石的树脂结合剂砂轮制品具有产品锋利、磨削速度快,金刚石不易脱落等特点,广泛应用于玻璃、硬质合金、宝石、陶瓷、木材加工以及大理石花岗岩的抛光磨削等行业。
RVD 特点:晶型不规则、自锐性好、表面粗糙与树脂结合剂粘结牢固。
MBD金刚石晶型较不规则,透明度较好,热稳定性较好,抗冲击性较好,适用于金属结合剂制品,具有耐磨性好、杂质含量低、强度高、使用寿命长等特点,适用于金刚石锯切片、金刚石地质钻头、金刚石电镀工具等。
MBD8:产品晶型规则,含有较多立方八面体结构晶体,产品的热稳定性和冲击韧性较高,适用于磨削硬度较高的材料。
MBD6:晶型比较完整,含有一定比例的立方八面体结构晶体适中,适用于磨削陶瓷、石材、玻璃等材料。
MBD4:一种中等强度产品,晶型较完整,适用于磨削中等强度的材料。
MBD2:产品的冲击韧性和热稳定性相对较低,适用于制造使用要求不高的金属结合剂工具,也用于制造陶瓷结合剂工具。
SMD 特点:晶型完整,表面光滑,抗压强度高。
用于制造切割工具、地质钻头、修整工具等。
CBN砂轮的优点:1、对于黑色金属,特别是硬度高、韧性大、高温强度高、热传导率低的材料,具有良好磨削性能。
2、磨削力小,耐用度高。
3、同一砂轮通常可磨削不同材料,不同规格的工件,尤其是适用于在多品种中,小批量生产和数控,柔性制造系统,微机集成制造时使用。
4、加工表面质量高、无裂纹、不易烧伤。
5、容易保持尺寸精度。
6、综合经济效益比不同砂轮明显提高,磨损小、寿命长、效率高。
CBN 特点:CBN是硬度仅次于金刚石的超硬磨料,与人造金刚石相比,它具有热稳定性好,与铁族金属化学惰性大等特点,适宜加工高矾钢、高速钢与合金钢等金属材料。
金刚石微粉是将人造金刚石单晶经过精加工后制成的一种极细的新型超硬材料。
它广泛应用于机械﹑电子﹑航天﹑航空﹑光学仪器﹑玻璃﹑陶瓷﹑石油﹑地质﹑军工等领域和部门﹐是研磨拋光硬质合金﹑陶瓷﹑宝石﹑光学玻璃等高硬度材料的理想材料。
磨料磨具及其选择原则分析

铬 刚玉 、 晶 刚玉 、 钕刚 玉和 锆 刚玉 ; 华 物 系 : 括 微 镨 碳 包
黑碳化硅 、 绿碳化硅 、 碳化硼和立方碳化硅 ; 高硬磨料
料 的特 性及 适用对 象如 下 :
件都可以用同一种磨具来磨削的。因此 , 对每一个磨削 系 : 括人造 金刚石 、 包 天然金 刚 石 、 立方 氮化 硼 。这 些磨
() 1 工件 材 料 的物理机 械性 能 : 强度 、 性和 导 热 韧
性等。
所以, 我们 可 以把 磨 具看成 具 有许 多刀齿 的多刃切 削 工 具。 用磨 具进行 磨削 、 磨和抛 光 的方法 , 以使 零件 获 研 可 得很 高 的尺 寸精 度和 表面 光洁度 。 它可以 进行细 微 的切 削加 工 , 可以 用于高 效率 的切削 加工 。 也 因此 , 械加 在机
类 .0 冈 玉系 ( 氧化 物 系 ) 包括棕 刚玉 、 : 白刚玉 、 单晶 刚玉 、
头、 油石 、 布 、 纸和研 磨膏 。 砂 砂 每一 种磨 具都 只能 有一 定 的适用 范 围 , 不是 任何 零 工序都 应选 择合适 磨具 , 才能 达 到较好 的综 合效 果 。选 2 8
Br 论 技文 a 术 n d
磨料磨具及 其选择原则分析
口杨英春
通常 切 削工具 分为刀 具 、 磨具 两大 类 。 磨削 、 磨和 择合 适 的磨具应 考虑 到 : 研
抛光 所需 的切 削工具 是磨具 。 磨具是 由许 多部细 小 的磨 粒用 结合 剂 固结 而成 的 ,每 一个磨 粒都 象一 把小 刀齿 。
( ) 晶 刚玉 , 号 G 它 的颜 色 因含 杂 质不 同而 3单 代 D:
于磨削硬质合金、 光学玻璃、 陶瓷和硅片等。 磨削性能较
磨料石材生产加工中磨料磨具的知识
磨料石材生产加工中磨料磨具的知识磨料是工业生产中重要的材料之一,磨料石材生产加工中,磨料磨具也是必不可少的工具。
本文将从以下几个方面介绍磨料磨具的一些基本知识,包括磨料磨具的分类、常用磨料和磨具的性质及选择、以及磨具的基本结构。
一、磨料磨具的分类磨料磨具按照不同的分类方法,可分为不同的类型。
按照磨具的使用方式可分为手动磨具和机械磨具;按照磨料固定方式可分为双面磨和单面磨;按照结构可分为平板磨具、碗形磨具、锥形磨具和杯形磨具等。
手动磨具包括手工磨盘、手工水磨和磨刀石等。
机械磨具则可以进一步分为平面磨床、圆形磨床、带磨床和砂带磨床等。
相对于双面磨具,单面磨具比较常用。
单面磨具的磨料只能固定在一面,工作时通常与工件相贴合。
双面磨具则可以同时加工两个工件,大大提高了工作效率。
平板磨具是常用的一种磨具,主要用于平面加工、外圆磨削和内孔磨削等。
碗形磨具适用于曲面加工和线状表面加工。
锥形磨具适用于内外锥面加工。
杯形磨具适用于大尺寸表面加工、圆锥面加工等。
二、常用的磨料和磨具的性质及选择1. 常用磨料和性质磨料是磨具的关键部分,会直接影响到工件加工的精度和表面质量。
常用的磨料有氧化铝磨料、碳化硅磨料、石英砂、金刚石和立方氮化硼等。
不同的磨料具有不同的硬度、韧度、耐磨性和磨粒形状等性质。
氧化铝磨料是一种广泛应用的磨料,具有高硬度、高耐热性和高耐磨性等特点。
碳化硅磨料耐热耐磨性较高,但硬度较低,适用于加工质量要求不是特别高的工件。
金刚石磨料是现代高精度磨削加工中应用最广泛的磨料之一,具有高硬度、高强度、高耐磨性和高导热性等特点。
2. 常用磨具和性质常用的磨具包括金属结合剂、树脂结合剂和陶瓷结合剂磨具。
金属结合剂磨具是一种广泛应用的磨具,具有优良的切削性能和高耐热性,适用于高效率、高要求的加工。
树脂结合剂磨具价格较便宜,适用于中、小型磨具或要求不是特别高的磨削。
陶瓷结合剂磨具是结合剂磨具中一种新型的磨具,具有优良的剛韧性、抗弯强度等优点,适用于高精度磨削加工、超精密磨削加工和高速磨削加工等。
3.8 磨料磨具及选择使用
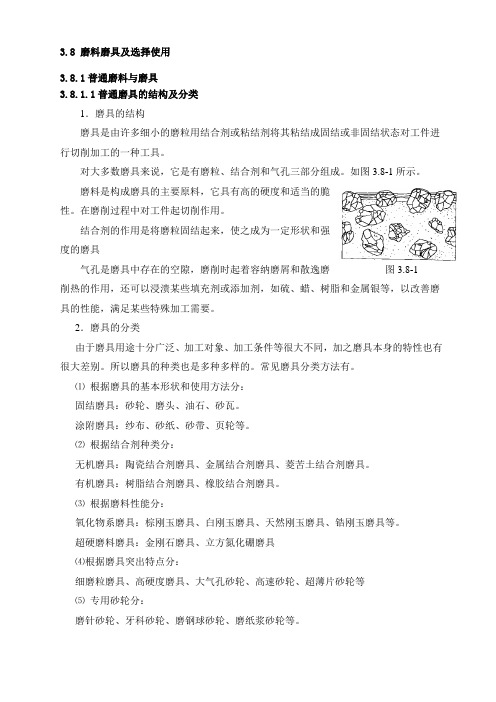
3.8 磨料磨具及选择使用3.8.1普通磨料与磨具3.8.1.1普通磨具的结构及分类1.磨具的结构磨具是由许多细小的磨粒用结合剂或粘结剂将其粘结成固结或非固结状态对工件进行切削加工的一种工具。
对大多数磨具来说,它是有磨粒、结合剂和气孔三部分组成。
如图3.8-1所示。
磨料是构成磨具的主要原料,它具有高的硬度和适当的脆性。
在磨削过程中对工件起切削作用。
结合剂的作用是将磨粒固结起来,使之成为一定形状和强度的磨具气孔是磨具中存在的空隙,磨削时起着容纳磨屑和散逸磨图3.8-1削热的作用,还可以浸溃某些填充剂或添加剂,如硫、蜡、树脂和金属银等,以改善磨具的性能,满足某些特殊加工需要。
2.磨具的分类由于磨具用途十分广泛、加工对象、加工条件等很大不同,加之磨具本身的特性也有很大差别。
所以磨具的种类也是多种多样的。
常见磨具分类方法有。
⑴根据磨具的基本形状和使用方法分:固结磨具:砂轮、磨头、油石、砂瓦。
涂附磨具:纱布、砂纸、砂带、页轮等。
⑵根据结合剂种类分:无机磨具:陶瓷结合剂磨具、金属结合剂磨具、菱苦土结合剂磨具。
有机磨具:树脂结合剂磨具、橡胶结合剂磨具。
⑶根据磨料性能分:氧化物系磨具:棕刚玉磨具、白刚玉磨具、天然刚玉磨具、锆刚玉磨具等。
超硬磨料磨具:金刚石磨具、立方氮化硼磨具⑷根据磨具突出特点分:细磨粒磨具、高硬度磨具、大气孔砂轮、高速砂轮、超薄片砂轮等⑸专用砂轮分:磨针砂轮、牙科砂轮、磨钢球砂轮、磨纸浆砂轮等。
3.8.1.2磨具用磨料1.磨料应具有的基本性能磨料是构成磨具的主要原料,且可以直接用于研磨和抛光。
磨料是磨具能够磨削工件的主体材料,也相当与切削工件用的切削刃。
为了能适应各种工件材料的加工需要,磨料应具有以下基本性能:硬度、韧性、强度、热稳定性、化学稳定性。
⑴磨料应具有很高的硬度。
硬度是磨料的基本性能。
磨削作用是通过刻划工件表面完成的。
为此,磨料要能够切入工件,其硬度必须高于工件的硬度。
磨料和硬质合金的显微硬度比较列于后:磨料的硬度是与磨料的化学成分、结晶构造的完整程度、熔合在结晶中的杂质等有关。
磨削加工砂轮的选择及使用

磨削加工砂轮的选择及使用磨削加工砂轮是一种常见的磨削工具,用于金属加工、石材加工、木材加工等行业中。
它是通过磨削作用将材料表面的不平整部分削平,并达到所需的精度和光洁度。
选择适合的砂轮和正确的使用方法对于磨削加工的质量和效率至关重要。
在选择和使用砂轮时,需要考虑以下几个因素:1.砂轮材质:常见的砂轮材质包括氧化铝、氮化硅、碳化硅等。
不同材质的砂轮适用于不同的加工材料和工件硬度。
例如,氧化铝砂轮适用于加工钢铁材料,氮化硅砂轮适用于加工陶瓷材料。
2.砂轮粒度:砂轮的粒度越细,磨削表面越光滑,但磨削速度较慢。
粒度粗的砂轮磨削速度快,但表面光洁度较差。
根据加工要求选择合适的砂轮粒度,通常粗砂轮用于粗磨,细砂轮用于精磨。
3.砂轮硬度:砂轮硬度的选择取决于加工材料的硬度。
通常情况下,加工硬材料需要选择硬度较高的砂轮,而加工软材料需要选择硬度较低的砂轮。
硬砂轮磨削效率高,但易造成加工表面热损伤,软砂轮磨削表面质量好,但磨损较快。
4.砂轮尺寸:砂轮的直径和厚度需要根据加工机床的规格和加工要求来选择。
较大尺寸的砂轮用于大型工件的加工,而较小尺寸的砂轮用于小型工件的加工。
使用砂轮时,需要注意以下几点:1.安装正确:砂轮应正确安装在磨床上或电动工具上,确保砂轮转动平稳。
安装时要检查砂轮是否有裂纹或损坏,避免因砂轮损坏而引发事故。
2.控制加工参数:根据加工材料和加工要求,合理选择加工参数,如砂轮转速、进给速度、磨削深度等。
过高的转速和进给速度会导致砂轮过热和表面质量差,过深的磨削深度可能导致砂轮过载。
3.使用保护措施:在砂轮加工过程中,应戴上防护眼镜、戴耳罩和手套等安全防护装备,防止碎片、切屑和噪音对操作人员造成伤害。
4.定期保养:砂轮在使用过程中会磨损,需要定期检查和更换。
砂轮磨损严重会影响加工效果,并增加机床负荷。
同时,砂轮使用后应及时清洁干净并妥善存放,避免锈蚀和损坏。
总之,选择合适的砂轮和正确使用砂轮是磨削加工的重要环节。